You might also like
- ITP-Application of PaintingDocument2 pagesITP-Application of PaintingMuthu Saravanan100% (1)
- Painting and CoatingDocument20 pagesPainting and CoatingKiran D Anvekar100% (1)
- BoqDocument5 pagesBoqRajesh SinghalNo ratings yet
- Internal PaintingDocument9 pagesInternal Paintingtzimtiger50% (2)
- Paint Defects and RemediesDocument27 pagesPaint Defects and RemediesDanna Faye ValoisNo ratings yet
- Construction PaintingDocument21 pagesConstruction Paintingjack.simpson.changNo ratings yet
- Qualification Procedure No. 8: SSPC: The Society For Protective CoatingsDocument6 pagesQualification Procedure No. 8: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- Pipe CoatingsDocument23 pagesPipe CoatingsIshani Gupta75% (4)
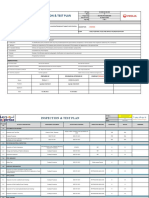
- Inspection Check List 2Document34 pagesInspection Check List 2r.devendranNo ratings yet
- RepairProcedurePatchRepair TBDocument2 pagesRepairProcedurePatchRepair TBAleksandr TsymbalNo ratings yet
- Paint ApplicationDocument4 pagesPaint ApplicationSteven FlynnNo ratings yet
- Effect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDocument26 pagesEffect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDIDIER ANGEL LOPEZ RINCONNo ratings yet
- 8 1SA8A-Paint WorkDocument19 pages8 1SA8A-Paint WorkdophongxdNo ratings yet
- Paint Calculation: Factor To Consider AreDocument1 pagePaint Calculation: Factor To Consider AreKalyanasundaram ThirugnanasambandamNo ratings yet
- Asian Paints (Technical Details) PDFDocument2 pagesAsian Paints (Technical Details) PDFanon_87010987350% (2)
- Contractor IOT Infrastructure & Energy Services LTDDocument38 pagesContractor IOT Infrastructure & Energy Services LTDNaveen KurupNo ratings yet
- Concrete Protective CoatingDocument10 pagesConcrete Protective CoatingShabbar Abbas MalikNo ratings yet
- Sikadur 732Document2 pagesSikadur 732Hafidh Roiy100% (1)
- Painting ProcedureDocument20 pagesPainting ProcedureCRUSTEK ENGINEERSNo ratings yet
- Method Satment For Outher Tank Painting WorksDocument7 pagesMethod Satment For Outher Tank Painting WorksTri Aji100% (1)
- Schedule For Sand BlastingDocument2 pagesSchedule For Sand BlastingPratik GurungNo ratings yet
- Work and Its Quality Control PaintingDocument61 pagesWork and Its Quality Control PaintingElmokadem EinsteinNo ratings yet
- Fenomastic Hygiene Emulsion SilkDocument4 pagesFenomastic Hygiene Emulsion Silkمحمد عزتNo ratings yet
- Day 1 Reviewer For Materials EngineerDocument6 pagesDay 1 Reviewer For Materials EngineerEll ManuelNo ratings yet
- Methods of Repairing CracksDocument21 pagesMethods of Repairing CracksAlfar Amal100% (2)
- SECTION 09 96 00 High Performance Coatings GeneralDocument8 pagesSECTION 09 96 00 High Performance Coatings Generalraja qammarNo ratings yet
- Fire Proofing ConcreteDocument6 pagesFire Proofing Concretemalaya tripathyNo ratings yet
- QADocument21 pagesQAms rooNo ratings yet
- Day 7 - Materials-Engineer-Test-ReviewerDocument5 pagesDay 7 - Materials-Engineer-Test-Reviewerwe are the gamersNo ratings yet
- EIDS 054 Cafco FENDOLITE MII - Controlling Consistency and Wet Density PDFDocument3 pagesEIDS 054 Cafco FENDOLITE MII - Controlling Consistency and Wet Density PDFcuc nangNo ratings yet
- TDS Jotashield Heritage HB Fine GB English DecorativeDocument3 pagesTDS Jotashield Heritage HB Fine GB English Decorativeomda4wady100% (1)
- Nitowrap Method StatementDocument10 pagesNitowrap Method StatementBalasubramanian AnanthNo ratings yet
- Gimpa Meeting Minutes For 4TH Technical MeetingDocument3 pagesGimpa Meeting Minutes For 4TH Technical MeetingNana BarimaNo ratings yet
- ASTM D 714 - 87 r00Document6 pagesASTM D 714 - 87 r00Abi PutraNo ratings yet
- GS-09 (Painting) PDFDocument22 pagesGS-09 (Painting) PDFSarbendu PaulNo ratings yet
- Hempel's Tank Lining CRG Brochure - v9Document11 pagesHempel's Tank Lining CRG Brochure - v9togentongNo ratings yet
- Qcs 2010 Part 24.05 TilesDocument6 pagesQcs 2010 Part 24.05 TilesRotsapNayrb100% (1)
- ConcreteDocument169 pagesConcretesabareesan09No ratings yet
- Interzone 485Document4 pagesInterzone 485Sinan A AzizNo ratings yet
- MST For Concret CoatingDocument6 pagesMST For Concret CoatingDelta akathehusky100% (1)
- Jotachar Approved Primer and Topcoat List: Important InformationDocument5 pagesJotachar Approved Primer and Topcoat List: Important InformationNurmalinda SihombingNo ratings yet
- AKP Storage TanksDocument51 pagesAKP Storage Tankscris_2010No ratings yet
- CONTRACT SPECIFICATIONS - FBE Internal Lining - Vol2-Book5 General Specifications - Mechanical-M20Document10 pagesCONTRACT SPECIFICATIONS - FBE Internal Lining - Vol2-Book5 General Specifications - Mechanical-M20Özgür TuştaşNo ratings yet
- Paints and Coatings FinalDocument5 pagesPaints and Coatings FinalSheena GagarinNo ratings yet
- Materials Engineers Review Notes Set FourDocument3 pagesMaterials Engineers Review Notes Set Foursantiago andresNo ratings yet
- Super Vulcaseal: General Purpose Polychloroprene-Based SealantDocument2 pagesSuper Vulcaseal: General Purpose Polychloroprene-Based SealantAdam Mark LegaspiNo ratings yet
- Interseal 670HS+Br+EngDocument2 pagesInterseal 670HS+Br+Engrajauae2008100% (1)
- 1000CUM Main Fuel Storage Tanks SepchDocument3 pages1000CUM Main Fuel Storage Tanks SepchBTENo ratings yet
- Paint Coating Stainless SteelsDocument2 pagesPaint Coating Stainless SteelsSilva NumaNo ratings yet
- Glossary of Paint Defect TermsDocument7 pagesGlossary of Paint Defect Terms4romi89No ratings yet
- TDS - Sonoshield ParkcoatDocument2 pagesTDS - Sonoshield ParkcoatVenkata RaoNo ratings yet
- Henscha Phils. Inc.: Concrete Pouring ChecklistDocument4 pagesHenscha Phils. Inc.: Concrete Pouring Checklistchester carpioNo ratings yet
- TDS Nitocote EPU Saudi ArabiaDocument4 pagesTDS Nitocote EPU Saudi ArabiaShaikhRizwan100% (1)
- Inter Penertrating Polymer Network CBRI Paper PDFDocument8 pagesInter Penertrating Polymer Network CBRI Paper PDFRadha KrishnanNo ratings yet
- Calculation of FootingDocument5 pagesCalculation of FootingAnonymous kuW0obtJ4pNo ratings yet
- Cross Cut Adhesion Test Basic Cutter m44Document4 pagesCross Cut Adhesion Test Basic Cutter m44Madidj_2014No ratings yet
- Checklist For Painting WorksDocument4 pagesChecklist For Painting WorksBang JoyNo ratings yet
- Ampp Nace Code Estructural CoatingDocument12 pagesAmpp Nace Code Estructural CoatingJavier Enrique Diaz ChacinNo ratings yet
- DragX Specification 01092019Document6 pagesDragX Specification 01092019Atharva UlangwarNo ratings yet
- Cleaning and Painting Existing Steel StructuresDocument24 pagesCleaning and Painting Existing Steel StructuresahmerkhateebNo ratings yet
- DDF - BankDocument1 pageDDF - BankCrni LabudNo ratings yet
- Epoxy Coatings GuideDocument8 pagesEpoxy Coatings GuideCrni LabudNo ratings yet
- Carboline Color Paint Chart - 2016Document4 pagesCarboline Color Paint Chart - 2016Crni LabudNo ratings yet
- Toxicological Profile For Zinc PDFDocument352 pagesToxicological Profile For Zinc PDFCrni Labud100% (1)
- Carboline Color Paint Chart - NewDocument4 pagesCarboline Color Paint Chart - NewCrni LabudNo ratings yet
- 10-Moisture Meter MemoDocument1 page10-Moisture Meter MemoCrni LabudNo ratings yet
- Jobs To Do in August (When Shut-In)Document1 pageJobs To Do in August (When Shut-In)Crni LabudNo ratings yet