You might also like
- 9.2 - P, I, D, PI, PD, and PID Control - Engineering LibreTextsDocument9 pages9.2 - P, I, D, PI, PD, and PID Control - Engineering LibreTextsChandrasekar ElankannanNo ratings yet
- Control SystemDocument48 pagesControl SystemOlawale John AdeotiNo ratings yet
- Digital Pid Controller 175Document6 pagesDigital Pid Controller 175andr14272No ratings yet
- Pid Controller Tuning: S.no Name of The ChapterDocument35 pagesPid Controller Tuning: S.no Name of The ChapterAmit TripathiNo ratings yet
- Process Control CHP 5Document29 pagesProcess Control CHP 5dododoorNo ratings yet
- Exp - P8 - Multiprocess TrainerDocument19 pagesExp - P8 - Multiprocess TrainerSiddesh PatilNo ratings yet
- Process Control CHP5Document29 pagesProcess Control CHP5Martha AlbaNo ratings yet
- P, I, D, PI, PD, and PID ControlDocument14 pagesP, I, D, PI, PD, and PID ControlArnav KothiyalNo ratings yet
- University of Palestine: Electrical Machine & Control SystemsDocument26 pagesUniversity of Palestine: Electrical Machine & Control SystemsHatem DheerNo ratings yet
- CH 05 (Process Controllers)Document35 pagesCH 05 (Process Controllers)32anikkumarpaulNo ratings yet
- Week 10-Feedback ControlDocument34 pagesWeek 10-Feedback ControlMohd Aizad100% (1)
- Dynamic Behavior of Feedback Control ProcessesDocument12 pagesDynamic Behavior of Feedback Control ProcessesAubrenica Lopez100% (1)
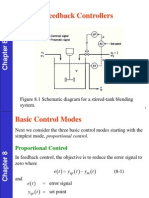
- Feedback Controllers: Figure. Schematic Diagram For A Stirred-Tank Blending SystemDocument24 pagesFeedback Controllers: Figure. Schematic Diagram For A Stirred-Tank Blending SystemRama ChilpuriNo ratings yet
- CH 4 - Process Control J5800Document49 pagesCH 4 - Process Control J5800mohd_mizanNo ratings yet
- Cuk Control PDFDocument57 pagesCuk Control PDFPraveen PJNo ratings yet
- Process Control-lecture 08Document29 pagesProcess Control-lecture 08mwamba chandaNo ratings yet
- Process Chapter 3Document35 pagesProcess Chapter 3Estifanos FitsumNo ratings yet
- PB Vs GainDocument6 pagesPB Vs Gainابزار دقیقNo ratings yet
- Ic1352 - Process Control-2 MarksDocument21 pagesIc1352 - Process Control-2 MarksKaushal Kishor100% (1)
- Instrumentation Engineering Questions & AnswersDocument10 pagesInstrumentation Engineering Questions & AnswerscontgautamNo ratings yet
- Chapter 5Document39 pagesChapter 5Portia ShilengeNo ratings yet
- Process Control FundamentalsDocument42 pagesProcess Control FundamentalsY MuNo ratings yet
- Feedback Controllers: Figure 8.1 Schematic Diagram For A Stirred-Tank Blending SystemDocument18 pagesFeedback Controllers: Figure 8.1 Schematic Diagram For A Stirred-Tank Blending Systeml7aniNo ratings yet
- Implementation of LCC HVDC Converter TransformerDocument6 pagesImplementation of LCC HVDC Converter Transformerdhuamani01No ratings yet
- Ex 07flow Control Loop (P Control)Document6 pagesEx 07flow Control Loop (P Control)Kaviya SNo ratings yet
- Chapter 1Document111 pagesChapter 1RIZER l رايزرNo ratings yet
- Control DynamicDocument10 pagesControl Dynamicكرار نعيم100% (1)
- Pfr140 User ManualDocument4 pagesPfr140 User ManualOanh NguyenNo ratings yet
- Industrial controller principlesDocument34 pagesIndustrial controller principlesBekaluNo ratings yet
- Process Dynamics and Control: Chapter 8 LecturesDocument33 pagesProcess Dynamics and Control: Chapter 8 LecturesMuhaiminul IslamNo ratings yet
- Process - Control SimulatorDocument7 pagesProcess - Control SimulatorSakshi RajputNo ratings yet
- 2.2 Dynamics of Feedback Control SystemsDocument42 pages2.2 Dynamics of Feedback Control SystemsJust RobotNo ratings yet
- PID ControllerDocument22 pagesPID ControllerannonymousNo ratings yet
- Control 3-Lec4 - P&ID DiagramsDocument25 pagesControl 3-Lec4 - P&ID Diagramsmohammed abd el aleemNo ratings yet
- Pid EeeeDocument28 pagesPid Eeeecyprian obotaNo ratings yet
- Non-Linear Predictive Control of A DC-to-DC ConverterDocument5 pagesNon-Linear Predictive Control of A DC-to-DC ConvertermenguemengueNo ratings yet
- ControllersDocument32 pagesControllersEric KamauNo ratings yet
- Week 2Document13 pagesWeek 2Abdinasir AliNo ratings yet
- InterfacesDocument10 pagesInterfacesManoloNo ratings yet
- Feedback Controller: Proportional, Integral, Derivative (PID)Document34 pagesFeedback Controller: Proportional, Integral, Derivative (PID)Ereen100% (1)
- Glossary of Control Terms ExplainedDocument11 pagesGlossary of Control Terms ExplainedJean MarcoNo ratings yet
- Control of Continuous Process: Lecturer: Dr. Shallon StubbsDocument32 pagesControl of Continuous Process: Lecturer: Dr. Shallon StubbsLuther King Ferguson100% (1)
- Closed Loop Control System (CSL - 04) : Technical Manual FORDocument19 pagesClosed Loop Control System (CSL - 04) : Technical Manual FORAAYUSH KUMARNo ratings yet
- Chap1 Indus ElectronicsDocument47 pagesChap1 Indus ElectronicsSantosh Kumar BejugamNo ratings yet
- Cep PeDocument25 pagesCep PeJaveriaNo ratings yet
- Presentation For ControllerDocument42 pagesPresentation For ControllerAlakshendra JohariNo ratings yet
- Temperature Control: On-Off ControllerDocument9 pagesTemperature Control: On-Off Controllerdivyansh kashyapNo ratings yet
- Control Engineering I PDFDocument15 pagesControl Engineering I PDFkipkorir kemboiNo ratings yet
- CPB 30004 - CHAPTER 1 - INTRO Sept 2014Document52 pagesCPB 30004 - CHAPTER 1 - INTRO Sept 2014Ashwin MNo ratings yet
- Level Control TrainerDocument50 pagesLevel Control TrainerAlok Kumar100% (1)
- Week14pidmay242016pe3032 160530081519Document57 pagesWeek14pidmay242016pe3032 160530081519AztvNo ratings yet
- Exp - P6 - Temperature ControlDocument10 pagesExp - P6 - Temperature ControlSiddesh PatilNo ratings yet
- Air-conditioning Control EssentialsDocument92 pagesAir-conditioning Control EssentialsSunil Varma VeeravalliNo ratings yet
- Controller (Notes)Document22 pagesController (Notes)Alex OsesNo ratings yet
- ERT 321 Process Control & Dynamics: Feedback ControllersDocument34 pagesERT 321 Process Control & Dynamics: Feedback Controllershakita86No ratings yet
- Inno2020 Emt4203 Control II Chap2a PidsDocument35 pagesInno2020 Emt4203 Control II Chap2a Pidskabuej3No ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
- Investigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsFrom EverandInvestigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Mathematical Modeling and Simulation For Gas-Liquid ReactorsDocument14 pagesMathematical Modeling and Simulation For Gas-Liquid Reactorshairen jegerNo ratings yet
- W3 Chromatography-IonExchangeDocument35 pagesW3 Chromatography-IonExchangehairen jegerNo ratings yet
- Finite Difference Method: Mathematical Modeling in Chemical EngineeringDocument42 pagesFinite Difference Method: Mathematical Modeling in Chemical Engineeringhairen jegerNo ratings yet
- Entropy 21 00454Document26 pagesEntropy 21 00454hairen jegerNo ratings yet
- Hmt21 - ID - CHP - 8b - Internal Flow (Heat and Mass Transfer Correlations)Document32 pagesHmt21 - ID - CHP - 8b - Internal Flow (Heat and Mass Transfer Correlations)hairen jegerNo ratings yet
- Hmt21 ID CHP 1 IntroductionDocument53 pagesHmt21 ID CHP 1 Introductionhairen jegerNo ratings yet
- Energy Balance EquationsDocument32 pagesEnergy Balance Equationshairen jegerNo ratings yet
- Setup: Etap 2-1 Etap 1 - User GuideDocument59 pagesSetup: Etap 2-1 Etap 1 - User GuideManohar Potnuru100% (1)
- Chapter 2. Entering Administrative Commands: Command Entry RulesDocument8 pagesChapter 2. Entering Administrative Commands: Command Entry Rulesjeetmajum007No ratings yet
- Jan 13Document32 pagesJan 13Ashwan KumarNo ratings yet
- Application Design NotesDocument20 pagesApplication Design NotesDaniel BakunziNo ratings yet
- Pantech DownloaderDocument3 pagesPantech DownloaderRita HoweNo ratings yet
- Scan WifiDocument5 pagesScan WifiArdhi Wiratama YudhaNo ratings yet
- E-Forms For K+12 : Kinder To Grade 12Document14 pagesE-Forms For K+12 : Kinder To Grade 12odette_7thNo ratings yet
- Starting and Stopping The SAP System Using CommandsDocument5 pagesStarting and Stopping The SAP System Using Commandsshivajishiva689_3969No ratings yet
- How Technologically Updated Tools of Software Increase The Risks of PlagiarismDocument6 pagesHow Technologically Updated Tools of Software Increase The Risks of PlagiarismDEEN SAYEEDINNo ratings yet
- Active Directory - Limit Concurrent User Logins - TechNet Articles - United States (English) - TechNet WikiDocument16 pagesActive Directory - Limit Concurrent User Logins - TechNet Articles - United States (English) - TechNet WikiVincent JubithanaNo ratings yet
- Scrabble in PHP2Document64 pagesScrabble in PHP2madonnite3781100% (1)
- Figytech Business PlanDocument18 pagesFigytech Business PlansnajpdjNo ratings yet
- TRF Posting From Plant To PlantDocument12 pagesTRF Posting From Plant To PlantShobhnath SinghNo ratings yet
- Assignment 2Document5 pagesAssignment 2Breaking DieNo ratings yet
- Cross Docking ProcedureDocument2 pagesCross Docking ProcedureKumar Rajadhyaksh67% (3)
- WirenDocument45 pagesWirenYou ChackNo ratings yet
- Ricoh B202-B178-B180,3228C, 3235,3245 Service ManualDocument908 pagesRicoh B202-B178-B180,3228C, 3235,3245 Service Manualj1cutter100% (5)
- Program Based On Interface and Abstract Class: ///19BDS0083 VASANTH KUMARDocument3 pagesProgram Based On Interface and Abstract Class: ///19BDS0083 VASANTH KUMARVasanth GovernenceNo ratings yet
- 0417 w19 QP 13 PDFDocument16 pages0417 w19 QP 13 PDFRudraNo ratings yet
- Block Desription Fb283 Sinamics S7-Cpus: Description of Functions Edition 07/2011Document31 pagesBlock Desription Fb283 Sinamics S7-Cpus: Description of Functions Edition 07/2011VladimirAgeevNo ratings yet
- 7 Segment DisplayDocument14 pages7 Segment DisplayVedant HirugadeNo ratings yet
- Backup Strategy Guide for Data ProtectionDocument39 pagesBackup Strategy Guide for Data Protectionmehrunnisa99No ratings yet
- WPS Presentation enDocument21 pagesWPS Presentation enssierroNo ratings yet
- Sorting AlgorithmsDocument14 pagesSorting AlgorithmsNonstop MasterNo ratings yet
- PMP Practice Exam PDFDocument117 pagesPMP Practice Exam PDFRaymond100% (3)
- 2 Eudemon Basic Function and ConfigurationDocument32 pages2 Eudemon Basic Function and ConfigurationYhan LhyzahNo ratings yet
- Importing Data From A .CSV File: Brandon KrakowskyDocument26 pagesImporting Data From A .CSV File: Brandon KrakowskyhaNo ratings yet
- String Functions With ExamplesDocument6 pagesString Functions With Examplesprataplavu1No ratings yet
- Map JSON Properties in Pega Integration ServiceDocument4 pagesMap JSON Properties in Pega Integration Servicesinu541No ratings yet
- 2018Document18 pages2018ion2010No ratings yet