You might also like
- Mineral Processing Operations Gold PlantDocument31 pagesMineral Processing Operations Gold Planttkubvos100% (1)
- High Rise Structures:Plumbing Design Guidelines.Document6 pagesHigh Rise Structures:Plumbing Design Guidelines.shrikant85% (27)
- Wet Scrubbers 022002 PDFDocument8 pagesWet Scrubbers 022002 PDFbaharuonlyhumanNo ratings yet
- Pump Installation Inspection ReportDocument13 pagesPump Installation Inspection Reportspazzbgt100% (1)
- Plumbing VentilationDocument38 pagesPlumbing VentilationRonald PanaliganNo ratings yet
- Mobile equipment, fixed plant and bulk oil filtration solutionsDocument50 pagesMobile equipment, fixed plant and bulk oil filtration solutionsJon CarbonNo ratings yet
- Raw & Boiler Water TreatmentDocument123 pagesRaw & Boiler Water TreatmentGOBLIN XXXNo ratings yet
- Mud ContaminantDocument16 pagesMud ContaminantCiputra 'Boy' Tampubolon0% (1)
- Chapter 13 - Heat TransferDocument144 pagesChapter 13 - Heat TransferWawNo ratings yet
- Determination of Reducing Sugars, Total Reducing Sugars, Sucrose and StarchDocument18 pagesDetermination of Reducing Sugars, Total Reducing Sugars, Sucrose and StarchProcess R&D Sin A 615No ratings yet
- Drilling Fluid PDFDocument68 pagesDrilling Fluid PDFShiela ONo ratings yet
- CO2 Molding ProcessDocument13 pagesCO2 Molding Processthodeti babuNo ratings yet
- Runner Balancing InjectionMolding2 PDFDocument10 pagesRunner Balancing InjectionMolding2 PDFLEV JAMARENo ratings yet
- Mining Production ReportDocument22 pagesMining Production Reporttkubvos100% (1)
- Extrusion Troubleshooting PDFDocument2 pagesExtrusion Troubleshooting PDFChivuAlexandruNo ratings yet
- Chemical Process Industries (Ch-211) Sugar Industry Instructor: Abdul Wahab Department of Chemical Engineering (Dche)Document41 pagesChemical Process Industries (Ch-211) Sugar Industry Instructor: Abdul Wahab Department of Chemical Engineering (Dche)ibrahim AbbasNo ratings yet
- Bar Soap Finishing - Luis Spitz 4-5-2006Document84 pagesBar Soap Finishing - Luis Spitz 4-5-2006Gabriela Zubieta100% (4)
- Manila Master Plumber review highlights Plumbing Code examDocument18 pagesManila Master Plumber review highlights Plumbing Code examChristopher Joshua MartinezNo ratings yet
- Bestway Cement IndustryDocument39 pagesBestway Cement IndustrySulman KhalidNo ratings yet
- Cement Manufacturing ProcessDocument81 pagesCement Manufacturing ProcessAryabhatt ThakurNo ratings yet
- ContaminationDocument30 pagesContaminationSofiane KharchiNo ratings yet
- Drilling FluidDocument48 pagesDrilling FluidNasih AhmadNo ratings yet
- Qmax Solids Control EquipmentDocument18 pagesQmax Solids Control Equipment2591995No ratings yet
- Sugar IndustryDocument47 pagesSugar IndustryAli riazNo ratings yet
- Building Management System-UOM - MSC - Part - 1Document22 pagesBuilding Management System-UOM - MSC - Part - 1Uwan KivinduNo ratings yet
- Washing and Beneficiation Coal 2 BhawnaDocument16 pagesWashing and Beneficiation Coal 2 BhawnaTriptiNo ratings yet
- Best 1Document72 pagesBest 1tesfayregs gebretsadikNo ratings yet
- Shaka R GanjDocument36 pagesShaka R Ganjhk168No ratings yet
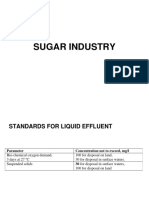
- LIQUID EFFLUENT STANDARDS FOR SUGAR INDUSTRYDocument16 pagesLIQUID EFFLUENT STANDARDS FOR SUGAR INDUSTRYsong1088No ratings yet
- Sand Handling For Heavy OilDocument27 pagesSand Handling For Heavy OilJose MarquezNo ratings yet
- Water For Reuse: Sand Screw Feed (From Sizing Screens)Document9 pagesWater For Reuse: Sand Screw Feed (From Sizing Screens)sanjeevNo ratings yet
- Challenges and Recommendations For Pakistan Sugar IndustryDocument9 pagesChallenges and Recommendations For Pakistan Sugar Industrymms_mzNo ratings yet
- Activation: FIG. 5.5. Flowsheet For The Manufacture of Fuller's EarthDocument3 pagesActivation: FIG. 5.5. Flowsheet For The Manufacture of Fuller's EarthBrianNo ratings yet
- Raw Material Grinding & StorageDocument24 pagesRaw Material Grinding & StorageMadhuNo ratings yet
- Module 5 - IWT-1Document39 pagesModule 5 - IWT-1Jayesh mheraNo ratings yet
- DRM FlitrationDocument25 pagesDRM Flitrationbudi.nainggolan budiNo ratings yet
- Enviro-Clear BrochureDocument4 pagesEnviro-Clear BrochureSergio PereiraNo ratings yet
- 2 Manish KumarDocument13 pages2 Manish KumarcyrilbhaskerNo ratings yet
- Waste to Energy Gas CleanupDocument23 pagesWaste to Energy Gas Cleanuprevolvevijaya123No ratings yet
- MeasurIT Quadbeam Application de Sludging 0803Document2 pagesMeasurIT Quadbeam Application de Sludging 0803cwiejkowskaNo ratings yet
- Vacuum Filter Description in Sugar Industry - Optimization of Sugar LossDocument19 pagesVacuum Filter Description in Sugar Industry - Optimization of Sugar Lossवैभव धुरीNo ratings yet
- Vacuum filter optimizationDocument8 pagesVacuum filter optimizationYounas Sardar100% (1)
- 06 - Solid Control EquipmentDocument18 pages06 - Solid Control EquipmentHosam HamdyNo ratings yet
- Crude Oil Refining - Separators, ExtractorsDocument24 pagesCrude Oil Refining - Separators, ExtractorsLuis RomeroNo ratings yet
- FiltrationDocument24 pagesFiltrationAly RasyidNo ratings yet
- Lecture-4 Drilling EngineeringDocument18 pagesLecture-4 Drilling Engineeringحيدر بادي - Haider BadiNo ratings yet
- Fine Particulate and Gas Removal: Tri-MerDocument4 pagesFine Particulate and Gas Removal: Tri-MerNathanNo ratings yet
- Balaram IND PROJECT 2 (RANGE CERAMIC)Document42 pagesBalaram IND PROJECT 2 (RANGE CERAMIC)Abugajal SkNo ratings yet
- Procemin 2015 Understanding The Slag Cooling Phenomenon and Its Impact On The Slag Flotation Process.Document28 pagesProcemin 2015 Understanding The Slag Cooling Phenomenon and Its Impact On The Slag Flotation Process.Nereo SpenglerNo ratings yet
- Drill in Fluids 1.0Document29 pagesDrill in Fluids 1.0Long Nhật PhanNo ratings yet
- Manufacturing Processes: Iii Semester / Ii YearDocument24 pagesManufacturing Processes: Iii Semester / Ii YearSenthil Kumar PeriyasamyNo ratings yet
- Unit-I: Manufacturing Technology-I Me8351Document34 pagesUnit-I: Manufacturing Technology-I Me8351rahulNo ratings yet
- Nil Waste Processing of Low Grade LimestoneDocument9 pagesNil Waste Processing of Low Grade LimestoneravibelavadiNo ratings yet
- Mod 6 DRLG BasicsDocument17 pagesMod 6 DRLG BasicsMin Thant MaungNo ratings yet
- SopsDocument133 pagesSopsCristhian Escobar MendezNo ratings yet
- 41-Drying of SC PDFDocument8 pages41-Drying of SC PDFWaleed KhanNo ratings yet
- BRANDT COBRA and KING COBRA Mud Conditioners Spec SheetDocument2 pagesBRANDT COBRA and KING COBRA Mud Conditioners Spec Sheetjimmy__428No ratings yet
- SUB Theme 3 - Full PaperDocument81 pagesSUB Theme 3 - Full PaperDedi ApriadiNo ratings yet
- DFDSS PDFDocument2 pagesDFDSS PDFJose ViramontesNo ratings yet
- Pembangunan Pabrik Pembuatan Agregat Perkerasan JalanDocument12 pagesPembangunan Pabrik Pembuatan Agregat Perkerasan JalanRiston BelMan SidabutarNo ratings yet
- Cement Process ChemistryDocument72 pagesCement Process ChemistryGiequat100% (1)
- BOGO-Medellin Company Inc. (Bomedco) : Prepared By: Rimark R. ZanoriaDocument33 pagesBOGO-Medellin Company Inc. (Bomedco) : Prepared By: Rimark R. ZanoriaRimarkNo ratings yet
- Dry processing – A viable option for Waterberg coalDocument31 pagesDry processing – A viable option for Waterberg coalmushava nyokaNo ratings yet
- IWPC, Dairy and Oil RefineryDocument24 pagesIWPC, Dairy and Oil RefinerySravan JanardhananNo ratings yet
- Application OF Iron Waste IN Geotechnical EngineeringDocument15 pagesApplication OF Iron Waste IN Geotechnical EngineeringAntariksha NayakNo ratings yet
- Sugar Industry: PakistanDocument17 pagesSugar Industry: PakistanMuhammad AwaisNo ratings yet
- PDCADocument12 pagesPDCAAkash Kumar RanaNo ratings yet
- L4 - Preliminary Treatment Sept 2020 PDFDocument20 pagesL4 - Preliminary Treatment Sept 2020 PDFrushdiNo ratings yet
- 2018 Mishasha T Et Al - Short Paper - PHENOTYPIC CORRELATIONS AMONG CANE QUALITY TRAITS MEASURED FROM UNSELECTED SUGARCANE BREEDING FAMILY PLOTSDocument4 pages2018 Mishasha T Et Al - Short Paper - PHENOTYPIC CORRELATIONS AMONG CANE QUALITY TRAITS MEASURED FROM UNSELECTED SUGARCANE BREEDING FAMILY PLOTSRizvanVavanNo ratings yet
- Mill BalanceDocument1 pageMill BalanceRizvanVavanNo ratings yet
- 1919 The Color of Sugar Cane Products and Decolorization in The FactorDocument33 pages1919 The Color of Sugar Cane Products and Decolorization in The FactorRizvanVavanNo ratings yet
- Faktor Yang Mempengaruhi Kinerja Ekonomi GKPDocument1 pageFaktor Yang Mempengaruhi Kinerja Ekonomi GKPRizvanVavanNo ratings yet
- Farmnote SugarCane EquationsDocument4 pagesFarmnote SugarCane EquationsRizvanVavanNo ratings yet
- 2009-M-13-King SPRI Conference On Sugarcane ResearchDocument11 pages2009-M-13-King SPRI Conference On Sugarcane ResearchRizvanVavanNo ratings yet
- 2008 Cost of Electrical Energy by Cogen in SugarmillDocument6 pages2008 Cost of Electrical Energy by Cogen in SugarmillRizvanVavanNo ratings yet
- Optimalisasi JurnalDocument8 pagesOptimalisasi JurnalWisnuKusumaAtmajaNo ratings yet
- Catalog f9 05 40Document3 pagesCatalog f9 05 40Leydiivonne Cortes NorbertoNo ratings yet
- Revised Hod Chem Presentation For Naac NewDocument39 pagesRevised Hod Chem Presentation For Naac Newmakarand patil100% (1)
- Valtra A Katalog A72-92 09 PLDocument37 pagesValtra A Katalog A72-92 09 PLStanisław DuszczakNo ratings yet
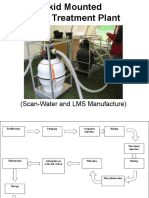
- Scan-Water and LMS ManufactureDocument19 pagesScan-Water and LMS Manufactureshivani guptaNo ratings yet
- Hazen Williams EquationDocument5 pagesHazen Williams EquationAnonymous BJ9omONo ratings yet
- CLASS 11422: DEP 31.38.01.15-Gen Class 11422, Rev. I Page 1 of 15Document15 pagesCLASS 11422: DEP 31.38.01.15-Gen Class 11422, Rev. I Page 1 of 15SaguesoNo ratings yet
- Hermetic CAN&CNFDocument20 pagesHermetic CAN&CNFkikechuNo ratings yet
- ASTM A672 Grade CC 60 EFW Pipe SuppliersDocument4 pagesASTM A672 Grade CC 60 EFW Pipe SuppliersRELIABLE PIPES & TUBESNo ratings yet
- Flow Chart Illustration of SWRO SystemDocument1 pageFlow Chart Illustration of SWRO SystemOsama AhmedNo ratings yet
- 0 - Model HMT Question PaperDocument2 pages0 - Model HMT Question PaperAshish RanjanNo ratings yet
- Chemistry Past Paper Ch4.1Document13 pagesChemistry Past Paper Ch4.1Raymond ChanNo ratings yet
- DHS Reactor Efficiently Treats WastewaterDocument14 pagesDHS Reactor Efficiently Treats WastewaterHafiz MauludNo ratings yet
- Problems KinematicsDocument3 pagesProblems KinematicsAsjad khanNo ratings yet
- General: Crude Oil Crude Oil - 219 219Document1 pageGeneral: Crude Oil Crude Oil - 219 219amirNo ratings yet
- Relief Valve (Swing) - Test and Adjust: SMCS - 5454-036Document4 pagesRelief Valve (Swing) - Test and Adjust: SMCS - 5454-036Steven Manuputty100% (1)
- SCD x4 Pre Pack ScreenDocument2 pagesSCD x4 Pre Pack ScreenLEONARDO ARZUZANo ratings yet
- Crompton PaperDocument4 pagesCrompton PaperDeepak C. RajwarNo ratings yet
- Bio-Cel MCP: Mechanical Cleaning ProcessDocument6 pagesBio-Cel MCP: Mechanical Cleaning Processshah younisNo ratings yet
- IngersollRand AirQualityGuideDocument6 pagesIngersollRand AirQualityGuideger80No ratings yet
- LIT Equipment - Catalogue A4 en VLRDocument56 pagesLIT Equipment - Catalogue A4 en VLREkaluck JongprasithpornNo ratings yet
- MEC251-Thermodynamics: Chapter 5: Gas Powered Cycles: Gas Turbine PlantDocument25 pagesMEC251-Thermodynamics: Chapter 5: Gas Powered Cycles: Gas Turbine PlantfatinNo ratings yet
- Experiment Instructions: HM 170.09 Drag Model Aero FoilDocument10 pagesExperiment Instructions: HM 170.09 Drag Model Aero FoilSIRAK MASRESHANo ratings yet