Professional Documents
Culture Documents
Crankless Steam
Uploaded by
hamzahumo45Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Crankless Steam
Uploaded by
hamzahumo45Copyright:
Available Formats
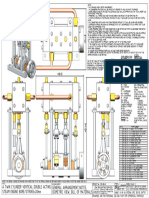
GEERAL NOTES:
0. ALL DRAWINGS ARE IN METRIC MEASUREMENTS
1. ALL ENGINEERING PRACTICES SHALL BE APPLIED WITH REGARDS TO HOLE AND SHAFT
TOLERANCES.
2. WHERE SCREWS OR BOLTS ARE USED THE CLEARANCE HOLES SHALL BE APPROXIMATELY 5%
TO 8% LARGER THAN THE MATCHING TAPPED HOLE.
3. PREFERABLY ALL TAPPED HOLES AND MATCHING SCREWS AND/OR BOLTS TO BE METRIC
FINE (MF)
4. MATERIALS SPECIFIED ON THE DRAWINGS ARE INDICATIVE ONLY. THE BUILDER CAN MAKE
HIS/HER OWN MATERIAL CHOICE.
5. ALL CONNECTIONS/JOINTS WHICH HAVE STEAM PRESSURE APPLIED TO IT SHALL BE
SILVER/HARD SOLDERED.
6. COMPRESSION SPRINGS ARE DRAWN IN COMPRESSED STATE (CP), UNCOMPRESSED STATE IS
APPROX 40% TO 60% LONGER THEN COMPRESSED STATE.
136.5 5.4
7. WHERE PREFERRED SCREW OR RIVETED CONNECTIONS CAN BE OMITTED AND PARTS CAN BE
BONDED TOGETHER BY USING EITHER HIGH STRENGTH GLUE, EPOXY RESIN, OR SOLDER.
8. PARTS WHICH ARE DIRECTLY EXPOSED TO STEAM AND/OR WATER SHOULD BE CONSTRUCTED
USING NON-FERROUS OR NON CORROSIVE MATERIAL SUCH AS BRASS, BRONZE, GUNMETAL,
STAINLESS STEEL, COPPER OR MONEL.
9. THE ORDER IN WHICH THE PARTS/COMPONENTS ARE MANUFACTURED AND THE MODEL IS
ASSEMBLED IS ENTIRELY LEFT TO THE BUILDER/MODEL MAKER.
10. A COLOUR SCHEME FOR THIS PROJECT IS ENTIRELY LEFT UP TO THE MODEL MAKER.
11. THE MANNER IN WHICH THE PARTS/COMPONENTS ARE MANUFACTURED IS ENTIRELY LEFT UP
TO THE BUILDER.
12. USE LOCTITE, ON SCREW OR PRESS FIT CONNECTIONS OR SURFACES, WERE DEEMED
NECESSARY TO PREVENT PARTS FROM LOOSENING.
13. WASHERS AND/OR SPRINGWASHERS SHALL BE USED WHERE DEEMED NECESSARY.
XX. ERRORS AND/OR OMISSIONS MAY OCCUR IN THE DRAWINGS, DO NOT HESITATE TO CONTACT
ME SO THAT THE ERRORS/OMISSIONS CAN BE RECTIFIED.
STEAM/AIR OUT STEAM/AIR IN
OTHER ABBREVIATIONS
AS = AS SHOWN
DP = DEEP
DAA= DRILL AFTER
ASSEMBLY
D&TAA= DRILL AND TAP
AFTER ASSEMBLY
CF = CLOSE FIT (SIZE FOR
SIZE)
PF = PRESS FIT
DUE TO THE LACK OF INFORMATION ON THE ORIGINAL
177.3 7
PFAA= PRESS FIT AFTER
ASSEMBLY
PCD = PITCH CIRCLE
DRAWING(S), SUCH AS VIEWS, DIMENSIONS, SECTIONS ETC
DIAMETER AND/OR CLARITY OF COMPONENTS, OMITTED
RM = REAM
HEX = HEXACON, 6SIDED PARTS/COMPONENTS, SOME OF THE COMPONENTS MIGHT NOT
CP = COMPRESSED
KNL = KNURLED
BE AS CONSTRUCTED ORIGINALLY OR AS THE ORIGINAL
CSK = COUNTERSINK DESIGNER INTENDED.
PL = PLACES
DWL= DOWEL
SPF= SPOTFACE
(T)HESOP=(TAPPED)HOLES
EQUALLY SPACED ON PCD
(T)HESOC=(TAPPED)HOLES
EQUALLY SPACED ON
CIRCUMFERENCE QTY. PART NUMBER
OD = OUTSIDE DIAMETER 1 09D-26-00-1-01-BASE FRAME
ID = INSIDE DIAMETER 1 09D-26-00-1-02-IN-OUTLET+DISTRIBUTION RING
MAX/MIN = CRITICAL 2 09D-26-00-1-03-BEARING RETAINER
DIMENSION 8 09D-26-00-2-01-BALL BEARING
SA-xxx = SUB ASSEMBLY- 1 09D-26-00-2-02-CRANKWHEEL
200 7.9 xxx 1 09D-26-00-2-03-CYLINDER
1 09D-26-00-2-04-PISTON+ROD
1 09D-26-00-M3 DOME NUT
8 09D-26-00-M3x12 A-K CYL HEAD SCREW
ADDITIONAL NOTES ABOUT THESE DRAWINGS: 6 09D-26-00-M4 DOME NUT
1) NO MATERIALS HAVE BEEN SPECIFIED ON THESE DRAWINGS. THE BUILDER TO CHOOSE ITS OWN 8 09D-26-00-M4x12 A-K CYL HEAD SCREW
PREFERRED MATERIAL FOR THE PARTS/COMPONENTS. THE FOLLOWING COLOURS ON THE 6 09D-26-00-M4x16 A-K CYL HEAD SCREW
DRAWINGS INDICATES POSSIBLE MATERIALS WHICH CAN BE USED FOR PARTS: YELLOW=BRASS, 2 09D-26-00-M4x16-ROUND HEAD WOOD SCREW
LIGHT GREY=ALUMINIUM OR MILD STEEL, REDDISH BROWN=COPPER, DARK BROWN=BRONZE OR GUN 4 09D-26-00-M5 DOME NUT
METAL, WHITISH=SILVER STEEL OR STAINLESS STEEL. 4 09D-26-00-M5x18 A-K CYL HEAD SCREW
2) REVERSING THE 'STEAM/AIR IN' AND 'STEAM/AIR OUT' REVERSERS THE ROTATION DIRECTION 2 09D-26-00-M5x20 A-K C-SINK SCREW
1 09D-26-00-M6 DOME NUT
1 09D-26-00-M8 DOME NUT
2 09D-26-00-M8 NUT
NOTES: FOUND THE ORIGINAL DRAWINGS ON THE INTERNET. THE ORIGINAL DRAWINGS AND DESIGN AND BUILT WERE BY KEN IRWIN OF SOUTH AFRICA. THE ENGINE SHOWN ON THESE DRAWING IS 1.25 LARGER THAN THE ORIGINAL. TO CONTACT KEN GO TO HMEM WEBSITE AND SEND A PERSONAL
MESSAGE TO "Ken I"
TITLE DRAWING CONTENTS PROJECT No 09D-26-00 PROJECTION
MODEL SCALE: 1:1
JDWDS
AN EXPERIMENTAL NOVELTY CRANKLESS GENERAL ARRANGEMENT, NOTES, JDW DRAUGHTING SERVICES
J.A.M. DE WAAL. 12 BRIGHTWELL STREET PAPAKURA
DATE
AUGUST 2022
DWG SCALE: 1:1 @A3 OR AS SHOWN
J.A.M. DE WAAL PAPAKURA NZ
Copyright ©
STEAM/AIR ENGINE. BILL OF MATERIALS, ISOMETRIC VIEW SHEET: 01 OF 03 A3 No: 09D-26-00-SHT-01
2110. NEW ZEALAND. PHONE: OO64 09 2988815. MOB:
0211791000 E-MAIL: dewaal@xtra.co.nz.
DRAWINGS ARE FOR PERSONAL USE ONLY NOT FOR COMMERCIAL PURPOSES
34PCD 4 22 20 22
R22 1-01.2
5 5 2
20
12
11
1-01.6
8
5
8
98
25 25
M5
R5
M5
M5
11.5 11.5 2REQD
12
4-3PL 6 5 6 1-01.5 12
60° 1-01.4
60° 5 5 2REQD 5 1-01.7
R5 1-01.8 45°
1-01.1 45° 45°
12
5
7.8
5
2 8
8-14PL
18
0.5mm THICK
42
M5-2PL
5 13 5 2REQD
10
7
8 8 2REQD STEEL OR
FIBER WASHER 5.5 6.5 6.5 5.5 18.8
25
25
24 2REQD
2.5
11
R1
2 8 1-03
60.5
20
20
8
26
20PCD
20PCD
7.5 7.5 CSK DRILL THIS HOLE
5 1mm OFF CENTRE 2-01
24 61 61
FOR ADJUSTMENT IF
22
5 5 24 8
FOR ALL OTHER DIMENSION DETAILS REFER TO 1-01.1 2.5mm THICK 2REQD REQUIRED
5 5
10
8.5
R15.5
R15.5 2-03.3
29.5 9.5 15.5 6.5 6.5 15.5 9.5 29.5
1-01
1-01.9 (122) 1-03
200 2.5mm THICK 2REQD 30° 30°
24LPF
R22 8
13
17 BEARING WORKS INC
1-01 BEARING CODE:628
R5 R5
60° 3 4 PLUG M4 6-8PL
60°
4
34PCD
3.5
REFER TO 2-03.2 FOR
ALL DIMENSION DETAILS
19RM
9
4 4
1mm PILOT HOLES 4-3PL
104
130
9
1-01.3 SA-1-105 4
3.5
4
R5 SECTION D-D
8mm THICK 2REQD 3.5 2-03.4 3.5 9 9 3.5
4 OPPOSITE FACE EQUAL
SOLDER ALL 2 5RM 14.5 2-03.7
4
2-03.4 2-03.2 11 2
4PF
7x45-CHAMFER 1-02.3 2-03.8 2-03.1
2.5 7.5
14.5
PLUG 3.5 4
20mm THICK SCALE 2:1 6 9.5
1-01.3 1-02.3 1-02.1 SECTION C-C 4 1.5 106°
3.5 4 2-03.5
2
1-01.1 3
11
6-8PL
4-4PL
10 R2.5
1-02.2 2-03.6
3.5
3.5
4
1-01.5 1-01.8
4
R18.5
11
4
M3
13RM
C C
9
2
RM8
1-01.7
7
1-01.1 PLUG 106°
9
14.5
25 25 8 2-03.2 SECTION E-E
3-4PL 2 7 5.5 5.5 18
3.5
1-01.9 2-03.5
3
14.5 D
19
40
SECTION A-A 6 9.5
2.5
3.5
4 5.5 5.5 8LPF 2.5 10 10 2.5
7
2REQD 3.5 9 9 E OPPOSITE FACE EQUAL
2.5
11
4 4
2-03.4
13CF
4
11
1-02.3 3
M8
12
2-03.3
2.5
20
25
11
1-01.6 8
4 2-03.5 E
17.5
A A
2.5
1-01.4 1-01.5 M8 2-03.6
1-01.6 1-01.2 1-02.1 D
2REQD 2.5 10 10 2.5
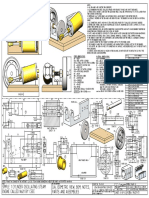
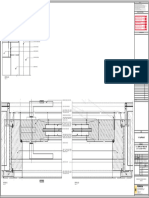
NOTES: FOUND THE ORIGINAL DRAWINGS ON THE INTERNET. THE ORIGINAL DRAWINGS AND DESIGN AND BUILT WERE BY KEN IRWIN OF SOUTH AFRICA. THE ENGINE SHOWN ON THESE DRAWING IS 1.25 LARGER THAN THE ORIGINAL. TO CONTACT KEN GO TO HMEM WEBSITE AND SEND A PERSONAL
MESSAGE TO "Ken I"
TITLE DRAWING CONTENTS PROJECT No 09D-26-00 PROJECTION
MODEL SCALE: 1:1
JDWDS
AN EXPERIMENTAL NOVELTY CRANKLESS PARTS AND ASSEMBLIES JDW DRAUGHTING SERVICES
J.A.M. DE WAAL. 12 BRIGHTWELL STREET PAPAKURA
DATE
AUGUST 2022
DWG SCALE: 1:1 @A3 OR AS SHOWN
J.A.M. DE WAAL PAPAKURA NZ
Copyright ©
STEAM/AIR ENGINE. SHEET: 02 OF 03 A3 No: 09D-26-00-SHT-02
2110. NEW ZEALAND. PHONE: OO64 09 2988815. MOB:
0211791000 E-MAIL: dewaal@xtra.co.nz.
DRAWINGS ARE FOR PERSONAL USE ONLY NOT FOR COMMERCIAL PURPOSES
130PCD 15-5HESOP 20 12 15 7 2 2.5 10 10 2.5
16.5 5 16.5 4.5 3 4.5
2.5
A 8.5-30PL B 2-03.7
11
68-MAX/MIN
8LPF
13
11
M6
45°
8 2-04.5
11
10 10
10° 19CF
2.5
R4 2-04.3 M3
31PCD
7.5 7.5 5 3-4PL 2-04.4
48
60
14
8
M6
5
=1.5=
2
59
6
5CF 3.5 12 2
5 M3 3.5 5 3.5 5 2-04.3
5CF
R5
9
2-04.1
M3
16.5
53
14x10 =140°
11
2-04.1
149
154
16.5-ID 2-04.2 2-04.5
11
1.5
2-03.8
4
M3 M3 5 5 2-04.4 2-04.2
B O-RING 6
SECTION B-B
59
20° 20°
5-2PL
2-02
A SECTION A-A
120 SCALE 1 : 1.5
2-02
2-04
2-03
2-01
SA-1-105
SA-2-205
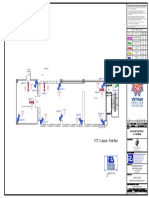
NOTES: FOUND THE ORIGINAL DRAWINGS ON THE INTERNET. THE ORIGINAL DRAWINGS AND DESIGN AND BUILT WERE BY KEN IRWIN OF SOUTH AFRICA. THE ENGINE SHOWN ON THESE DRAWING IS 1.25 LARGER THAN THE ORIGINAL. TO CONTACT KEN GO TO HMEM WEBSITE AND SEND A PERSONAL
MESSAGE TO "Ken I"
TITLE PROJECTION
DRAWING CONTENTS PROJECT No 09D-26-00 MODEL SCALE: 1:1
JDWDS
AN EXPERIMENTAL NOVELTY CRANKLESS PARTS AND ASSEMBLIES, JDW DRAUGHTING SERVICES
J.A.M. DE WAAL. 12 BRIGHTWELL STREET PAPAKURA
DATE
AUGUST 2022
DWG SCALE: 1:1 @A3 OR AS SHOWN
J.A.M. DE WAAL PAPAKURA NZ
Copyright ©
STEAM/AIR ENGINE. RENDERED PICTURE 2110. NEW ZEALAND. PHONE: OO64 09 2988815. MOB:
SHEET: 03 OF 03 A3 No: 09D-26-00-SHT-03
0211791000 E-MAIL: dewaal@xtra.co.nz.
DRAWINGS ARE FOR PERSONAL USE ONLY NOT FOR COMMERCIAL PURPOSES
You might also like
- 1946 Rusnok Mill Heads Cat PDFDocument25 pages1946 Rusnok Mill Heads Cat PDFfgrefeNo ratings yet
- (S01-S12) CDocument12 pages(S01-S12) CMa'arif Nuzul AddibNo ratings yet
- Lighting & Convenience Outlet Layout: General NotesDocument1 pageLighting & Convenience Outlet Layout: General NotesJayvee Latosa Dividina100% (1)
- 4-Cylinder Oscillating Steam Engine Called "Simple" G.A., Isometric View, Bom, Notes, Parts and AssembliesDocument2 pages4-Cylinder Oscillating Steam Engine Called "Simple" G.A., Isometric View, Bom, Notes, Parts and AssembliesOrlando Rojas PintoNo ratings yet
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- M-01 Mechanical Plans and DetailsDocument1 pageM-01 Mechanical Plans and DetailsMario Franco Severo100% (1)
- Asme B1.9-1973 (2017)Document38 pagesAsme B1.9-1973 (2017)vijay pawar100% (1)
- Workshop Practice II (MEng4191)Document35 pagesWorkshop Practice II (MEng4191)Tesema TeshomeNo ratings yet
- Computer Aided ManufacturingDocument28 pagesComputer Aided ManufacturingSheik AbdullahNo ratings yet
- Drilling & BoringDocument14 pagesDrilling & BoringDanur M' PahleviNo ratings yet
- Simple Vertical Engine 1Document4 pagesSimple Vertical Engine 1Orlando Rojas PintoNo ratings yet
- Work Holding Devices - R Mukhil 14M439 Final EditedDocument51 pagesWork Holding Devices - R Mukhil 14M439 Final EditedMukhil Rajasekaran100% (1)
- Catalogo 495 HR1Document46 pagesCatalogo 495 HR1Dario Chouger100% (1)
- General Arrangement, Isomteric White Horne-Yard High Holburn (18??) View, Notes, Bill of Materials 1 Cyl. Oscil. STM Eng. by James HamerDocument4 pagesGeneral Arrangement, Isomteric White Horne-Yard High Holburn (18??) View, Notes, Bill of Materials 1 Cyl. Oscil. STM Eng. by James Hamertươi nguyễnNo ratings yet
- 09C 38 00 A3 Sheet 01Document1 page09C 38 00 A3 Sheet 01udataashutoshNo ratings yet
- No21 A3 Sheet 01 PDFDocument1 pageNo21 A3 Sheet 01 PDFEduardo NallarNo ratings yet
- Engine Called No21 by Csee Simple 1 Cylinder Oscillating Steam Parts and Assemblies G.A, Isometric View, Bom, NotesDocument2 pagesEngine Called No21 by Csee Simple 1 Cylinder Oscillating Steam Parts and Assemblies G.A, Isometric View, Bom, NotesBryan OlayaNo ratings yet
- Simple 1 Cylinder OscillatingDocument2 pagesSimple 1 Cylinder OscillatingFaiq ZulfiarNo ratings yet
- Simlpe Oscillating Steam MachineDocument2 pagesSimlpe Oscillating Steam Machinehamzah40No ratings yet
- Engine With Spool Valve Oiler and Reverser General Arrangement and Notes 2 Cylinder Vertical Marine Type SteamDocument4 pagesEngine With Spool Valve Oiler and Reverser General Arrangement and Notes 2 Cylinder Vertical Marine Type SteamGiuliana Elizabeth CáceresNo ratings yet
- Salebuild: Team Architects (I) Pvt. LTDDocument1 pageSalebuild: Team Architects (I) Pvt. LTDNavdeep GopamwarNo ratings yet
- Typical Truss Detail Construction Notes S-5: Not To Scale Not To Scale Sheet Content: M G Tambalque Design & ConstructionDocument1 pageTypical Truss Detail Construction Notes S-5: Not To Scale Not To Scale Sheet Content: M G Tambalque Design & ConstructionCedrixe MadridNo ratings yet
- 2023-07-18 B159 STR 102 GFC R0Document1 page2023-07-18 B159 STR 102 GFC R0arjunNo ratings yet
- Distribution - SS Rev.7A AP-2023.07.06Document12 pagesDistribution - SS Rev.7A AP-2023.07.06sundareee96No ratings yet
- SERVICE GATE Detail - 23-03-2023Document1 pageSERVICE GATE Detail - 23-03-2023AmulyaRajbharNo ratings yet
- Page 16Document1 pagePage 16barcoma.mylene.nNo ratings yet
- 85 Welwyn Ave Concept 26022022Document1 page85 Welwyn Ave Concept 26022022Joseph MunawarNo ratings yet
- PDW-TB-487 Paved Area Detail For A-Type Store at Kotri-Pdw-Tv-487 Iso A3Document1 pagePDW-TB-487 Paved Area Detail For A-Type Store at Kotri-Pdw-Tv-487 Iso A3ihsan ul haqNo ratings yet
- Beam Layout & Schedule of ReinforcementDocument1 pageBeam Layout & Schedule of ReinforcementChetan B ArkasaliNo ratings yet
- J1273-S001-General NotesDocument1 pageJ1273-S001-General Notesroy jackNo ratings yet
- Parents Bath Room Door D9 SectionsDocument1 pageParents Bath Room Door D9 Sectionskumaarcivil97No ratings yet
- Train - C - DG10 - PIT Reinforcement DetailsDocument1 pageTrain - C - DG10 - PIT Reinforcement Detailsحسن صالح حسن المياحيNo ratings yet
- 4a405 Bathroom Detail-2Document1 page4a405 Bathroom Detail-2Bismo AnggoroNo ratings yet
- تغذية الدور العلويDocument1 pageتغذية الدور العلويAnonymous qOBFvINo ratings yet
- CCTV Layout - Ground Floor: CAM-GF-10 CAM-GF-11 CAM-GF-12Document1 pageCCTV Layout - Ground Floor: CAM-GF-10 CAM-GF-11 CAM-GF-12YOGESH SONINo ratings yet
- General Notes: Notes For Electrical: Notes For Etisalat & Eitc (Du) : NOTES FOR ETISALAT & EITC (Du) : (Continuation)Document1 pageGeneral Notes: Notes For Electrical: Notes For Etisalat & Eitc (Du) : NOTES FOR ETISALAT & EITC (Du) : (Continuation)togireeshNo ratings yet
- DSS - Layout.Without - TX AP-2023.07.06Document1 pageDSS - Layout.Without - TX AP-2023.07.06sundareee96No ratings yet
- Symbology Legend: Ministry of Transport & CommunicationsDocument1 pageSymbology Legend: Ministry of Transport & CommunicationsAbid AyubNo ratings yet
- Specifications: Cross AxisDocument1 pageSpecifications: Cross AxisMarvin BermidoNo ratings yet
- 1473a-Ir-A0-0001 - General Notes and Legends Irrigation LayoutDocument1 page1473a-Ir-A0-0001 - General Notes and Legends Irrigation LayoutMohsin ShaikhNo ratings yet
- 1473a-Ir-A0-0001 - General Notes and Legends Irrigation LayoutDocument1 page1473a-Ir-A0-0001 - General Notes and Legends Irrigation LayoutMohsin ShaikhNo ratings yet
- CHB Connection Details: 1.0 General NotesDocument1 pageCHB Connection Details: 1.0 General NotesSabling DritzcNo ratings yet
- D Eugp1 TPT G 000 Gen FWG 001 R01Document1 pageD Eugp1 TPT G 000 Gen FWG 001 R01debapriyoNo ratings yet
- General: Workmanship/Construction Specification: ConcreteDocument1 pageGeneral: Workmanship/Construction Specification: ConcreteNabendu KARMAKARNo ratings yet
- Lot Information: Golden Bear Loop WestDocument1 pageLot Information: Golden Bear Loop WestGodino ChristianNo ratings yet
- Parents Bath Room Door D9 DetailsDocument1 pageParents Bath Room Door D9 Detailskumaarcivil97No ratings yet
- General Notes For Slab & StairDocument1 pageGeneral Notes For Slab & StairBibek BasnetNo ratings yet
- J-S001-General NotesDocument1 pageJ-S001-General Notesroy jackNo ratings yet
- CCTV Layout - First Floor: CAM-FF-11 CAM-FF-13Document1 pageCCTV Layout - First Floor: CAM-FF-11 CAM-FF-13YOGESH SONINo ratings yet
- Pineda, Khian, M. - Comed PlumbingDocument6 pagesPineda, Khian, M. - Comed PlumbingKhian PinedaNo ratings yet
- D-EUGP1-TPT-G-000-GEN-FWG-001-R00 With Comments 18 10 2021Document1 pageD-EUGP1-TPT-G-000-GEN-FWG-001-R00 With Comments 18 10 2021debapriyoNo ratings yet
- 01 F2110 TGT Gen 0002 ADocument1 page01 F2110 TGT Gen 0002 AsunyiNo ratings yet
- 85 Welwyn Ave Schematic 01052022Document2 pages85 Welwyn Ave Schematic 01052022Joseph MunawarNo ratings yet
- First Floor Plan: Ms Pergola Covered With 12Mm THK Poly Carbonate SheetDocument1 pageFirst Floor Plan: Ms Pergola Covered With 12Mm THK Poly Carbonate SheetradhapunnaNo ratings yet
- Mace Ar 10 B1 02Document1 pageMace Ar 10 B1 02Syead OwaisNo ratings yet
- J0673-S001 - General NotesDocument1 pageJ0673-S001 - General NotesEmon RayNo ratings yet
- General Notes: General Notes: NOTES FOR STORM WATER: (Continuation) Notes For Sewer LinesDocument1 pageGeneral Notes: General Notes: NOTES FOR STORM WATER: (Continuation) Notes For Sewer LinestogireeshNo ratings yet
- I - General NotesDocument1 pageI - General NotesReadian FedelinNo ratings yet
- E. Reinforcement A. General B. Foundation: NotesDocument12 pagesE. Reinforcement A. General B. Foundation: NotesIsrael AdegboyegaNo ratings yet
- Hueco en Losa de Azotea de 600MM X 650MM Hueco en Losa de Azotea de 980MM X 980MMDocument1 pageHueco en Losa de Azotea de 600MM X 650MM Hueco en Losa de Azotea de 980MM X 980MMJC DC AcostaNo ratings yet
- 20171003-Beam & Slab Schedule-01Document1 page20171003-Beam & Slab Schedule-01Atul ShrivastavaNo ratings yet
- J0647-S001 - General NotesDocument1 pageJ0647-S001 - General NotesEmon Ray100% (1)
- Gis 2315000007 Civil 1Document1 pageGis 2315000007 Civil 1aelsheikh834No ratings yet
- Grab Handholds: Sectional Plan Top PlanDocument1 pageGrab Handholds: Sectional Plan Top PlanAbdelmoneimNo ratings yet
- Chicken Coop Detailed Drawings (Issued For Approval)Document31 pagesChicken Coop Detailed Drawings (Issued For Approval)orode franklynNo ratings yet
- Concrete GradeDocument1 pageConcrete GradeAniket InarkarNo ratings yet
- C.7wy0.ih.74.8244-Uag Eiz250 S01 R00Document1 pageC.7wy0.ih.74.8244-Uag Eiz250 S01 R00JC DC AcostaNo ratings yet
- ARTICLE - Destructive Testing Basics (2012)Document4 pagesARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajNo ratings yet
- Weld Test Stand Assembly ManualDocument9 pagesWeld Test Stand Assembly ManualLUIS CORDOVA ZANCHESNo ratings yet
- Metric Thread - Extended Thread Size RangeDocument28 pagesMetric Thread - Extended Thread Size RangeAlejandro HernandezNo ratings yet
- 101 (2006)Document2 pages101 (2006)Eng-Mahmoud AtiaNo ratings yet
- Iso 15604-1-2004Document12 pagesIso 15604-1-2004George George100% (1)
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- cn7ms MC Caul 1991Document6 pagescn7ms MC Caul 1991Eliel OrtizNo ratings yet
- Casting Material CA15BASD PDFDocument4 pagesCasting Material CA15BASD PDFAditya GuptaNo ratings yet
- Q4 IA Carpentry 7 8 Week1Document4 pagesQ4 IA Carpentry 7 8 Week1Maria Shiela Aniel SeguiNo ratings yet
- Information # 1Document1 pageInformation # 1Mantenimiento MelgarNo ratings yet
- Unit I Sand CastingDocument36 pagesUnit I Sand CastingSrinivas Gowda100% (1)
- JIG & FixtureDocument2 pagesJIG & Fixturesandeep100% (1)
- Casting, Forming and Joining: 14 January 2016Document23 pagesCasting, Forming and Joining: 14 January 2016Bhargav ParsaNo ratings yet
- Kalıp Parlatma ÜrünleriDocument18 pagesKalıp Parlatma ÜrünleriAhmet HamamcıoğluNo ratings yet
- Standard Bolt Torques For Imperial and For Metric BoltsDocument2 pagesStandard Bolt Torques For Imperial and For Metric BoltsDefly GustiNo ratings yet
- A Gauge BlockDocument3 pagesA Gauge Blockmy nameNo ratings yet
- Unit Ii Forging2Document15 pagesUnit Ii Forging2Srinivas GowdaNo ratings yet
- Indrani Technocrafts: Metallurgical Test CertificateDocument1 pageIndrani Technocrafts: Metallurgical Test CertificateAditya ChouguleNo ratings yet
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document5 pagesSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideNo ratings yet
- Turning Aerospace IndustryDocument12 pagesTurning Aerospace Industryawaism471No ratings yet
- T Bolt Specs PDFDocument2 pagesT Bolt Specs PDFrefaeNo ratings yet
- Graflex ReplicaDocument37 pagesGraflex ReplicaNick CusumanoNo ratings yet