You might also like
- API Drill Pipe DataDocument2 pagesAPI Drill Pipe DataJohn100% (1)
- Centrifugal Pump Books PDFDocument1 pageCentrifugal Pump Books PDFyusufNo ratings yet
- Vessel DesignDocument43 pagesVessel Designhomiez99No ratings yet
- Method of Statement For Cleaning Flushing and Passivation of Chilled Water PipingDocument9 pagesMethod of Statement For Cleaning Flushing and Passivation of Chilled Water Pipingarshad iqbal100% (2)
- Automation of BMS System of Boiler Using PLC Ladder LogicDocument52 pagesAutomation of BMS System of Boiler Using PLC Ladder LogicS Bharadwaj Reddy100% (2)
- The Fluidized Catalytic Cracking Process NieskensDocument50 pagesThe Fluidized Catalytic Cracking Process Nieskenskedar_gujarathiNo ratings yet
- Palm Oil Downstream Processing: Refinery and FractionationDocument149 pagesPalm Oil Downstream Processing: Refinery and FractionationEnjang FathurrohmanNo ratings yet
- Centrifugal Pumps CurveDocument3 pagesCentrifugal Pumps Curvesevero97No ratings yet
- HR VDU ProcessDocument34 pagesHR VDU Processneo_868686100% (1)
- Heat Exchange Equipment: Department of Chemical EngineeringDocument43 pagesHeat Exchange Equipment: Department of Chemical EngineeringHarshadeepthi.GNo ratings yet
- Pellest de IronDocument12 pagesPellest de IronOmar CutsNo ratings yet
- PHYSICAL REFINERY AND FRACTIONATION PROCESSESDocument13 pagesPHYSICAL REFINERY AND FRACTIONATION PROCESSESYanly Pattrick Fehilly100% (1)
- PipeFlow2Multi phaseFlowAssuranceDocument373 pagesPipeFlow2Multi phaseFlowAssuranceTarcísio Porto100% (2)
- Pipe Hydrotest ProcedureDocument3 pagesPipe Hydrotest ProcedurejacquesmayolNo ratings yet
- Section 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude UnitDocument48 pagesSection 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude Unitrvkumar61No ratings yet
- Palm Oil Mill ProcessDocument36 pagesPalm Oil Mill ProcessKalana Jayatillake100% (1)
- Power Plant Water Treatment EssentialsDocument34 pagesPower Plant Water Treatment EssentialsDimas Febrian SaputraNo ratings yet
- Kernel StationDocument163 pagesKernel StationArifal100% (1)
- Dry Coating Thickness Lab ReportDocument9 pagesDry Coating Thickness Lab Reportwidad100% (1)
- 07 - Saudi Kayan Mega ProjectDocument13 pages07 - Saudi Kayan Mega ProjectAbhimanyu SharmaNo ratings yet
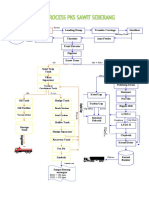
- 3 Skema Proses Pabrik Kelapa SawitDocument2 pages3 Skema Proses Pabrik Kelapa SawitWynne RaphaelaNo ratings yet
- A Transcritical CO2 Turbine-CompressorDocument8 pagesA Transcritical CO2 Turbine-CompressorjoseNo ratings yet
- Crystal Growth: International Series on the Science of the Solid StateFrom EverandCrystal Growth: International Series on the Science of the Solid StateBrian R. PamplinNo ratings yet
- Bangladesh Edible Oil Limied (Beol) : North Rupshi, Rupgonj, Narayanganj BangladeshDocument30 pagesBangladesh Edible Oil Limied (Beol) : North Rupshi, Rupgonj, Narayanganj BangladeshM. Kabbir Hossain Hero ,141437No ratings yet
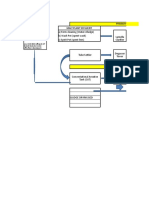
- Flow Cahrt For BPRDocument2 pagesFlow Cahrt For BPRHerry WibowoNo ratings yet
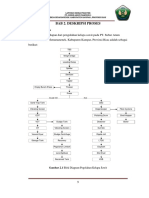
- Bab 2. Deskripsi Proses: 2.1 Blok DiagramDocument1 pageBab 2. Deskripsi Proses: 2.1 Blok Diagramshafira fionaNo ratings yet
- Process Flow Diagram Viscose DepartmentDocument27 pagesProcess Flow Diagram Viscose DepartmentSellyNo ratings yet
- Main Plant Scheme OverviewDocument20 pagesMain Plant Scheme OverviewShajal ChowdhuryNo ratings yet
- Malt plant effluent treatment process flow diagramDocument3 pagesMalt plant effluent treatment process flow diagramSandeep NarayananNo ratings yet
- Chapter 2 Boiler SystemDocument45 pagesChapter 2 Boiler SystemSurendra Louis Dupuis NaikerNo ratings yet
- New Employee Orientation for Palm Oil Mill EngineeringDocument19 pagesNew Employee Orientation for Palm Oil Mill EngineeringDody GuntamaNo ratings yet
- JK Paper Limited HeheDocument34 pagesJK Paper Limited HehematushriNo ratings yet
- Vishwanath internshipDocument15 pagesVishwanath internshipvishwanathhugar25No ratings yet
- Short Path Evaporation: FeaturesDocument2 pagesShort Path Evaporation: FeaturesmisaelNo ratings yet
- Alur Proses PGMDocument8 pagesAlur Proses PGMAndi SyahNo ratings yet
- Essar EngineersDocument12 pagesEssar Engineers04vijilNo ratings yet
- Biogas PDFDocument18 pagesBiogas PDFkarácsonyi krampuszNo ratings yet
- Flowchart Inco ProcessingDocument3 pagesFlowchart Inco ProcessingWilly ApryantoNo ratings yet
- Description of The EquipmentDocument4 pagesDescription of The EquipmentHarshil TejaniNo ratings yet
- Flow Chart Proses Pengolahan Kelapa Sawit Di PTPN Iv Unit Usaha Pasir MandogeDocument1 pageFlow Chart Proses Pengolahan Kelapa Sawit Di PTPN Iv Unit Usaha Pasir MandogehariNo ratings yet
- ENE-302 Water and Wastewater TreatmentDocument22 pagesENE-302 Water and Wastewater TreatmentAdam AhsanNo ratings yet
- Surda Mine Report Details Post Pillar Mining and Froth Flotation ProcessesDocument20 pagesSurda Mine Report Details Post Pillar Mining and Froth Flotation Processesvictory shahbazNo ratings yet
- PRESENTATION CcwsDocument61 pagesPRESENTATION CcwsRamkiNo ratings yet
- Paper Making Process ChartDocument39 pagesPaper Making Process Chartsach30131No ratings yet
- Wastewater in The Carbon-Recycling Industry Aquatech Apr27th2021Document42 pagesWastewater in The Carbon-Recycling Industry Aquatech Apr27th2021Filippo FerrariNo ratings yet
- Presentation Shafhal (Final Project)Document13 pagesPresentation Shafhal (Final Project)Shafhal JamilNo ratings yet
- Requisesation Store - 220718 - 112944Document1 pageRequisesation Store - 220718 - 112944Naveed Ul Qamar MughalNo ratings yet
- MR Jayaraman Rajavel, Thermax PDFDocument21 pagesMR Jayaraman Rajavel, Thermax PDFselva pNo ratings yet
- Brief Introduction: Satyakam Mohapatra Engineer (Mechanical)Document73 pagesBrief Introduction: Satyakam Mohapatra Engineer (Mechanical)Rajneesh VachaspatiNo ratings yet
- 4.1 Flowchat: (Cake Breaker Conveyor) Fibre & Nut FibreDocument1 page4.1 Flowchat: (Cake Breaker Conveyor) Fibre & Nut FibreSalasiahNo ratings yet
- Chapter 1Document22 pagesChapter 1mohid.shakeel.15No ratings yet
- Service Manual Videocon Ff-Vz330l, 280l, 250lDocument39 pagesService Manual Videocon Ff-Vz330l, 280l, 250ljitendraNo ratings yet
- Boiler and Auxiliary Systems PresentationDocument47 pagesBoiler and Auxiliary Systems PresentationshivabhaNo ratings yet
- Greg Marshall Catalytic Reforming For Aromatic Production PDFDocument19 pagesGreg Marshall Catalytic Reforming For Aromatic Production PDFArash AbbasiNo ratings yet
- x4 - On-Load Boiler Cleaning With SteamDocument21 pagesx4 - On-Load Boiler Cleaning With SteamKan ChoraNo ratings yet
- Crude Oil Refining - Separators, ExtractorsDocument24 pagesCrude Oil Refining - Separators, ExtractorsLuis RomeroNo ratings yet
- Sulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanDocument18 pagesSulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanmarraezNo ratings yet
- Feldspar ProcessingDocument4 pagesFeldspar ProcessingaltipatlarNo ratings yet
- Radico Khaitan MR K P SinghDocument67 pagesRadico Khaitan MR K P SinghSivakumar Selvaraj100% (1)
- SESCO 8328 - 02 Insulating Oil PurifierDocument7 pagesSESCO 8328 - 02 Insulating Oil PurifierLuckie IbrahimNo ratings yet
- Recovery Boiler: Esa VakkilainenDocument20 pagesRecovery Boiler: Esa Vakkilainenmarcus vinicius silva de souzaNo ratings yet
- HAND OUT MATA KULIAH SISTIM UTILITASDocument98 pagesHAND OUT MATA KULIAH SISTIM UTILITASandre setiawanNo ratings yet
- 3 2 PDFDocument21 pages3 2 PDFTri Putra R. PasaribuNo ratings yet
- Kota Super Thermal Power StationDocument21 pagesKota Super Thermal Power StationsatyendrajainNo ratings yet
- Skema ProsesDocument14 pagesSkema ProsesBumi Jage DalamNo ratings yet
- 02 ManajemenLimbahCairDocument32 pages02 ManajemenLimbahCairMochammad YazidNo ratings yet
- DHDS Block Diagram: Feed Tank to Diesel Process FlowDocument2 pagesDHDS Block Diagram: Feed Tank to Diesel Process FlowAlia KhanNo ratings yet
- BEER BREWING FILTRATION SOLUTIONSDocument2 pagesBEER BREWING FILTRATION SOLUTIONSZack100% (1)
- Flow Chart Pengolahan Kelapa Sawit Menjadi Crude Palm Oil-DikonversiDocument1 pageFlow Chart Pengolahan Kelapa Sawit Menjadi Crude Palm Oil-DikonversiAndi Ryan RinaldiNo ratings yet
- Chapter 1 INTRODUCTION TO STORAGE TANKDocument13 pagesChapter 1 INTRODUCTION TO STORAGE TANKwidadNo ratings yet
- BVF3184 Topic 4 Part 1 - Boiler ComponentsDocument44 pagesBVF3184 Topic 4 Part 1 - Boiler ComponentswidadNo ratings yet
- Va21031 Damage MechanismDocument14 pagesVa21031 Damage MechanismwidadNo ratings yet
- Piping Assignmnt & PresentationDocument3 pagesPiping Assignmnt & Presentationaqid syafaatNo ratings yet
- Business PlanDocument14 pagesBusiness PlanwidadNo ratings yet
- Holiday Testing ProcedureDocument3 pagesHoliday Testing ProcedurewidadNo ratings yet
- Visio-Overall Drawing with Description 출판품질Document1 pageVisio-Overall Drawing with Description 출판품질SHAIK ASIMUDDINNo ratings yet
- MTO AssignmentDocument15 pagesMTO AssignmentKshitij DalwadiNo ratings yet
- Two Hours Per Week: Theory of PlasticityDocument2 pagesTwo Hours Per Week: Theory of PlasticityFadhil AJNo ratings yet
- SCPF-PETW-LIS-P-01001 - Rev0 - Utility Consumption List - CPFDocument3 pagesSCPF-PETW-LIS-P-01001 - Rev0 - Utility Consumption List - CPFSEGUNNo ratings yet
- Cilindros - CengelDocument10 pagesCilindros - CengelJoseCarlosCastroRodriguezNo ratings yet
- Cálculo y Catálogo de Conexiones de PVC+GF+Document108 pagesCálculo y Catálogo de Conexiones de PVC+GF+Jesus ANo ratings yet
- Operators Manual: Artificial LiftDocument25 pagesOperators Manual: Artificial LiftSam RugeNo ratings yet
- Alur Produksi Gas Benuo Taka WailawiDocument1 pageAlur Produksi Gas Benuo Taka WailawiAbdullahNo ratings yet
- Manual RKE2200B1-VW-G1 (EN) OrionDocument92 pagesManual RKE2200B1-VW-G1 (EN) Orionlanchon666No ratings yet
- Gas Holdup in Flotation ColoumnDocument18 pagesGas Holdup in Flotation ColoumnMochamad Kamal IhsanNo ratings yet
- Protect Storage Tanks from Fire with Foam ChambersDocument3 pagesProtect Storage Tanks from Fire with Foam ChambersGonzalo CabreraNo ratings yet
- Reservoir Drive MechanismsDocument10 pagesReservoir Drive MechanismsSri Varshini PrathaNo ratings yet
- Energies: Energy-Saving Analysis of Solar Heating System With PCM Storage TankDocument18 pagesEnergies: Energy-Saving Analysis of Solar Heating System With PCM Storage Tank11751175No ratings yet
- Draft 5-Irr Chapter 17 of PD 856Document62 pagesDraft 5-Irr Chapter 17 of PD 856Carren MarquezNo ratings yet
- Assignment02 KM32203Document3 pagesAssignment02 KM32203Raiyre RolandNo ratings yet
- HVAC Components for Pharmaceutical FacilitiesDocument17 pagesHVAC Components for Pharmaceutical FacilitiesRajesh PuppalaNo ratings yet
- Renolin ThermDocument1 pageRenolin ThermFarhan TamjidNo ratings yet
- Differential Scanning Calorimetry: G.W. H. Höhne, W. Hemminger, H.-J. FlammersheimDocument4 pagesDifferential Scanning Calorimetry: G.W. H. Höhne, W. Hemminger, H.-J. FlammersheimMiguel Angel Magaña FuentesNo ratings yet
- A Modified Version of The Reactingfoam Tutorial For LesDocument13 pagesA Modified Version of The Reactingfoam Tutorial For LesmjkNo ratings yet
- AerosolsDocument4 pagesAerosolsUmesh KumarNo ratings yet