You might also like
- Woodcock Johnson Achievement ReportDocument4 pagesWoodcock Johnson Achievement Reportapi-254874994100% (2)
- Time and Motion StudyDocument10 pagesTime and Motion StudyAvinash BarsaNo ratings yet
- Application of Industrial Engineering (IE) Techniques in Garment IndustryDocument9 pagesApplication of Industrial Engineering (IE) Techniques in Garment IndustryMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Chapter 7 - Design of Work SystemsDocument6 pagesChapter 7 - Design of Work Systemshello_khay100% (1)
- Industrial Engineering in GMTDocument13 pagesIndustrial Engineering in GMTAnonymous wA6NGuyklDNo ratings yet
- ASM Heat Treating Society (Aluminum and Its Alloys)Document6 pagesASM Heat Treating Society (Aluminum and Its Alloys)Finney JacobNo ratings yet
- Basics of IE Industrial Engineering YouDocument27 pagesBasics of IE Industrial Engineering YouIftakharul IslamNo ratings yet
- Work Study FundamentalsDocument27 pagesWork Study Fundamentalsismael opondoNo ratings yet
- Veins and Hydrothermal Deposits - HTMLDocument4 pagesVeins and Hydrothermal Deposits - HTMLMohd Syakir100% (1)
- Steam BoilerDocument41 pagesSteam BoilerRhydham PNo ratings yet
- Optimize VRM Operation & Parameters in 40 CharactersDocument32 pagesOptimize VRM Operation & Parameters in 40 Charactersrecai100% (5)
- Python Machine Learning: Machine Learning Algorithms for Beginners - Data Management and Analytics for Approaching Deep Learning and Neural Networks from ScratchFrom EverandPython Machine Learning: Machine Learning Algorithms for Beginners - Data Management and Analytics for Approaching Deep Learning and Neural Networks from ScratchNo ratings yet
- Kongsberg GeoAcoustics Dual Frequency Sidescan Sonar PDFDocument2 pagesKongsberg GeoAcoustics Dual Frequency Sidescan Sonar PDFDadang KurniaNo ratings yet
- Pareto Analysis v2.ppt 1Document7 pagesPareto Analysis v2.ppt 1prabu06051984No ratings yet
- Chapter-4-Motion and Time StudyDocument17 pagesChapter-4-Motion and Time Studymtdesta100% (2)
- Work MeasurementDocument15 pagesWork MeasurementBalaji BabuNo ratings yet
- Steam Reforming - Approach To EquilibriumDocument39 pagesSteam Reforming - Approach To EquilibriumAlexReituNo ratings yet
- Work Measurement - Time StudyDocument74 pagesWork Measurement - Time StudySrujank100% (1)
- Work Measurement: A Methodology Used For Establishing Time StandardsDocument24 pagesWork Measurement: A Methodology Used For Establishing Time StandardsLa GraciahNo ratings yet
- Analisa Sistem Perancangan Kerja Untuk Meningkatkan Produktivitas Di Pt. Banshu Plant IiiDocument7 pagesAnalisa Sistem Perancangan Kerja Untuk Meningkatkan Produktivitas Di Pt. Banshu Plant IiicreatNo ratings yet
- Ba 506 Operations Management Narrative Report Job Design and Work Measurement (Part 2)Document4 pagesBa 506 Operations Management Narrative Report Job Design and Work Measurement (Part 2)Ruth Ann DimalaluanNo ratings yet
- Labor Utilization and Man to Machine Ratio StudyDocument10 pagesLabor Utilization and Man to Machine Ratio StudyRowell Tayag DizonNo ratings yet
- Mb0040 Statistics For Management FinalDocument16 pagesMb0040 Statistics For Management FinalDip KonarNo ratings yet
- IE 24 Lina Gozali Et AlDocument11 pagesIE 24 Lina Gozali Et AlGozali LinaNo ratings yet
- Job DesignDocument30 pagesJob DesignNassar KhokharNo ratings yet
- Jurnal 1Document16 pagesJurnal 1FendiNo ratings yet
- A Case Study of Lean Implementation at Sandia National LaboratoriesDocument10 pagesA Case Study of Lean Implementation at Sandia National LaboratoriesAhmed SalahNo ratings yet
- Work StudyDocument5 pagesWork StudyLovepreet SinghNo ratings yet
- Revision NotesDocument5 pagesRevision NotesIvyNo ratings yet
- Mini AI NewDocument17 pagesMini AI NewNightdive StudiosNo ratings yet
- An Overview of Method Study and Study of Different Recording TechniquesDocument8 pagesAn Overview of Method Study and Study of Different Recording TechniquesHarishNo ratings yet
- Work MeasurementDocument2 pagesWork Measurementtheormnageshr3755No ratings yet
- Time and Motion Study of Refrigeration Assembly LineDocument17 pagesTime and Motion Study of Refrigeration Assembly LineFareed AlamNo ratings yet
- Work MeasurementDocument15 pagesWork MeasurementDipesh DayamaNo ratings yet
- Assignment No.-1: AnswerDocument9 pagesAssignment No.-1: AnswerUnnat ChuriNo ratings yet
- Investigating Performance and Quality in Electronic Industry Via Data Mining TechniquesDocument5 pagesInvestigating Performance and Quality in Electronic Industry Via Data Mining TechniquesIIR indiaNo ratings yet
- Work Study: Seminar ReportDocument20 pagesWork Study: Seminar ReportGaurav Kataria100% (1)
- 3 - Notes On Unit-3 - Work MeasurementsDocument9 pages3 - Notes On Unit-3 - Work MeasurementsVikas SuryawanshiNo ratings yet
- Engineering StatisticsDocument7 pagesEngineering Statisticshani barakatNo ratings yet
- Work Measurement - TIME STUDYDocument10 pagesWork Measurement - TIME STUDYMarcel PretzelNo ratings yet
- StopwatchDocument4 pagesStopwatchyasin husenNo ratings yet
- MB0032 Operations Research AssignmentsDocument12 pagesMB0032 Operations Research Assignmentspranay srivastavaNo ratings yet
- Work StudyDocument26 pagesWork StudyAMIYA KUMAR SAMALNo ratings yet
- Productivity: General Aspects of ProductivityDocument10 pagesProductivity: General Aspects of ProductivityAmr SherifNo ratings yet
- Work StudyDocument17 pagesWork StudyChandra Shekhar VishnoiNo ratings yet
- Jurnal Pengukuran Kerja Metode Jam HentiDocument8 pagesJurnal Pengukuran Kerja Metode Jam HentiBrian Sabayu100% (3)
- Work StudyDocument67 pagesWork Studysuvarnalatha devarakondaNo ratings yet
- Study On University Students' Time Management Based On Neural NetworkDocument11 pagesStudy On University Students' Time Management Based On Neural NetworkKeziah SantosNo ratings yet
- Estimating Handling Time of Software DefectsDocument14 pagesEstimating Handling Time of Software DefectsCS & ITNo ratings yet
- 968 2650 1 PB PDFDocument8 pages968 2650 1 PB PDFDarda'i SaifullahNo ratings yet
- Tinaporwal,+08 IJETMR19 A01 626Document11 pagesTinaporwal,+08 IJETMR19 A01 626Maimouna CoulibalyNo ratings yet
- 5.0 WorkMeasurement-NotesDocument7 pages5.0 WorkMeasurement-Notesphillip chirongweNo ratings yet
- Work measurement techniquesDocument7 pagesWork measurement techniquessamgeorgemaxNo ratings yet
- Lean principles improve software project performanceDocument9 pagesLean principles improve software project performanceAnirban ChakrabortyNo ratings yet
- 059 0058Document10 pages059 0058Shaswat SinghNo ratings yet
- Chapter Three. Motion and Micro-Motion StudyDocument45 pagesChapter Three. Motion and Micro-Motion StudySamuel BirhanuNo ratings yet
- Rishav Assignment AllDocument38 pagesRishav Assignment AllUtkNo ratings yet
- Maintance Project Group 3.......Document23 pagesMaintance Project Group 3.......mussietilahungessesseNo ratings yet
- MS Unit - IiDocument31 pagesMS Unit - IiDinesh SrinivasNo ratings yet
- I.E - Chandan Kavlekar - Final JuryDocument17 pagesI.E - Chandan Kavlekar - Final JuryChandan SkNo ratings yet
- Time and Motion StudyDocument7 pagesTime and Motion StudyKapil AnandNo ratings yet
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDocument15 pagesUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALNo ratings yet
- Fundamentals of Work Study and ErgonomicsDocument20 pagesFundamentals of Work Study and ErgonomicsAnkush SharmaNo ratings yet
- IT 414 Topic 8 Time and Motion StudyDocument7 pagesIT 414 Topic 8 Time and Motion StudyJassyNo ratings yet
- 1. BCA_MCA_Project_Report_Template (1)Document28 pages1. BCA_MCA_Project_Report_Template (1)pornisbad4healthNo ratings yet
- Artificial Intelligence-Semester Final Project Time Table Scheduling ProblemDocument17 pagesArtificial Intelligence-Semester Final Project Time Table Scheduling Problemhassan499No ratings yet
- Work MeasurementDocument4 pagesWork MeasurementMiguel HernandezNo ratings yet
- Control your EV charger and track usage from anywhereDocument2 pagesControl your EV charger and track usage from anywhereMayur DeokarNo ratings yet
- Parallels RAS GPU Accelerated Application PublishingDocument42 pagesParallels RAS GPU Accelerated Application PublishingRichardNo ratings yet
- his Life": Λογοτεχνία και διαπολιτισμικές διαδρομές Literature and cross‐cultural routesDocument18 pageshis Life": Λογοτεχνία και διαπολιτισμικές διαδρομές Literature and cross‐cultural routesCharpapathNo ratings yet
- Cloud Computing Bangla-Ragib HassanDocument19 pagesCloud Computing Bangla-Ragib HassanShah Shishir100% (1)
- Article: Blood Pressure in Canadian Children and AdolescentsDocument9 pagesArticle: Blood Pressure in Canadian Children and AdolescentsMr. ShadenfreudeNo ratings yet
- cc1101 p25Document105 pagescc1101 p25fadfadfNo ratings yet
- Marcom Opc ProductsDocument8 pagesMarcom Opc ProductsMARCOM SRLNo ratings yet
- Measuring and Compensating For Emissivity Using Infrared Imaging RadiometersDocument3 pagesMeasuring and Compensating For Emissivity Using Infrared Imaging RadiometersSammoonNo ratings yet
- Solid State Phy-RPDocument39 pagesSolid State Phy-RPAbhijan Carter BiswasNo ratings yet
- THE TITLE OF EXPERIMENT Ion ExchangeDocument18 pagesTHE TITLE OF EXPERIMENT Ion Exchangeputri wildanaNo ratings yet
- Finger Pattern Types and Ridge Count AnalysisDocument24 pagesFinger Pattern Types and Ridge Count AnalysisMuhamad Chairul SyahNo ratings yet
- Auto Power Supply Control From Different Sources To Ensure No Break Power-46974Document3 pagesAuto Power Supply Control From Different Sources To Ensure No Break Power-46974Thanga Eswari.A100% (1)
- PK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0Document18 pagesPK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0rigaut74No ratings yet
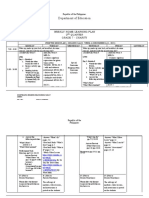
- Philippine Department of Education Home Learning Plan for Grade 7Document13 pagesPhilippine Department of Education Home Learning Plan for Grade 7Charlene AtienzaNo ratings yet
- Too Adj + V HandoutDocument3 pagesToo Adj + V Handouttwy113No ratings yet
- 2 - ARM Parallel IO 123Document42 pages2 - ARM Parallel IO 123Nishit KatiraNo ratings yet
- Catalogo OptictimesDocument38 pagesCatalogo OptictimesJavier VillanuevaNo ratings yet
- XP EnergyDocument9 pagesXP Energylaurent lebourgeoisNo ratings yet
- BTMDocument290 pagesBTMSTANDARD EDUCATION ACADEMY M.E.P CENTERNo ratings yet
- PattiDocument1 pagePattiSuyash NarnoliaNo ratings yet
- Refrigerated Air Dryers: CatalogueDocument6 pagesRefrigerated Air Dryers: CataloguemejmakNo ratings yet