You might also like
- Torque InstructionsDocument13 pagesTorque Instructionsjfrench_62000No ratings yet
- Fatigue TestingDocument10 pagesFatigue TestingMuhammed SulfeekNo ratings yet
- Chap 4 Bolted JointsDocument25 pagesChap 4 Bolted JointsMelese AschalewNo ratings yet
- Fasteners: The ESG ReportDocument4 pagesFasteners: The ESG ReportAnton SurviyantoNo ratings yet
- Twi Fatigure TestingDocument13 pagesTwi Fatigure TestingchungndtNo ratings yet
- What Is Snug-Tightened PDFDocument2 pagesWhat Is Snug-Tightened PDFMartín50% (2)
- 12.3 Bolted Joints: Torque. If A Turning Force or Torque Is Applied With A Wrench To The NutDocument3 pages12.3 Bolted Joints: Torque. If A Turning Force or Torque Is Applied With A Wrench To The NutDeep DebnathNo ratings yet
- Ensure Even Preload with Proper Tightening Tools and SequenceDocument2 pagesEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengNo ratings yet
- Bolt Tensioning: This Document Is A Summary Of..Document12 pagesBolt Tensioning: This Document Is A Summary Of..Hari Kumar D.No ratings yet
- Introduction To ConnectionsDocument14 pagesIntroduction To ConnectionsApoorvaAppiNo ratings yet
- Installation and InspectionDocument2 pagesInstallation and InspectionAndreas Galih PamungkasNo ratings yet
- Job Knowledge 78Document3 pagesJob Knowledge 78Mehmet Soysal100% (1)
- Understanding TorqueDocument12 pagesUnderstanding Torquesri haryonoNo ratings yet
- Screws, Cap Screws) For Headed, External Screw-Threaded FastenersDocument35 pagesScrews, Cap Screws) For Headed, External Screw-Threaded FastenersRAJ MOHANNo ratings yet
- Bolted JointDocument9 pagesBolted JointkhanhtruongNo ratings yet
- Bolted Joints Are One of The Most Common Elements in Construction and Machine DesignDocument8 pagesBolted Joints Are One of The Most Common Elements in Construction and Machine Designkhalid7015No ratings yet
- HSFG Manual Railway BridgeDocument11 pagesHSFG Manual Railway BridgeChandan SinghNo ratings yet
- Article - Bolted Joint DesignDocument15 pagesArticle - Bolted Joint DesignPiyush YardiNo ratings yet
- Excavator Structural Components & Welding FundamentalsDocument37 pagesExcavator Structural Components & Welding Fundamentalssurianto100% (1)
- Bolted Joint - Wikipedia v123Document8 pagesBolted Joint - Wikipedia v123Juan F CrsNo ratings yet
- Torsional Fatigue FailureDocument8 pagesTorsional Fatigue Failuremed sagarNo ratings yet
- Design of Reinforced Concrete Structures Prof. N. Dhang Department of Civil Engineering Indian Institute of Technology, Kharagpur Lecture - 11Document29 pagesDesign of Reinforced Concrete Structures Prof. N. Dhang Department of Civil Engineering Indian Institute of Technology, Kharagpur Lecture - 11BEZAWADA VAMSI KRISHNANo ratings yet
- Lec 10Document11 pagesLec 10AmitNo ratings yet
- Structural Connections - Scia5203: Unit - IDocument77 pagesStructural Connections - Scia5203: Unit - IVignesh DhuruvanNo ratings yet
- Bolted JointsDocument1 pageBolted Jointsandrija_ganzbergerNo ratings yet
- Comparison of Anti-Loosening Characteristics of Various M14 Threaded FastenersDocument8 pagesComparison of Anti-Loosening Characteristics of Various M14 Threaded Fastenerssoumyajit dasNo ratings yet
- Lec 15Document18 pagesLec 15RUCHIRA KUMAR PRADHANNo ratings yet
- RCD ObjectivesDocument3 pagesRCD ObjectivesiamcerbzjrNo ratings yet
- A New Approach To The Tightness Checking of BoltsDocument3 pagesA New Approach To The Tightness Checking of BoltsA MNo ratings yet
- IIT Kharagpur Lecture on Lacing Systems for Steel StructuresDocument16 pagesIIT Kharagpur Lecture on Lacing Systems for Steel StructuresGajendra JoshiNo ratings yet
- Torque Control: Understanding Torque, Tension, and MeasurementDocument3 pagesTorque Control: Understanding Torque, Tension, and Measurementautomatiza01No ratings yet
- Design of Tension Member - Gusset Plates Lug Angles and Tension SplicesDocument28 pagesDesign of Tension Member - Gusset Plates Lug Angles and Tension SplicesDarsHan MoHanNo ratings yet
- Stresses in Power ScrewDocument9 pagesStresses in Power ScrewGauravNo ratings yet
- Prestressed Concrete StructuresDocument48 pagesPrestressed Concrete StructuresdrpNo ratings yet
- Bolts and NutsDocument2 pagesBolts and NutsBalaji SampathNo ratings yet
- The Use of Two Nuts To Prevent Self LooseningDocument4 pagesThe Use of Two Nuts To Prevent Self LooseningManojkumar ThilagamNo ratings yet
- Nuts&Bolts SignedDocument13 pagesNuts&Bolts SignedMomchil YordanovNo ratings yet
- Instruction Manual High-Strength Structural Bolting AssembliesDocument30 pagesInstruction Manual High-Strength Structural Bolting AssembliesRaul Becerra FalomirNo ratings yet
- New Criteria For Self-Loosening of Fasteners Under VibrationDocument23 pagesNew Criteria For Self-Loosening of Fasteners Under Vibrationsachin.khambekar4703100% (3)
- Samuel 2012Document9 pagesSamuel 2012AshutoshSharma100% (1)
- Bolted Connections GuideDocument21 pagesBolted Connections GuideA.k.MandalNo ratings yet
- Strain Gauge PrimerDocument9 pagesStrain Gauge PrimerLearning From EverythingNo ratings yet
- Proving Ring ExperimentDocument7 pagesProving Ring ExperimentPrateek AggarwalNo ratings yet
- Bolt ConnectionDocument24 pagesBolt ConnectionXzk MallaboNo ratings yet
- Larsa 2000 BridgeDocument20 pagesLarsa 2000 BridgePartha Pratim RoyNo ratings yet
- Chapter 2 Bolted ConnectionsDocument29 pagesChapter 2 Bolted ConnectionsKishan Purohit100% (1)
- Bolted connection design principlesDocument47 pagesBolted connection design principlesayush kumarNo ratings yet
- Fasteners Guide Under 40 CharactersDocument2 pagesFasteners Guide Under 40 CharactersIlija LončarNo ratings yet
- Carding Section OverviewDocument15 pagesCarding Section OverviewFernando EscalanteNo ratings yet
- Bolting Theory: Function of Bolts and NutsDocument3 pagesBolting Theory: Function of Bolts and NutsCORONADOAGNo ratings yet
- Failure Modes and Design of Steel Flexural MembersDocument16 pagesFailure Modes and Design of Steel Flexural MembersGilbert SmithNo ratings yet
- A Review of Bolt Tightening Force Measurement andDocument19 pagesA Review of Bolt Tightening Force Measurement andVincent ChuNo ratings yet
- Bolt Behaviour Basic ConceptsDocument3 pagesBolt Behaviour Basic ConceptsAnonymous GE8mQqxNo ratings yet
- Instruction Manual For Installing High-Strength Bolts: With Direct Tension Indicators (ASTM F959M) Metric Series EditionDocument24 pagesInstruction Manual For Installing High-Strength Bolts: With Direct Tension Indicators (ASTM F959M) Metric Series EditionHendri Arief SetyawanNo ratings yet
- Testing and Analysis of FastenersDocument11 pagesTesting and Analysis of FastenersIJRASETPublicationsNo ratings yet
- Design For Dynamic and Impact Loading Ballistics LaboratoryDocument12 pagesDesign For Dynamic and Impact Loading Ballistics LaboratoryNeville LawlessNo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Some Mooted Questions in Reinforced Concrete Design American Society of Civil Engineers, Transactions, Paper No. 1169, Volume LXX, Dec. 1910From EverandSome Mooted Questions in Reinforced Concrete Design American Society of Civil Engineers, Transactions, Paper No. 1169, Volume LXX, Dec. 1910No ratings yet
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Columnas Esbeltas Sometidas A Flexo-Compresión. Prescripciones Reglamentarias. Cirsoc-2005.Document30 pagesColumnas Esbeltas Sometidas A Flexo-Compresión. Prescripciones Reglamentarias. Cirsoc-2005.Mateus UriasNo ratings yet
- Existing and proposed area statement for godown renovationDocument1 pageExisting and proposed area statement for godown renovationMridupaban DuttaNo ratings yet
- 6 Nos. Truss Reqd. As Drn. Mkd. Tr3: Erection Mkd. Item NO. Section Length Erection Mkd. Item NO. Section LengthDocument1 page6 Nos. Truss Reqd. As Drn. Mkd. Tr3: Erection Mkd. Item NO. Section Length Erection Mkd. Item NO. Section LengthMridupaban DuttaNo ratings yet
- Mangalayatan University Aligarh, Uttar Pradesh: Work Integrated Learning ProgramDocument1 pageMangalayatan University Aligarh, Uttar Pradesh: Work Integrated Learning ProgramMridupaban DuttaNo ratings yet
- Truss 1Document1 pageTruss 1Mridupaban DuttaNo ratings yet
- UPGRADATION OF SECOND FLOOR CONFERENCE HALL FURNITURE WORKSDocument2 pagesUPGRADATION OF SECOND FLOOR CONFERENCE HALL FURNITURE WORKSMridupaban DuttaNo ratings yet
- Academic Calendar 2022 23Document1 pageAcademic Calendar 2022 23Mridupaban DuttaNo ratings yet
- Tax Invoice: Original For RecipientDocument3 pagesTax Invoice: Original For RecipientMridupaban DuttaNo ratings yet
- Compound WallDocument1 pageCompound WallMridupaban DuttaNo ratings yet
- Analysis For FRP Composite Door ShutterDocument1 pageAnalysis For FRP Composite Door ShutterMridupaban Dutta0% (1)
- Accepted List JE (Civil) PHE 21-10-2021Document69 pagesAccepted List JE (Civil) PHE 21-10-2021Mridupaban DuttaNo ratings yet
- Academic Calendar 2022-23Document1 pageAcademic Calendar 2022-23Mridupaban DuttaNo ratings yet
- The Swine Flu ScamDocument3 pagesThe Swine Flu ScamMridupaban DuttaNo ratings yet
- 3RD SlabDocument1 page3RD SlabMridupaban DuttaNo ratings yet
- 37-38 PagenumberDocument8 pages37-38 PagenumberMridupaban DuttaNo ratings yet
- Godrej Modular Kitchen Price List 446Document12 pagesGodrej Modular Kitchen Price List 446AhitNo ratings yet
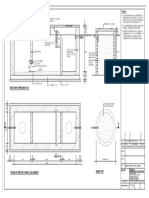
- Septic TankDocument1 pageSeptic TankMridupaban DuttaNo ratings yet
- SOP For Covid VaccinationDocument4 pagesSOP For Covid VaccinationMridupaban DuttaNo ratings yet
- ListDocument4 pagesListMridupaban DuttaNo ratings yet
- The Swine Flu ScamDocument3 pagesThe Swine Flu ScamMridupaban DuttaNo ratings yet
- FRP composite door analysisDocument1 pageFRP composite door analysisMridupaban DuttaNo ratings yet
- Restricting Movement of Individuals From 2PM To 5 AM Dated 21 06 21Document4 pagesRestricting Movement of Individuals From 2PM To 5 AM Dated 21 06 21Mridupaban DuttaNo ratings yet
- Analysis For FRP Composite Door ShutterDocument1 pageAnalysis For FRP Composite Door ShutterMridupaban DuttaNo ratings yet
- Bar Development Lengths for Different Steel Types and Concrete MixesDocument1 pageBar Development Lengths for Different Steel Types and Concrete MixesMridupaban DuttaNo ratings yet
- Sop-15 6 2021Document4 pagesSop-15 6 2021Mridupaban DuttaNo ratings yet
- Integrated B SC B Ed in MathematicsDocument4 pagesIntegrated B SC B Ed in MathematicsMridupaban DuttaNo ratings yet
- CC To: SUB: No Evidence To Prove Deaths Occurring Due To The Novel CoronavirusDocument6 pagesCC To: SUB: No Evidence To Prove Deaths Occurring Due To The Novel CoronavirusMridupaban DuttaNo ratings yet
- 105 DR Fixit Powder WaterproofDocument2 pages105 DR Fixit Powder WaterproofJuneNo ratings yet
- 105 DR Fixit Powder WaterproofDocument2 pages105 DR Fixit Powder WaterproofJuneNo ratings yet
- Innovative TechnologiesDocument11 pagesInnovative TechnologiesKantishNo ratings yet
- BOLTGRP.xlsDocument18 pagesBOLTGRP.xlscengizNo ratings yet
- GMW 3044 Zinc Plating TrivalentDocument5 pagesGMW 3044 Zinc Plating TrivalentRaymond100% (1)
- New Holland W270B Wheel Loader Service Repair ManualDocument21 pagesNew Holland W270B Wheel Loader Service Repair ManualggjjjjotonesNo ratings yet
- Supplementary Spec To API Specification 17D Subsea Wellhead and Tree Equipment With Justifications S 561Jv2022 11Document81 pagesSupplementary Spec To API Specification 17D Subsea Wellhead and Tree Equipment With Justifications S 561Jv2022 11maximusala83No ratings yet
- 08-003 Injector Mounting BoltDocument2 pages08-003 Injector Mounting BoltVictor MontesdeocaNo ratings yet
- Bolt Tightening PDFDocument20 pagesBolt Tightening PDFblahblahNo ratings yet
- 4.3-Slip Critical ConnectionsDocument7 pages4.3-Slip Critical ConnectionsMani KumarNo ratings yet
- The Distribution of Load and Stress in The Threads of Fasteners - A ReviewDocument20 pagesThe Distribution of Load and Stress in The Threads of Fasteners - A ReviewFernando FuentesNo ratings yet
- College: Design of Machine ElementsDocument4 pagesCollege: Design of Machine ElementsNikhil SekharanNo ratings yet
- TDF ManualDocument31 pagesTDF Manualinfo.makurodNo ratings yet
- Chapter 7 Timber-NotesDocument9 pagesChapter 7 Timber-NotesEng Abdikarim Walhad100% (1)
- Measuring Instruments - Metrology - OverviewDocument31 pagesMeasuring Instruments - Metrology - OverviewRohan100% (1)
- L07 Compatibility Mode 1645956007946Document97 pagesL07 Compatibility Mode 1645956007946Saini boyNo ratings yet
- Elastic Analysis of Bolted JointsDocument6 pagesElastic Analysis of Bolted JointsAdugna GosaNo ratings yet
- 1 s2.0 S0143974X19312544 MainDocument15 pages1 s2.0 S0143974X19312544 Mainalassane wadeNo ratings yet
- Specification Super High Tension Bolt PDFDocument10 pagesSpecification Super High Tension Bolt PDFPendeta MudaNo ratings yet
- Design of Steel Structures SolvedDocument20 pagesDesign of Steel Structures SolvedBhumika YadavNo ratings yet
- Structural Evaluation of Self Supporting Tower (Calculation) - Yoppy SolemanDocument13 pagesStructural Evaluation of Self Supporting Tower (Calculation) - Yoppy SolemanYoppy Soleman100% (1)
- Manual de Abrazaderas VictaulicDocument27 pagesManual de Abrazaderas VictaulicSalvador LopezNo ratings yet
- Analysis and Design of Members For TensionDocument84 pagesAnalysis and Design of Members For TensionicpertacortaNo ratings yet
- Autonomous Maintenance Training MaterialDocument98 pagesAutonomous Maintenance Training MaterialAndrei MarinNo ratings yet
- SCI P324 The Use of Tension Control Bolts Grade SIOT in Friction Grip Connections PDFDocument84 pagesSCI P324 The Use of Tension Control Bolts Grade SIOT in Friction Grip Connections PDFYANIshaNo ratings yet
- Steel Structure Fabric & Installation - Doc Rev01Document7 pagesSteel Structure Fabric & Installation - Doc Rev01whah11No ratings yet
- IIT Madras Bolted Connections GuideDocument30 pagesIIT Madras Bolted Connections GuidepjuvvadiNo ratings yet
- PA Engine Epsilon Kappa U CRDI PDFDocument46 pagesPA Engine Epsilon Kappa U CRDI PDFJuan MNo ratings yet
- Locking of FastenersDocument1 pageLocking of FastenersAndy GilhamNo ratings yet
- 59 Why Nuts and Bolts Come Loose V1Document2 pages59 Why Nuts and Bolts Come Loose V1jillianixNo ratings yet
- Evaluation of Alternatives To Electrodeposited Cadmium For Threaded Fasteners Applications (III)Document13 pagesEvaluation of Alternatives To Electrodeposited Cadmium For Threaded Fasteners Applications (III)mp87_ingNo ratings yet
- Screw Threadlec12 MergedDocument90 pagesScrew Threadlec12 MergedJames EstradaNo ratings yet
- An Evaluation of Common Bolted JointsDocument27 pagesAn Evaluation of Common Bolted JointsMurthy MvvsNo ratings yet