You might also like
- Epoxy Resin Arts and Crafts for BeginnersFrom EverandEpoxy Resin Arts and Crafts for BeginnersRating: 3 out of 5 stars3/5 (5)
- Self Compacting ConcreteDocument21 pagesSelf Compacting ConcreteSujay Raghavendra N86% (36)
- The Influence of Mineral and Organic Admixtures On The Rheology of Cement Paste and ConcreteDocument26 pagesThe Influence of Mineral and Organic Admixtures On The Rheology of Cement Paste and Concreteclimax1364No ratings yet
- Self Compacting ConcreteDocument46 pagesSelf Compacting ConcreteEngr Shahzad Hashim100% (1)
- Self-Compacting Concrete (SCC)Document17 pagesSelf-Compacting Concrete (SCC)Ritika BansalNo ratings yet
- High Performance ConcreteDocument85 pagesHigh Performance ConcreteVAIDEHI SHARMANo ratings yet
- Robo Sand (2) - 2Document21 pagesRobo Sand (2) - 2Shaik ShareefNo ratings yet
- Lec-9 - CE 201 - Concrete@CE-22 - 2022Document39 pagesLec-9 - CE 201 - Concrete@CE-22 - 2022purple9440No ratings yet
- Effect of Bentonite On Fresh and Hardened Property Oif Self Compacting ConcreteDocument9 pagesEffect of Bentonite On Fresh and Hardened Property Oif Self Compacting ConcreteMajd M. KhalilNo ratings yet
- Presentation On "Fabrication and Analysis of Mechanical Properties of Cementations MaterialDocument12 pagesPresentation On "Fabrication and Analysis of Mechanical Properties of Cementations MaterialdileepkumarNo ratings yet
- Emulsified and Special MixturesDocument26 pagesEmulsified and Special MixturesharNo ratings yet
- CT PPT (Admixtures)Document77 pagesCT PPT (Admixtures)Abhishek ShuklaNo ratings yet
- Concrete Made EasyDocument52 pagesConcrete Made EasyKIRAN GNo ratings yet
- Ce133p 2 A74 HW1 DaguipaDocument13 pagesCe133p 2 A74 HW1 DaguipaColin Dwight M. DaguipaNo ratings yet
- 18 Batch Thesis NewDocument37 pages18 Batch Thesis NewSayma SultanaNo ratings yet
- Shotcrete Mix DesignDocument8 pagesShotcrete Mix DesignMalak HindiNo ratings yet
- ConcreteDocument5 pagesConcreteAlaine LazaroNo ratings yet
- Concrete Basics & Its PropertiesDocument29 pagesConcrete Basics & Its PropertiesAbhishek N SNo ratings yet
- Mini Project (RHA) Final ReviewDocument27 pagesMini Project (RHA) Final Reviewrohith varmaNo ratings yet
- Concrete TechnologyDocument60 pagesConcrete TechnologychilizaeyethuNo ratings yet
- Self Compacting ConcreteDocument27 pagesSelf Compacting ConcreteJatin MaggoNo ratings yet
- Styrene Butadiene Latex: DiscussionsDocument41 pagesStyrene Butadiene Latex: DiscussionsLong An DoNo ratings yet
- Department of Civil Engineering GM Institute of Technology, DAVANAGERE-577006Document23 pagesDepartment of Civil Engineering GM Institute of Technology, DAVANAGERE-577006Basavaraju SNo ratings yet
- Admixture - 3Document11 pagesAdmixture - 3Baibaswata DasNo ratings yet
- Wet Sprayed Concrete: 6.1 UsesDocument8 pagesWet Sprayed Concrete: 6.1 UsesbunkunNo ratings yet
- Effective Use of Waste Marble Powder As Partial 1Document29 pagesEffective Use of Waste Marble Powder As Partial 1AkashDashNo ratings yet
- Combine Effect of Rice Husk Ash and FlyDocument17 pagesCombine Effect of Rice Husk Ash and FlyDominic DatuinNo ratings yet
- Compaction Factor ExperimentDocument23 pagesCompaction Factor ExperimentYI HEN ONGNo ratings yet
- Compressive Strength of Concrete With Rice Husk Ash As Partial Replacement of Ordinary Portland CementDocument6 pagesCompressive Strength of Concrete With Rice Husk Ash As Partial Replacement of Ordinary Portland CementdamanNo ratings yet
- ECS436 Week4Document45 pagesECS436 Week4harithhasdiNo ratings yet
- Guided By: S. Ramesh M.E Project Members: S.Anguselvan R.Syedkhaja Amrudeen R.Shankar GuruDocument23 pagesGuided By: S. Ramesh M.E Project Members: S.Anguselvan R.Syedkhaja Amrudeen R.Shankar GuruFazalur RahmanNo ratings yet
- Mix DesignDocument5 pagesMix Designram6265790No ratings yet
- Experimental Studies On High Perfirmance Concrete Using MetakaolinDocument25 pagesExperimental Studies On High Perfirmance Concrete Using Metakaolinచిమ్ముల సందీప్ రెడ్డిNo ratings yet
- Performance of Coconut Shell As Coarse Aggregate inDocument46 pagesPerformance of Coconut Shell As Coarse Aggregate inBiprajit Saha100% (1)
- Optimisation of Building Material To Achieve Specific StrenghtDocument44 pagesOptimisation of Building Material To Achieve Specific StrenghtVinayak ChaturvediNo ratings yet
- Basics of Concrete & Concrete Technology: Construction Chemicals, Thermax LimitedDocument52 pagesBasics of Concrete & Concrete Technology: Construction Chemicals, Thermax LimitedSunder Tukaram KelkarNo ratings yet
- Experimental Studies On Utilization of Shredded Plastic Waste in Hardened Concrete MixDocument52 pagesExperimental Studies On Utilization of Shredded Plastic Waste in Hardened Concrete MixShashi KumarNo ratings yet
- Effect of Artificial Sand On Compressive Strength and Workability of Concrete in Optimum ReplacementDocument7 pagesEffect of Artificial Sand On Compressive Strength and Workability of Concrete in Optimum Replacementvishal guptaNo ratings yet
- Ce133p 2 A74 HW1 DaguipaDocument13 pagesCe133p 2 A74 HW1 DaguipaColin Dwight M. DaguipaNo ratings yet
- l2 - Concrete Sample PreparationDocument24 pagesl2 - Concrete Sample PreparationWajira Sanjaya PereraNo ratings yet
- 03 - DesV - Mix Design Sydney EAGCG PDFDocument39 pages03 - DesV - Mix Design Sydney EAGCG PDFteguh widayat100% (1)
- Concrete Technology - Lecture 1Document11 pagesConcrete Technology - Lecture 1Taha Buğra ÖzdemirNo ratings yet
- Module 4Document31 pagesModule 4Lhealyn Matibag BantugonNo ratings yet
- Concrete AdmixturesDocument23 pagesConcrete Admixturesyash khandol100% (1)
- Lecture 5 Mix ProportioningDocument109 pagesLecture 5 Mix ProportioningEmmanuelNo ratings yet
- Project Report On Marble DustDocument13 pagesProject Report On Marble Dustchandru civil100% (1)
- Experimental Investigation ON Flyash Based Microsilica ConcreteDocument67 pagesExperimental Investigation ON Flyash Based Microsilica ConcreteSagarNo ratings yet
- Mixingofconcretewitheffects 151014102053 Lva1 App6892 PDFDocument37 pagesMixingofconcretewitheffects 151014102053 Lva1 App6892 PDFChandresh ReddyNo ratings yet
- Bendable Concrete: Presented byDocument30 pagesBendable Concrete: Presented byArsam HaqNo ratings yet
- EXAMPLE OF MIX DESIGN .R.s.Document11 pagesEXAMPLE OF MIX DESIGN .R.s.Ramkiran TalariNo ratings yet
- CCM Week 01 2 Structure of Construction MaterialsDocument72 pagesCCM Week 01 2 Structure of Construction MaterialsDiwakar SehgalNo ratings yet
- Quality Control in Concrete ConstructionDocument123 pagesQuality Control in Concrete ConstructionLouieNo ratings yet
- Mortars With Ultra High Strength.: Peter Buitelaar Contec Aps DenmarkDocument15 pagesMortars With Ultra High Strength.: Peter Buitelaar Contec Aps DenmarkshwetaNo ratings yet
- Concrete & RCC (BMC 3)Document41 pagesConcrete & RCC (BMC 3)Arsh ChaudharyNo ratings yet
- E Poster PresentationDocument15 pagesE Poster Presentationdhruv soniNo ratings yet
- Carbon Fiber Based Self Sensing Smart Concrete For Resistivity and ConductivityDocument35 pagesCarbon Fiber Based Self Sensing Smart Concrete For Resistivity and ConductivityHaaris RashidNo ratings yet
- Study On Properties of Cellular Light Weight ConcreteDocument19 pagesStudy On Properties of Cellular Light Weight ConcreteDivya VahinipathiNo ratings yet
- Use of Plastic Waste in Road ConstructionDocument27 pagesUse of Plastic Waste in Road ConstructionMohammed MujeebuddinNo ratings yet
- Concrete Crafts: Making Modern Accessories for the Home and GardenFrom EverandConcrete Crafts: Making Modern Accessories for the Home and GardenRating: 4 out of 5 stars4/5 (3)
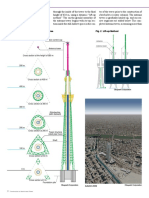
- Assembly of Antenna Tower by The Lift-Up Method: Building ConstructionDocument1 pageAssembly of Antenna Tower by The Lift-Up Method: Building ConstructionAnh Quoc VuNo ratings yet
- Session 7 - Shear Strength of SoilsDocument27 pagesSession 7 - Shear Strength of SoilsmohamedyahaiNo ratings yet
- A Comparative Study On Analysis & Design of Pre-Engineered & Conventional Industrial BuildingDocument7 pagesA Comparative Study On Analysis & Design of Pre-Engineered & Conventional Industrial BuildingAyush GargNo ratings yet
- Design of Composite Haunch Beams and Connections For Long Span Applications PDFDocument176 pagesDesign of Composite Haunch Beams and Connections For Long Span Applications PDFVance kang100% (1)
- BiFr ListDocument20 pagesBiFr Listnisarg_No ratings yet
- Seam 2 Week 3Document34 pagesSeam 2 Week 3justine arenasNo ratings yet
- Energy Efficient Buildings Design Heating & Cooling LoadsDocument5 pagesEnergy Efficient Buildings Design Heating & Cooling Loadsaltamash thakurNo ratings yet
- Analysis of Statically Determinate StructuresDocument17 pagesAnalysis of Statically Determinate StructuresArah Louise ApostolNo ratings yet
- Well Performance & ModellingDocument19 pagesWell Performance & ModellingOktodas WaraneyNo ratings yet
- Emitterline Lime en LeachingDocument2 pagesEmitterline Lime en LeachingvictorNo ratings yet
- Is 13920.1993Document21 pagesIs 13920.1993Yogesh ThoratNo ratings yet
- Building Construction and Techniques: Sam College of Engineering & Technology, BhopalDocument15 pagesBuilding Construction and Techniques: Sam College of Engineering & Technology, Bhopalashi ashiNo ratings yet
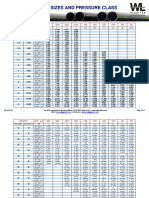
- WL102-0118 Ips Size Chart Pe4710Document2 pagesWL102-0118 Ips Size Chart Pe4710MarcoiNo ratings yet
- PS3Document2 pagesPS3Syrille Lubigan AlarconNo ratings yet
- Thixotropy of ClaysDocument2 pagesThixotropy of ClaysKrishan Pandya100% (1)
- Dometic-Mtcg 75371 PDFDocument32 pagesDometic-Mtcg 75371 PDFAndrei BronnikovNo ratings yet
- Properties & Strength of Materials (2) CV4213: Course Instructors Dr. Waleed Fouad Tawhed Dr. Ahmad AbdelkhalikDocument20 pagesProperties & Strength of Materials (2) CV4213: Course Instructors Dr. Waleed Fouad Tawhed Dr. Ahmad AbdelkhalikMagic MasterNo ratings yet
- Pressure Measurement - CHL207Document28 pagesPressure Measurement - CHL207Sakthi SNo ratings yet
- Intake, Raw Water Pump Station, and Transmission Mains: 1.1 ScopeDocument27 pagesIntake, Raw Water Pump Station, and Transmission Mains: 1.1 ScopeAmos MutoroNo ratings yet
- Harmonic Analysis and Design of Skew BridgeDocument16 pagesHarmonic Analysis and Design of Skew BridgesarikareddyNo ratings yet
- 03-Pump Station Design ReqsDocument160 pages03-Pump Station Design ReqsRaj100% (3)
- Internship Projects: Pro R&D PVT LTDDocument19 pagesInternship Projects: Pro R&D PVT LTDSanjay IraniNo ratings yet
- MOS Precast PilingDocument5 pagesMOS Precast PilingPuzzelsProductionNo ratings yet
- HEC 1D MorphDocument12 pagesHEC 1D Morphtasya asyantinaNo ratings yet
- HFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedDocument9 pagesHFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedVignesh PanchabakesanNo ratings yet
- List of Licences: Data For All - Foreign ManufacturersDocument168 pagesList of Licences: Data For All - Foreign ManufacturersKamal T100% (3)
- Specification For Applied Finishes For Flat RoofsDocument6 pagesSpecification For Applied Finishes For Flat RoofsparathasiNo ratings yet
- Rutting of Granular Pavements ArnoldDocument367 pagesRutting of Granular Pavements Arnoldbkollarou9632No ratings yet
- Planning, Analysis and Design of (G+20) Multi-Storey Residential Building Using Staad - ProDocument8 pagesPlanning, Analysis and Design of (G+20) Multi-Storey Residential Building Using Staad - ProShameer ShajiNo ratings yet
- Exercise #1 - RC StaircaseDocument10 pagesExercise #1 - RC StaircaseRuhan PeriyannanNo ratings yet