You might also like
- SAP Variant Configuration: Your Successful Guide to ModelingFrom EverandSAP Variant Configuration: Your Successful Guide to ModelingRating: 5 out of 5 stars5/5 (2)
- Design For Manufacture and Assembly: Why Use DFMA?Document12 pagesDesign For Manufacture and Assembly: Why Use DFMA?pradheepkNo ratings yet
- Unit 2Document71 pagesUnit 2Aditya GuptaNo ratings yet
- DMM 1Document4 pagesDMM 1sabeetshaik2No ratings yet
- CIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonDocument4 pagesCIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonL RaculxkNo ratings yet
- Fri - 130 - Design For Assembly (Dfa)Document17 pagesFri - 130 - Design For Assembly (Dfa)SALSABILA KATYA PUTRINo ratings yet
- General Equipment For Welding Shops: Chapter ObjectivesDocument8 pagesGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioNo ratings yet
- Dfmae Unit 1Document28 pagesDfmae Unit 1Hariprasad100% (1)
- Design For Assembly: DFXPLCMDocument37 pagesDesign For Assembly: DFXPLCMgiriaj kokareNo ratings yet
- Baldon, Antonio (Bsme-3b) Elective Tool Design ProjectDocument6 pagesBaldon, Antonio (Bsme-3b) Elective Tool Design ProjectAlexsander JacobNo ratings yet
- Design For: Who Casts The Biggest Shadow ?Document6 pagesDesign For: Who Casts The Biggest Shadow ?ROHIT VERMANo ratings yet
- EagleBurgmann - CTXPBE - E2 - Cartex Cartridge Seals - 19.09.2016Document8 pagesEagleBurgmann - CTXPBE - E2 - Cartex Cartridge Seals - 19.09.2016vicNo ratings yet
- Module 4Document6 pagesModule 4Krishnendu KuttappanNo ratings yet
- BÖLHOFF-EJOT Self Tapping Fasteners-EnDocument40 pagesBÖLHOFF-EJOT Self Tapping Fasteners-EnVasfiddin EnginNo ratings yet
- Design For Manufacturing and Assembly: Prepared By-Prashant TripathiDocument44 pagesDesign For Manufacturing and Assembly: Prepared By-Prashant Tripathichrmerz100% (1)
- 11) Design For Manufacturing-PDDDocument34 pages11) Design For Manufacturing-PDDinbhachNo ratings yet
- KKTI Coimbatore DFMA IntroductionDocument95 pagesKKTI Coimbatore DFMA IntroductionThiru MoorthyNo ratings yet
- DFMADocument34 pagesDFMAGaming ZoneNo ratings yet
- Common Voss Assembly Station With Poka-YokeDocument7 pagesCommon Voss Assembly Station With Poka-YokeAnuj Kumar ShrivastavaNo ratings yet
- Couplers PaperDocument6 pagesCouplers PaperPiyush BhardwajNo ratings yet
- Timber Bridge Fabrication and ConstructionDocument28 pagesTimber Bridge Fabrication and ConstructionJuan Carlos Huisa ChuraNo ratings yet
- Axial AngularDocument9 pagesAxial AngularAlejandroInostrozaNo ratings yet
- Final PDD Ut 5Document38 pagesFinal PDD Ut 5Anand KesarkarNo ratings yet
- 0085-Design For AssemblyDocument41 pages0085-Design For AssemblyAmolPagdalNo ratings yet
- Control Panel Building Brochure en 201605 Y42I-E-01 tcm871-83961Document14 pagesControl Panel Building Brochure en 201605 Y42I-E-01 tcm871-83961Eduardo AlvaradoNo ratings yet
- Pipe Fittings and Port Adapters 6Document1 pagePipe Fittings and Port Adapters 6armin_kunosic9871No ratings yet
- Design for Manufacture (DFM) IntroductionDocument51 pagesDesign for Manufacture (DFM) IntroductionOrville SutariNo ratings yet
- DFM DFA Appendices GuideDocument7 pagesDFM DFA Appendices GuidePauloNo ratings yet
- DFM LectureDocument46 pagesDFM LectureMuhammad Khairul BasarNo ratings yet
- Computational Fluid Dynamics: Accurate Performance PredictionDocument3 pagesComputational Fluid Dynamics: Accurate Performance PredictionPhilippe LAVOISIERNo ratings yet
- Design For Manufacturing and AssemblyDocument168 pagesDesign For Manufacturing and Assemblygnanasekar100% (2)
- 237115Document4 pages237115edimazorNo ratings yet
- KT Uk PDFDocument8 pagesKT Uk PDFezzularabNo ratings yet
- FAST47 9 Engineering SupportDocument6 pagesFAST47 9 Engineering SupportJAYACHANDRANNo ratings yet
- 2009v01 Steel Economy PDFDocument2 pages2009v01 Steel Economy PDFDia MujahedNo ratings yet
- Connections Art, Science, and Information in The Quest For Economy and SafetyDocument13 pagesConnections Art, Science, and Information in The Quest For Economy and SafetyDoctoreNo ratings yet
- Worm Gears: Question #1Document3 pagesWorm Gears: Question #1VigneshNo ratings yet
- CC 5291 M.E Cad Anna UniversityDocument95 pagesCC 5291 M.E Cad Anna UniversityJsvijay KumarNo ratings yet
- Bul 4835 e Z Form HoseDocument8 pagesBul 4835 e Z Form HoseyensebastianNo ratings yet
- Substation Structures: An engineering insight into low-profile cost savingsDocument111 pagesSubstation Structures: An engineering insight into low-profile cost savingsdavidfc26No ratings yet
- Welding: 7.1.1 Principles For EconomyDocument5 pagesWelding: 7.1.1 Principles For Economystalin_83No ratings yet
- Steelflex: Redefining Total Coupling ValueDocument46 pagesSteelflex: Redefining Total Coupling ValuestephenlongislandNo ratings yet
- DFM Case Studies FinalDocument46 pagesDFM Case Studies FinalDr-Dasharath MabrukarNo ratings yet
- Design of Machining Fixture For TurbineDocument14 pagesDesign of Machining Fixture For Turbinejacob ellyNo ratings yet
- Flexible Disc VS Bellow CouplingDocument2 pagesFlexible Disc VS Bellow CouplingDhinesh Kumar R (Baju)No ratings yet
- Steelflex: Redefining Total Coupling ValueDocument47 pagesSteelflex: Redefining Total Coupling ValueJOSE INESNo ratings yet
- Tool & Manufacturing Engineering HandbookDocument99 pagesTool & Manufacturing Engineering Handbookmostafa zahediNo ratings yet
- Optimising The Design of Wire Harness: November 2012Document5 pagesOptimising The Design of Wire Harness: November 2012arun.nagarkarNo ratings yet
- Aircraft Assembly 2021Document8 pagesAircraft Assembly 2021SNL tvNo ratings yet
- Design For Manufacturing & AssemblyDocument32 pagesDesign For Manufacturing & AssemblyTarun Gupta100% (1)
- L11R - 05 - DCB 56 Gusset and BasePlatesDocument32 pagesL11R - 05 - DCB 56 Gusset and BasePlatestimur sibaev100% (1)
- Understanding the trade-offs between belted drive systemsDocument4 pagesUnderstanding the trade-offs between belted drive systemsLucas SilvaNo ratings yet
- Lecture on DFM techniquesDocument19 pagesLecture on DFM techniquesNaga SundaramNo ratings yet
- Device Independent Specification of A PAC SystemDocument10 pagesDevice Independent Specification of A PAC SystemCusco PardoNo ratings yet
- DFMA - Presentation - R3Document58 pagesDFMA - Presentation - R3Er Noor BashaNo ratings yet
- SOP: COUPLING INSPECTIONDocument11 pagesSOP: COUPLING INSPECTIONPravin Kangne100% (1)
- © 1998 DRM Associates All Rights Reserved. May Be Printed For Reading, Reference & Distribution With Attribution. Other Use ProhibitedDocument4 pages© 1998 DRM Associates All Rights Reserved. May Be Printed For Reading, Reference & Distribution With Attribution. Other Use ProhibitedGM59476No ratings yet
- A Methodology To Evalute Design Efficiency Based On Assembly Criteria in Support of Design For ModularityDocument7 pagesA Methodology To Evalute Design Efficiency Based On Assembly Criteria in Support of Design For ModularitySathyaAsokanNo ratings yet
- NV75N5641RS Eu DG68-01057C-03 En-DeDocument104 pagesNV75N5641RS Eu DG68-01057C-03 En-DeGarry TaylorNo ratings yet
- Product Design SpecificationDocument4 pagesProduct Design SpecificationGarry TaylorNo ratings yet
- Project MilestonesDocument4 pagesProject MilestonesGarry TaylorNo ratings yet
- Product Design Mold DesignDocument19 pagesProduct Design Mold Designajithp_kvr100% (1)
- Project Review Zero Technical Review Essential QuestionsDocument9 pagesProject Review Zero Technical Review Essential QuestionsGarry TaylorNo ratings yet
- Project PlansDocument1 pageProject PlansGarry TaylorNo ratings yet
- Project File HeadingsDocument2 pagesProject File HeadingsGarry TaylorNo ratings yet
- TippingDocument1 pageTippingGarry TaylorNo ratings yet
- Uk Spec CengDocument32 pagesUk Spec CengAkinbode Sunday OluwagbengaNo ratings yet
- White Paper Guidelines For The Application of Plastic Hinges by Nigel Pritchett, M.D., Elesa UK LTDDocument3 pagesWhite Paper Guidelines For The Application of Plastic Hinges by Nigel Pritchett, M.D., Elesa UK LTDGarry TaylorNo ratings yet
- METRIC THREAD - Drill & Tap Chart (ISO) For Course Thread and Fine Thread SizesDocument4 pagesMETRIC THREAD - Drill & Tap Chart (ISO) For Course Thread and Fine Thread SizesGarry TaylorNo ratings yet
- Principles of DimensioningDocument7 pagesPrinciples of Dimensioningaseem_singla_1No ratings yet
- Root Cause AnalysisDocument7 pagesRoot Cause Analysisvivek_khoslaNo ratings yet
- Peristaltic Pumps - A Lot More Than Just Heavy DutyDocument4 pagesPeristaltic Pumps - A Lot More Than Just Heavy DutyGarry TaylorNo ratings yet
- Curved Panel Slot CalculatorDocument1 pageCurved Panel Slot CalculatorGarry TaylorNo ratings yet
- The Designers Guide To Precision Shaft CouplingsDocument27 pagesThe Designers Guide To Precision Shaft CouplingsGarry TaylorNo ratings yet
- Torque Conversion Chart English to Metric PrintableDocument2 pagesTorque Conversion Chart English to Metric PrintableGarry TaylorNo ratings yet
- Solidworks K-Factors Sheet for Bending CalculationsDocument9 pagesSolidworks K-Factors Sheet for Bending CalculationsashkansoheylNo ratings yet
- Sheet Metal Design-Handbook-Rev3 PDFDocument12 pagesSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- Weight CalculatorDocument1 pageWeight CalculatorGarry TaylorNo ratings yet
- Bend Allowance Formulas and Neutral Surface ConceptDocument1 pageBend Allowance Formulas and Neutral Surface ConceptGarry TaylorNo ratings yet
- Design For Mouldability PDFDocument16 pagesDesign For Mouldability PDFMihhail KoltsovNo ratings yet
- How To PaintDocument196 pagesHow To PaintCristian Zhino Olivares A100% (19)
- E-4 Identification of Polymeric MaterialsDocument5 pagesE-4 Identification of Polymeric MaterialsGarry TaylorNo ratings yet
- 1E2722 V04 - ProE DrawingsDocument2 pages1E2722 V04 - ProE DrawingsGarry TaylorNo ratings yet
- S T A N D A R D: SpecificationDocument16 pagesS T A N D A R D: SpecificationGarry TaylorNo ratings yet
- Perspex ManualDocument40 pagesPerspex ManualGarry TaylorNo ratings yet
- Perkins Technical Data Document 520 outlines component marking requirementsDocument10 pagesPerkins Technical Data Document 520 outlines component marking requirementsGarry TaylorNo ratings yet
- @perkins: TD 500 Technical Data Document General Machining StandardsDocument6 pages@perkins: TD 500 Technical Data Document General Machining StandardsGarry TaylorNo ratings yet
- Loading Arms and Their Control Panels BrochureDocument5 pagesLoading Arms and Their Control Panels Brochureminah22No ratings yet
- Chapter 4 Duality and Post Optimal AnalysisDocument37 pagesChapter 4 Duality and Post Optimal AnalysisMir Md Mofachel HossainNo ratings yet
- AI Story WritermnfyaDocument2 pagesAI Story Writermnfyafrenchrugby98No ratings yet
- Cambridge IGCSE: PHYSICS 0625/62Document12 pagesCambridge IGCSE: PHYSICS 0625/62yuNo ratings yet
- Inglés C2 Corrector Septiembre 2021Document11 pagesInglés C2 Corrector Septiembre 2021CRISTINA MARTINEZ SANCHEZNo ratings yet
- Optical Burst Switching (OBS)Document27 pagesOptical Burst Switching (OBS)adityaNo ratings yet
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- Zida Requirements of Renewal FormDocument1 pageZida Requirements of Renewal FormTafadzwa Matthew Gwekwerere P.B.CNo ratings yet
- Solution Manual For Macroeconomics 7th Edition Olivier BlanchardDocument38 pagesSolution Manual For Macroeconomics 7th Edition Olivier Blanchardilvaitekabassou7k10tNo ratings yet
- SpirentAutomotiveLV124 LV148VDocument38 pagesSpirentAutomotiveLV124 LV148VNiculcea Cristin100% (3)
- Saving Your Work in MATLAB: Saving Data and The Contents of The Command WindowDocument2 pagesSaving Your Work in MATLAB: Saving Data and The Contents of The Command WindowMakhdoom Ibad HashmiNo ratings yet
- BABOK V3 10. Glossary PDFDocument16 pagesBABOK V3 10. Glossary PDFAakash ChhibberNo ratings yet
- Es Q1 WK 3 Module Sep 12 16 2022Document42 pagesEs Q1 WK 3 Module Sep 12 16 2022Vinz AlilingNo ratings yet
- Objective: Ofdm ModulationDocument10 pagesObjective: Ofdm ModulationxxNo ratings yet
- 4) Transport and InsuranceDocument10 pages4) Transport and InsuranceBianca AlecuNo ratings yet
- Yaskawa Ac Servo Drives & Controllers PDFDocument40 pagesYaskawa Ac Servo Drives & Controllers PDFNur CholisNo ratings yet
- Coal PDFDocument36 pagesCoal PDFurjanagarNo ratings yet
- 2019Document164 pages2019Nguyễn Sơn CaNo ratings yet
- Databases 2 Exercise Sheet 4Document2 pagesDatabases 2 Exercise Sheet 4Shivam ShuklaNo ratings yet
- Welding Cost Optimization with GMAWDocument6 pagesWelding Cost Optimization with GMAWratneshkumar2004No ratings yet
- Optex Vibro DatasheetDocument2 pagesOptex Vibro DatasheetGabriel ChiriacNo ratings yet
- Comparisonbetweenvrv Vrfbrandssuppliersuaemarket May2016 Bygetco 160430182626Document128 pagesComparisonbetweenvrv Vrfbrandssuppliersuaemarket May2016 Bygetco 160430182626phuongnhsfc100% (1)
- Chapter - 1 NetworksDocument61 pagesChapter - 1 NetworksSummiya JangdaNo ratings yet
- HyungJae Yang Sound Water EnvironmentDocument25 pagesHyungJae Yang Sound Water EnvironmentPepeNo ratings yet
- IPUMS CPS Exercise 2 For RDocument7 pagesIPUMS CPS Exercise 2 For RKateO838No ratings yet
- Sub Engineer Test Model PaperDocument8 pagesSub Engineer Test Model PaperZeeshan AhmadNo ratings yet
- Kick Control: BY: Naga Ramesh D. Assistant Professor Petroleum Engineering Dept. KlefDocument13 pagesKick Control: BY: Naga Ramesh D. Assistant Professor Petroleum Engineering Dept. Klefavula43No ratings yet
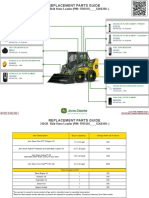
- 312GR Skid Steer Loader PIN 1T0312G G366358 Replacement Parts GuideDocument3 pages312GR Skid Steer Loader PIN 1T0312G G366358 Replacement Parts GuideNelson Andrade VelasquezNo ratings yet
- Draytek 2 Cisco VPNDocument8 pagesDraytek 2 Cisco VPNMarco ManzanoNo ratings yet
- How To Combine Cells Into A Cell With Comma, Space and Vice VersaDocument8 pagesHow To Combine Cells Into A Cell With Comma, Space and Vice VersaClifford Marco ArimadoNo ratings yet