You might also like
- 62.120.002 - Preservation, Packing, Unpacking and Storage PRDocument6 pages62.120.002 - Preservation, Packing, Unpacking and Storage PRRizwan IqbalNo ratings yet
- SAT Plan & Procedure VMSDocument47 pagesSAT Plan & Procedure VMSMGHIRBI HAYKELNo ratings yet
- Cargo Stoppers - Why They Are Critical and How To Design Them - TheNavalArchDocument5 pagesCargo Stoppers - Why They Are Critical and How To Design Them - TheNavalArchJackNo ratings yet
- Iiw Guideline For The Assessment of Weld Root Fati - 5a5f91881723dd0f91b1662dDocument60 pagesIiw Guideline For The Assessment of Weld Root Fati - 5a5f91881723dd0f91b1662dThong NguyenNo ratings yet
- Corus, Design of SHS Welded JointsDocument48 pagesCorus, Design of SHS Welded Jointsprisciliano1No ratings yet
- Vit System PDFDocument6 pagesVit System PDFArun S100% (1)
- Marinediesels - Co.uk - Members Section Engine Operation The Sulzer RTA Fuel PumpDocument2 pagesMarinediesels - Co.uk - Members Section Engine Operation The Sulzer RTA Fuel PumpArun S100% (1)
- Sulzer DistributorDocument1 pageSulzer DistributorArun SNo ratings yet
- En 1291 + A1 +a2 - 2003Document6 pagesEn 1291 + A1 +a2 - 2003benderman1No ratings yet
- Mig Welder: Safe Use and Operation and Has Given PermissionDocument1 pageMig Welder: Safe Use and Operation and Has Given PermissionBorislav Vulić0% (1)
- Coke Crusher - Lubrication Pumps Run in TestDocument26 pagesCoke Crusher - Lubrication Pumps Run in TestsayedNo ratings yet
- Charging & Discharging of CapacitorDocument4 pagesCharging & Discharging of CapacitorHemanth GedelaNo ratings yet
- Record of Oil Flush - KPMOG PDFDocument1 pageRecord of Oil Flush - KPMOG PDFCokro YudhaNo ratings yet
- What Is CommissioningDocument1 pageWhat Is CommissioningjokishNo ratings yet
- Final Visual & Dimensional Inspection Report: GeneralDocument3 pagesFinal Visual & Dimensional Inspection Report: Generalsuria qaqcNo ratings yet
- Beaver Industrial ValveDocument6 pagesBeaver Industrial ValveSandi Aslan100% (1)
- Compressor Maintenance LogDocument1 pageCompressor Maintenance Logsohel rana100% (1)
- Factors Contributing To Foarming Crude OilDocument11 pagesFactors Contributing To Foarming Crude OilSang Duong Van100% (1)
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- Globe Valve General Installation Operation & Maintenance ManualDocument5 pagesGlobe Valve General Installation Operation & Maintenance ManualViba Fluid ControlNo ratings yet
- 608-P-002 Rev. 0 Existing Rotating EquipmentDocument21 pages608-P-002 Rev. 0 Existing Rotating Equipmentzachari.alamsyahNo ratings yet
- Full Water Test ProcedureDocument3 pagesFull Water Test Procedureasmira rosliNo ratings yet
- Area Handover FormDocument1 pageArea Handover FormsivagaaneshNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- 8 Material Inspection ReportDocument1 page8 Material Inspection Reportvinson bayNo ratings yet
- Leak Test Inspection ReportDocument2 pagesLeak Test Inspection ReportDaengkulle Firmansyah PuteraNo ratings yet
- Valve Hydro Test Status For AramcoDocument3 pagesValve Hydro Test Status For AramcousmanNo ratings yet
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDocument19 pagesASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNo ratings yet
- Shop ItpDocument4 pagesShop ItpRanu JanuarNo ratings yet
- Visual Check List For Control Valve: Rock Payvand Sanat ArvandDocument1 pageVisual Check List For Control Valve: Rock Payvand Sanat Arvandarmin heidariNo ratings yet
- Testing and Adjusting Adjusting Valve ClearanceDocument8 pagesTesting and Adjusting Adjusting Valve ClearanceJose Cruz Martinez MedinaNo ratings yet
- Itp For Painting - FDocument5 pagesItp For Painting - FMudabbir HussainNo ratings yet
- Packaging and Shipping SpecificationDocument30 pagesPackaging and Shipping SpecificationashokclineNo ratings yet
- Pneumatic TestDocument6 pagesPneumatic TestShrichand G. BathvNo ratings yet
- HYDROTEST OF UNDERGROUND PIPING - Rev.2Document11 pagesHYDROTEST OF UNDERGROUND PIPING - Rev.2Florante NoblezNo ratings yet
- Babupvdme: Mechanical TechnicianDocument4 pagesBabupvdme: Mechanical Technicianjohn MNo ratings yet
- LBC-125 SpecificationDocument1 pageLBC-125 Specificationastiadi engineeringNo ratings yet
- Test Report Portable Power SP (PW 768 2S)Document16 pagesTest Report Portable Power SP (PW 768 2S)Pankaj PatilNo ratings yet
- Apcs-113a Method StatmentDocument7 pagesApcs-113a Method StatmentNoman AhmedNo ratings yet
- 1 Quality Manual - Cover PageDocument1 page1 Quality Manual - Cover PageSekar KrishNo ratings yet
- Prosedur Penetran TestingDocument11 pagesProsedur Penetran TestingIkhsan DalimuntheNo ratings yet
- Construction, Installation, Inspection & Maintenance of High Pressure Boilers PDFDocument66 pagesConstruction, Installation, Inspection & Maintenance of High Pressure Boilers PDFObe MendozaNo ratings yet
- MF-84 Inspection Report For Boiler Plant PDFDocument151 pagesMF-84 Inspection Report For Boiler Plant PDFThanh Nghị BùiNo ratings yet
- A.9.02 - CPCL Itp For Utility Boiler PackageDocument3 pagesA.9.02 - CPCL Itp For Utility Boiler PackageGanesh EshwarNo ratings yet
- QC Surveillance Report (SR) Circulation Sheet: Cancelled Activity On 017-PRK-31002Document3 pagesQC Surveillance Report (SR) Circulation Sheet: Cancelled Activity On 017-PRK-31002ulfaNo ratings yet
- Orbinox VG08 Knife Gate ValveDocument8 pagesOrbinox VG08 Knife Gate ValveYorkistNo ratings yet
- Restaurant in UAE (Page 3)Document4 pagesRestaurant in UAE (Page 3)jeevafoodstufftradingNo ratings yet
- F-05 Corrective Action FormDocument1 pageF-05 Corrective Action Formsuhara hussainNo ratings yet
- COA and MSDS DM WaterDocument4 pagesCOA and MSDS DM WaterPRadeep Jain100% (1)
- Overage, Shortage and Damage Voucher (OSDV)Document1 pageOverage, Shortage and Damage Voucher (OSDV)Yuzuan OthmanNo ratings yet
- Inspection Release CertificateDocument2 pagesInspection Release CertificatevinothNo ratings yet
- Commissioning Procedure Vagen Screw Conveyor With Check ListDocument3 pagesCommissioning Procedure Vagen Screw Conveyor With Check Listrahmankhan823100% (1)
- Food Receiving Checklist: Month - YearDocument1 pageFood Receiving Checklist: Month - YearRobinNo ratings yet
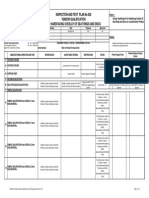
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocument3 pagesInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanNo ratings yet
- Reciprocating Compressor TestingDocument24 pagesReciprocating Compressor TestingSh.nasirpurNo ratings yet
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 pagesPackage 2s E0001 - Jupiter DCR 30-10-2021senthilNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- CESCO Technical ProposalDocument2 pagesCESCO Technical ProposalthmaraishriNo ratings yet
- Boiler 3.1Document112 pagesBoiler 3.1Aldy Bagus PratamaNo ratings yet
- Pressure Vessel CertificationDocument3 pagesPressure Vessel CertificationYetkin ErdoğanNo ratings yet
- O - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingDocument10 pagesO - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingMDhana SekarNo ratings yet
- Internal Cleaness ProcedureDocument26 pagesInternal Cleaness Procedureqamar qateebNo ratings yet
- 13427-01weekly QAQC ReportDocument1 page13427-01weekly QAQC ReportShyam SinghNo ratings yet
- Resume Suda Mara IDocument5 pagesResume Suda Mara IMd AkhtarNo ratings yet
- SP 2154Document26 pagesSP 2154Anoop gokhaleNo ratings yet
- Ur s14 Rev6 Sept 2016 CLNDocument15 pagesUr s14 Rev6 Sept 2016 CLNKarla JTNo ratings yet
- Testing Procedures of Watertight Compartments - Ur-S14-Rev7-Dec-2022-UlDocument17 pagesTesting Procedures of Watertight Compartments - Ur-S14-Rev7-Dec-2022-Ulheinz billNo ratings yet
- UR S14 Rev5 pdf2518Document12 pagesUR S14 Rev5 pdf2518shining syuNo ratings yet
- X Head LubricationDocument3 pagesX Head LubricationArun SNo ratings yet
- Crew Change Protocol ChecklistDocument2 pagesCrew Change Protocol ChecklistArun SNo ratings yet
- Safety Surveyor Wise QuestionsDocument16 pagesSafety Surveyor Wise QuestionsArun SNo ratings yet
- Prediction and Measurement of Propeller Singing: C e C Ec e EeDocument1 pagePrediction and Measurement of Propeller Singing: C e C Ec e EeArun SNo ratings yet
- Ek OralsDocument169 pagesEk OralsRahul KolazhiNo ratings yet
- Shipboard High VoltageDocument62 pagesShipboard High VoltageArun SNo ratings yet
- Ekg 8Document2 pagesEkg 8Arun SNo ratings yet
- Trouble Shooting GuideDocument26 pagesTrouble Shooting GuideArun S100% (1)
- Visco ThermDocument4 pagesVisco ThermArun SNo ratings yet
- Operational Theory Force On Crosshead GuidesDocument2 pagesOperational Theory Force On Crosshead GuidesArun SNo ratings yet
- Members Section Timing Chains Tensioning A Timing ChainDocument1 pageMembers Section Timing Chains Tensioning A Timing ChainArun SNo ratings yet
- Class 1 UK PDFDocument7 pagesClass 1 UK PDFArun SNo ratings yet
- TURNOMATDocument2 pagesTURNOMATArun SNo ratings yet
- Sulzer Vs ManbwDocument3 pagesSulzer Vs ManbwArun SNo ratings yet
- Members Section Fuel Oil Fuel Oil TestingDocument3 pagesMembers Section Fuel Oil Fuel Oil TestingArun SNo ratings yet
- Members Section Fuel Oil Fuel Oil TestingDocument3 pagesMembers Section Fuel Oil Fuel Oil TestingArun SNo ratings yet
- TC BRGDocument6 pagesTC BRGArun SNo ratings yet
- Marinediesels - Co.uk - Members Section Starting and Reversing Sulzer RTA Local Control StationDocument4 pagesMarinediesels - Co.uk - Members Section Starting and Reversing Sulzer RTA Local Control StationArun SNo ratings yet
- TC BRG and LubDocument3 pagesTC BRG and LubArun SNo ratings yet
- Slow SteamingDocument3 pagesSlow SteamingArun SNo ratings yet
- Members Section Turbocharging Turbocharger SurgingDocument3 pagesMembers Section Turbocharging Turbocharger SurgingArun SNo ratings yet
- Marinediesels - Co.uk - Members Section Starting and Reversing Sulzer ZA40 Air Start SystemDocument2 pagesMarinediesels - Co.uk - Members Section Starting and Reversing Sulzer ZA40 Air Start SystemArun SNo ratings yet
- SpecificationDocument3 pagesSpecificationArun SNo ratings yet
- Slipped CrankshaftDocument3 pagesSlipped CrankshaftArun SNo ratings yet
- Electrical Terms in WeldingDocument11 pagesElectrical Terms in WeldingRaviNo ratings yet
- NMDTM PhosphoricAcidDocument10 pagesNMDTM PhosphoricAcidacas35No ratings yet
- Catia Weld Design - 01Document5 pagesCatia Weld Design - 01AdyDanyNo ratings yet
- Aristo Mig 4004i Pulse: Light Weight, Multi-Process Inverter Power SourceDocument4 pagesAristo Mig 4004i Pulse: Light Weight, Multi-Process Inverter Power SourcemartinNo ratings yet
- Astm A743 PDFDocument6 pagesAstm A743 PDFzafarbadal100% (2)
- Electrogas Welding Process PDFDocument8 pagesElectrogas Welding Process PDFsaravananNo ratings yet
- Thredolet Sockolet WeldoletDocument20 pagesThredolet Sockolet WeldoletAlejandro NolteNo ratings yet
- Highlight WeldCanada CSA AWS Guides Preheat PWHTDocument5 pagesHighlight WeldCanada CSA AWS Guides Preheat PWHTAnonymous rYZyQQot55No ratings yet
- MEDARDocument4 pagesMEDARluisNo ratings yet
- L61-780 AdvantagesDocument5 pagesL61-780 AdvantagesSathish KumarNo ratings yet
- ASTM A403-A403M-07aDocument8 pagesASTM A403-A403M-07aNadhiraNo ratings yet
- Process Industry Practices Structural: PIP STE05530 Grating Design GuideDocument10 pagesProcess Industry Practices Structural: PIP STE05530 Grating Design GuideLumy NastaseNo ratings yet
- BrazingDocument115 pagesBrazingcheveresan123No ratings yet
- Rir Csfyyr Eè E, Oa MPP Ru RK Osq Lajpuk Blikr Fof'Kf"V: HKKJRH EkudDocument13 pagesRir Csfyyr Eè E, Oa MPP Ru RK Osq Lajpuk Blikr Fof'Kf"V: HKKJRH EkudAnuradhaPatraNo ratings yet
- Plastruct BrochureDocument156 pagesPlastruct BrochuresaverrNo ratings yet
- Shell InspectionDocument23 pagesShell Inspectionemad sabri100% (1)
- UTP Raiilways BrochureDocument8 pagesUTP Raiilways Brochurekamals55No ratings yet
- Astm 252Document7 pagesAstm 252edwinbadajosNo ratings yet
- Jointing of Cables: Unit IvDocument17 pagesJointing of Cables: Unit IvmalaNo ratings yet
- Subject AreaDocument30 pagesSubject Areauri.cruz.zamoraNo ratings yet
- DLP-6 Striking-An-ArcDocument10 pagesDLP-6 Striking-An-ArcChinelle Joseph Sollano TinoyNo ratings yet
- Lecture 21 - Electron Beam MachiningDocument26 pagesLecture 21 - Electron Beam MachiningGaurav GodseNo ratings yet
- BE19F02F012-Industrial Interaction ReportDocument38 pagesBE19F02F012-Industrial Interaction ReportSubodh DanaoNo ratings yet
- Astm A312-A312m-05Document11 pagesAstm A312-A312m-05NadhiraNo ratings yet
- TDCDocument6 pagesTDCalex hutaurukNo ratings yet