You might also like
- Cisc Vs AiscDocument11 pagesCisc Vs Aiscanon_326950184100% (1)
- Chapter 6 ConnectionDocument30 pagesChapter 6 ConnectionIvy SeahNo ratings yet
- Welds - Static and Fatigue Strength - IiDocument27 pagesWelds - Static and Fatigue Strength - IiOuseppachan Ambooken100% (1)
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- Is 13920Document47 pagesIs 13920Ravinder KumarNo ratings yet
- Recommended Details For Reinforced Concrete ConstructionDocument3 pagesRecommended Details For Reinforced Concrete ConstructionYol AtienzaNo ratings yet
- Column Detailing and Design RecommendationsDocument3 pagesColumn Detailing and Design RecommendationsJohn STCNo ratings yet
- Design of Plate GirdersDocument30 pagesDesign of Plate GirdersTHULASI MNo ratings yet
- Objective For BeamsDocument7 pagesObjective For BeamsSuvra Sankha Chattopadhyay (sscp)No ratings yet
- R.C.C.-shear, Bond and Development LengthDocument35 pagesR.C.C.-shear, Bond and Development LengthKishan PurohitNo ratings yet
- CE Board Problems in Steel DesignDocument10 pagesCE Board Problems in Steel Designrmrv valdezNo ratings yet
- Design of Shear Reinforcement in RCC Structures: Intended Learning Outcomes (ILO)Document16 pagesDesign of Shear Reinforcement in RCC Structures: Intended Learning Outcomes (ILO)anirbanpwd76No ratings yet
- Detailing of Reinforced Concrete Structures in Seismic Zone-Baljeet SirDocument35 pagesDetailing of Reinforced Concrete Structures in Seismic Zone-Baljeet Siranuragcool062No ratings yet
- Quiz 6Document1 pageQuiz 6Nikki Marie G OclaritNo ratings yet
- ستيل ستركشرDocument73 pagesستيل ستركشرAws SamaNo ratings yet
- Shear Connection in Composite Bridge Beams - SteelconstructionDocument12 pagesShear Connection in Composite Bridge Beams - Steelconstructionpatricklim1982No ratings yet
- AASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFDocument28 pagesAASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFMehedi HasanNo ratings yet
- Shear StudsDocument3 pagesShear StudsrahuljoagNo ratings yet
- SRC343 Topic 3 Beams - Part 2 - Shear - Student Version PDFDocument11 pagesSRC343 Topic 3 Beams - Part 2 - Shear - Student Version PDF晓春王No ratings yet
- Ductile Detailing Considerations As Per Is 13920 2016 DERSDocument41 pagesDuctile Detailing Considerations As Per Is 13920 2016 DERSAbijithNo ratings yet
- TheoryDocument10 pagesTheoryPadamNo ratings yet
- Torsion1 PDFDocument47 pagesTorsion1 PDFalaaNo ratings yet
- Reinforced Concrete Design Module 7 Subject: CE 74A-Reinforced Concrete DesignDocument25 pagesReinforced Concrete Design Module 7 Subject: CE 74A-Reinforced Concrete DesignJemson VictorioNo ratings yet
- Composite Deck Technical Manual: 3WH-36 Hi FormDocument33 pagesComposite Deck Technical Manual: 3WH-36 Hi FormVinod Kumar ReddyNo ratings yet
- Design of Singly Reinforced BeamDocument7 pagesDesign of Singly Reinforced BeamfelipeNo ratings yet
- Pertemuan 2 PDFDocument21 pagesPertemuan 2 PDFClara Oktaviana SitinjakNo ratings yet
- Mat Chapter 31Document27 pagesMat Chapter 31hemant_durgawaleNo ratings yet
- Print 2Document4 pagesPrint 2COMEDY NEPALNo ratings yet
- Assignment 8Document5 pagesAssignment 8Mohammed Junaid ShaikhNo ratings yet
- ES 13 1920A Problem Set 2Document5 pagesES 13 1920A Problem Set 2Charmaine ColetaNo ratings yet
- 9347 2 1 PDFDocument6 pages9347 2 1 PDFEdu-IngenieroNo ratings yet
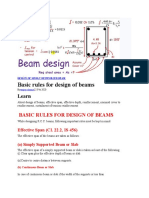
- Basic Rules For Design of BeamsDocument8 pagesBasic Rules For Design of BeamsJaswanth JNo ratings yet
- Shear StudsDocument4 pagesShear Studsaldeto71No ratings yet
- Design For ShearDocument8 pagesDesign For ShearAdil8686No ratings yet
- NR-310305-Design of Machine ElementsDocument9 pagesNR-310305-Design of Machine ElementsSrinivasa Rao GNo ratings yet
- Pedestal Is A Compreuion Member. Effective Lenlthofwhich Does Notexceed Time. Least Lateral DimensionDocument2 pagesPedestal Is A Compreuion Member. Effective Lenlthofwhich Does Notexceed Time. Least Lateral DimensionsaratNo ratings yet
- Binder1 66 PDFDocument1 pageBinder1 66 PDFAbdul RahmanNo ratings yet
- 02 LenturDocument26 pages02 LenturRinaldi PelawiNo ratings yet
- 3Document6 pages3k2org.seoNo ratings yet
- SADSt BeamsDocument27 pagesSADSt BeamsFrank JohnNo ratings yet
- Design of Machine Members I Jan 2023Document12 pagesDesign of Machine Members I Jan 2023chinniparamesh92No ratings yet
- 7.1 Longitudinal Reinforcement: S.No Description Status Remarks 7 Columns and Inclined MembersDocument4 pages7.1 Longitudinal Reinforcement: S.No Description Status Remarks 7 Columns and Inclined MembersJagadish kumar.kNo ratings yet
- 01-Shear in BeamsDocument62 pages01-Shear in BeamsIbrahim KhadraNo ratings yet
- Module 9-Ductile Frame BuildingsDocument20 pagesModule 9-Ductile Frame BuildingsThomas John Doblas AgrabioNo ratings yet
- 6 Restrained Beams HandoutDocument2 pages6 Restrained Beams HandoutEng TrNo ratings yet
- Effect of Shear Reinforcement On Punching Shear CaDocument11 pagesEffect of Shear Reinforcement On Punching Shear CaFelipeMatiasCardosoNo ratings yet
- CISC Steel Design Series: Beam Load Tables - Rectangular HSSDocument20 pagesCISC Steel Design Series: Beam Load Tables - Rectangular HSSTony ParkNo ratings yet
- 38CDocument3 pages38CDarshit D RajNo ratings yet
- F.A.L. Conducive Engineering Review Center: 2 Floor, Cartimar Building, C.M. Recto Avenue, Quiapo, ManilaDocument3 pagesF.A.L. Conducive Engineering Review Center: 2 Floor, Cartimar Building, C.M. Recto Avenue, Quiapo, ManilaJerome AdduruNo ratings yet
- 11a - Diseño Por Fuerza CortnteDocument6 pages11a - Diseño Por Fuerza CortnteKaren Esther Acuña VelasquezNo ratings yet
- Structures Module 3 Notes FullDocument273 pagesStructures Module 3 Notes Fulljohnmunjuga50No ratings yet
- Codal Provision For BeamDocument2 pagesCodal Provision For BeamNoor Mohd100% (1)
- Clause 7.4: Transverse Reinforcement Clause 7.5: Design Shear Force in ColumnsDocument45 pagesClause 7.4: Transverse Reinforcement Clause 7.5: Design Shear Force in ColumnsMujtaba AndrabiNo ratings yet
- Test Booklet: Steel StructuresDocument16 pagesTest Booklet: Steel StructuresICE Group of Education BhopalNo ratings yet
- Shear StudsDocument4 pagesShear StudsmaricusiaNo ratings yet
- Chapter 9Document24 pagesChapter 9alcaponeNo ratings yet
- Unit - 4: Design of BeamsDocument27 pagesUnit - 4: Design of BeamsfarhanyazdaniNo ratings yet
- 107 ConcreteDocument44 pages107 Concretenoadspls2029No ratings yet
- Flexure (Comm. I3.: Fig. C-I3.2. Calculation of Shrinkage Effects (From Chien and Ritchie (1984) )Document59 pagesFlexure (Comm. I3.: Fig. C-I3.2. Calculation of Shrinkage Effects (From Chien and Ritchie (1984) )Geovana Castillo XijunNo ratings yet
- Indian Stacdard: Methods of Sampling of Steel For Prestressed and Reinforced ConcreteDocument11 pagesIndian Stacdard: Methods of Sampling of Steel For Prestressed and Reinforced Concretemanivel.maruthamuthuNo ratings yet
- Fusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardDocument12 pagesFusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian Standardmanivel.maruthamuthuNo ratings yet
- Cembrit Installation Alu and Steel 2021 ExportDocument21 pagesCembrit Installation Alu and Steel 2021 Exportmanivel.maruthamuthuNo ratings yet
- WindDocument8 pagesWindmanivel.maruthamuthuNo ratings yet
- Wind 2Document1 pageWind 2manivel.maruthamuthuNo ratings yet
- Punch HolesDocument1 pagePunch Holesmanivel.maruthamuthuNo ratings yet