You might also like
- SERVICE TOOL CATALOG Carrier TransicoldDocument98 pagesSERVICE TOOL CATALOG Carrier Transicoldgamagg100% (3)
- QMS-012 3rd Party Insp of Vendor Products, Issue 4 Apr 20Document9 pagesQMS-012 3rd Party Insp of Vendor Products, Issue 4 Apr 20bmanojkumar16No ratings yet
- 175 043600Document2 pages175 043600Abu Anas M.SalaheldinNo ratings yet
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechJagdishNo ratings yet
- Spare Parts Catalogue: D 968.560 ZO B750 (S2)Document309 pagesSpare Parts Catalogue: D 968.560 ZO B750 (S2)Edivaldo FlorentinoNo ratings yet
- 175 010700 PDFDocument2 pages175 010700 PDFAbu Anas M.SalaheldinNo ratings yet
- 175 010600Document1 page175 010600Abu Anas M.Salaheldin100% (1)
- 175 018200 PDFDocument2 pages175 018200 PDFAbu Anas M.SalaheldinNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerdheenasweetNo ratings yet
- 175 010710Document2 pages175 010710Abu Anas M.Salaheldin100% (1)
- 175 014301 PDFDocument2 pages175 014301 PDFAbu Anas M.SalaheldinNo ratings yet
- 175 010300 PDFDocument2 pages175 010300 PDFAbu Anas M.SalaheldinNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinNo ratings yet
- 175 011100Document2 pages175 011100Abu Anas M.SalaheldinNo ratings yet
- 175 013100Document2 pages175 013100Abu Anas M.SalaheldinNo ratings yet
- 175-022501 Flanges (WN, BL, Forged Steel & As)Document2 pages175-022501 Flanges (WN, BL, Forged Steel & As)ALINo ratings yet
- 175 014301 PDFDocument2 pages175 014301 PDFVivek S SurendranNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerSathish Kumar SelvarajNo ratings yet
- 175 091300Document2 pages175 091300Abu Anas M.SalaheldinNo ratings yet
- Saic-L-2010 Pmi Testing PDFDocument5 pagesSaic-L-2010 Pmi Testing PDFkarioke mohaNo ratings yet
- 13 Samss 003 PDFDocument7 pages13 Samss 003 PDFMohamed SolimanNo ratings yet
- Dimensions (Based On ASME/ANSI B16.9) and Example Weights For Long Radius ElbowsDocument3 pagesDimensions (Based On ASME/ANSI B16.9) and Example Weights For Long Radius ElbowsRAFAEL BRAVONo ratings yet
- SAIC-A-2008 Rev 0Document3 pagesSAIC-A-2008 Rev 0Kristine Caye DatarioNo ratings yet
- 175 030100Document2 pages175 030100Abu Anas M.Salaheldin100% (1)
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Materials System SpecificationDocument11 pagesMaterials System Specificationliuyx866No ratings yet
- Ir 175-010000Document2 pagesIr 175-010000Abu Anas M.SalaheldinNo ratings yet
- Materials System SpecificationDocument12 pagesMaterials System SpecificationGOSP3 QC Mechanical100% (1)
- SAIC-A-2020 Rev 2Document3 pagesSAIC-A-2020 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- 175 140500Document2 pages175 140500Abu Anas M.SalaheldinNo ratings yet
- Materials System SpecificationDocument7 pagesMaterials System Specificationaanouar77No ratings yet
- SAIC-K-4042 Rev 7Document2 pagesSAIC-K-4042 Rev 7shahzadaNo ratings yet
- Active Doc ListDocument405 pagesActive Doc Listnadeem UddinNo ratings yet
- Saudi Aramco Test Report: Positive Material Identification (PMI) Report 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Positive Material Identification (PMI) Report 30-Oct-17 MechJagdishNo ratings yet
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWNo ratings yet
- PIM AgendaDocument1 pagePIM Agendagayas416100% (1)
- SAIC-A-2016 Rev 0Document2 pagesSAIC-A-2016 Rev 0philipyapNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDocument15 pagesSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNo ratings yet
- 1 SATIP-E-007-01 Air Cooled HExch - Fin Fan-Rev 01Document2 pages1 SATIP-E-007-01 Air Cooled HExch - Fin Fan-Rev 01Anonymous S9qBDVkyNo ratings yet
- JIS B8363 60 Cone Hose Adapter Fittings CataloguDocument30 pagesJIS B8363 60 Cone Hose Adapter Fittings CataloguCGM MechanicalNo ratings yet
- 02 Samss 011Document36 pages02 Samss 011OMER ELFADILNo ratings yet
- 175 018000 PDFDocument2 pages175 018000 PDFAbu Anas M.SalaheldinNo ratings yet
- 04 Samss 048Document11 pages04 Samss 048Sami100% (1)
- SATIP-N-001-02 Rev. 4Document2 pagesSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- SAIC-H-2014 Rev 7Document3 pagesSAIC-H-2014 Rev 7mohammed siddiqNo ratings yet
- F-Number Reference ChartDocument2 pagesF-Number Reference ChartRichard BennardoNo ratings yet
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldAnonymous 4e7GNjzGW100% (1)
- Saudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 24-Jul-18Document8 pagesSaudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 24-Jul-18nadeem shaikhNo ratings yet
- Flange Inspection ReportDocument10 pagesFlange Inspection ReportkasvikrajNo ratings yet
- A F E S: Process Piping 670.200Document17 pagesA F E S: Process Piping 670.200puwarin najaNo ratings yet
- 34 Samss 821Document10 pages34 Samss 821Eagle SpiritNo ratings yet
- 1 SATIP-B-019-01 Portable Fire Protection Equip-Rev 1Document2 pages1 SATIP-B-019-01 Portable Fire Protection Equip-Rev 1JithuJohnNo ratings yet
- 175-026400 TIP AramcoDocument2 pages175-026400 TIP Aramcoengineersalam786No ratings yet
- 175 023400Document2 pages175 023400Abu Anas M.SalaheldinNo ratings yet
- 175-Ir022501, (850146), 07.12.2017Document2 pages175-Ir022501, (850146), 07.12.2017Rami ELLOUMINo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAli RazaNo ratings yet
- 175 325100Document2 pages175 325100sridhar100% (1)
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument3 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAli Raza100% (1)
- SA 175-043600 (Valves and FittingsDocument3 pagesSA 175-043600 (Valves and Fittingsmedatay270No ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerWael ChouchaniNo ratings yet
- 175 012200 PDFDocument2 pages175 012200 PDFAbu Anas M.SalaheldinNo ratings yet
- Special-2 Stainless Steel EnclosureDocument1 pageSpecial-2 Stainless Steel EnclosureAbu Anas M.SalaheldinNo ratings yet
- MT QuestionDocument11 pagesMT QuestionAbu Anas M.SalaheldinNo ratings yet
- BGAS QustionDocument47 pagesBGAS QustionAbu Anas M.SalaheldinNo ratings yet
- Iso 10423-2022Document12 pagesIso 10423-2022Abu Anas M.SalaheldinNo ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet
- الفلسفة اولي ثانوي الترم الأولDocument142 pagesالفلسفة اولي ثانوي الترم الأولAbu Anas M.SalaheldinNo ratings yet
- DC 950041 001Document1 pageDC 950041 001Abu Anas M.SalaheldinNo ratings yet
- Hydraulics - Offshore SuppliesDocument1,214 pagesHydraulics - Offshore SuppliesAbu Anas M.SalaheldinNo ratings yet
- Esab Xpert 7018 Low Hydrogen ElectrodeDocument1 pageEsab Xpert 7018 Low Hydrogen ElectrodeAbu Anas M.SalaheldinNo ratings yet
- Buttweldshrinkagepaper BasavarajuDocument9 pagesButtweldshrinkagepaper BasavarajuAbu Anas M.SalaheldinNo ratings yet
- 2014 Yang MaterialEffectonShrinkage WJ 2014 11 s421Document11 pages2014 Yang MaterialEffectonShrinkage WJ 2014 11 s421Abu Anas M.SalaheldinNo ratings yet
- Heavy Walled Pressure Vessels Al ZamilDocument28 pagesHeavy Walled Pressure Vessels Al ZamilAbu Anas M.SalaheldinNo ratings yet
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- List of Material: NotesDocument1 pageList of Material: NotesAbu Anas M.SalaheldinNo ratings yet
- Saudi Arabian Oil Company: NotesDocument1 pageSaudi Arabian Oil Company: NotesAbu Anas M.SalaheldinNo ratings yet
- DC 950045 001Document1 pageDC 950045 001Abu Anas M.SalaheldinNo ratings yet
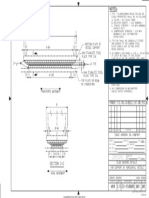
- Notes:: Typical Installation DrawingDocument1 pageNotes:: Typical Installation DrawingAbu Anas M.SalaheldinNo ratings yet
- Notes:: List of Material Detail Qty. ForDocument1 pageNotes:: List of Material Detail Qty. ForAbu Anas M.SalaheldinNo ratings yet
- Ad 036023 001Document1 pageAd 036023 001Abu Anas M.SalaheldinNo ratings yet
- List of Materials: Saudi Arabian Oil CompanyDocument1 pageList of Materials: Saudi Arabian Oil CompanyAbu Anas M.SalaheldinNo ratings yet
- Stargrip Cat PDFDocument12 pagesStargrip Cat PDFDGWNo ratings yet
- Vickers 35V PDFDocument4 pagesVickers 35V PDFwag008100% (1)
- Store Spare PartsDocument544 pagesStore Spare Partsahmer baigNo ratings yet
- Civil and Environmental Engineering: Department ofDocument30 pagesCivil and Environmental Engineering: Department ofMir Tareque AliNo ratings yet
- Indian Codes - Concrete Design PerDocument7 pagesIndian Codes - Concrete Design Peribrahim100% (1)
- POWERPLANT1 PPT 9 Diesel Cycle and Brayton CycleDocument31 pagesPOWERPLANT1 PPT 9 Diesel Cycle and Brayton CycleRicky AntonioNo ratings yet
- Design of Shear Reinforcement in RCC Structures: Intended Learning Outcomes (ILO)Document16 pagesDesign of Shear Reinforcement in RCC Structures: Intended Learning Outcomes (ILO)anirbanpwd76No ratings yet
- Notes On Physics of AnimationDocument15 pagesNotes On Physics of AnimationAnkush100% (9)
- Project CharterDocument4 pagesProject Charterbikanabajosue18No ratings yet
- Omar Al-Hasan Resume 2013Document2 pagesOmar Al-Hasan Resume 2013Omar Yaser ShraimNo ratings yet
- Elementary Mechanics of Fluids: Ce 319 F Daene MckinneyDocument12 pagesElementary Mechanics of Fluids: Ce 319 F Daene MckinneypedrothiagotauaNo ratings yet
- Ecs 1KD BDocument13 pagesEcs 1KD BMarco Yarasca RomeroNo ratings yet
- NAS1303 CoastFabricationDocument2 pagesNAS1303 CoastFabricationsje productionNo ratings yet
- Maintenance Schedule: I: Inspect C: Clean R: Replace A: Adjust L:Lubricate T: Top UpDocument3 pagesMaintenance Schedule: I: Inspect C: Clean R: Replace A: Adjust L:Lubricate T: Top UpgolwalaamitNo ratings yet
- VRF SpecsDocument6 pagesVRF SpecsAshar HassanNo ratings yet
- Air Conditioning ProjectDocument87 pagesAir Conditioning Projectesmaeil borhamNo ratings yet
- Single-Filament Tire Bead Wire Made From Steel: Standard Test Methods ForDocument6 pagesSingle-Filament Tire Bead Wire Made From Steel: Standard Test Methods ForSandipGangurdeNo ratings yet
- MB1-1-Bose - Reliability and Accuracy of Ship Powering Performance ExtDocument8 pagesMB1-1-Bose - Reliability and Accuracy of Ship Powering Performance ExtJayasankar PillaiNo ratings yet
- Power Plant ControlDocument42 pagesPower Plant Controlsourav63% (8)
- Testing The AFM's Air Temperature SensorDocument1 pageTesting The AFM's Air Temperature SensorporkfaceNo ratings yet
- D2 FloPro Control ValveDocument4 pagesD2 FloPro Control ValveJairo AlonsoNo ratings yet
- James Watt PDFDocument1 pageJames Watt PDFDivya DarshiniNo ratings yet
- ATS Whitepaper Power Contactor vs. BREAKER 5Document2 pagesATS Whitepaper Power Contactor vs. BREAKER 5Ihab El SawiNo ratings yet
- Hydrostatic Forces On SurfaceDocument55 pagesHydrostatic Forces On SurfaceChristine LaurdenNo ratings yet
- GRUNDFOS - Sewage Handbook - LowDocument118 pagesGRUNDFOS - Sewage Handbook - Lowrdavid@hotmail.it100% (1)
- Seismic Evalutaionofa Liquid Nitrogen TankDocument47 pagesSeismic Evalutaionofa Liquid Nitrogen TankTharach JanesuapasaereeNo ratings yet
- Wa0046Document307 pagesWa0046ABDUL GHAFOORNo ratings yet
- ZL - 205Document2 pagesZL - 205Fraz AhmadNo ratings yet