You might also like
- A Practical Guide To Selecting The Right Control ChartDocument20 pagesA Practical Guide To Selecting The Right Control ChartdouslasNo ratings yet
- 4.statistical Process ContorlDocument47 pages4.statistical Process ContorlMinhajul Haque SarkarNo ratings yet
- Statistical Process Control: Fqa Lec 5Document31 pagesStatistical Process Control: Fqa Lec 5Shaira Madiline M. GelvezonNo ratings yet
- Process Capability: 99.73% of parts lie within the 6 σ limitsDocument10 pagesProcess Capability: 99.73% of parts lie within the 6 σ limitsrm_muruganNo ratings yet
- Unit Iii Statistical Process Control and Process CapabilityDocument26 pagesUnit Iii Statistical Process Control and Process CapabilityDurai Raj KumarNo ratings yet
- Lecture 12Document36 pagesLecture 12Inzamam Ul HaqNo ratings yet
- Chapter 6 CD Qualtiy ControlDocument46 pagesChapter 6 CD Qualtiy ControlEngineerMqNo ratings yet
- 5-Control Charts For AttributesDocument43 pages5-Control Charts For AttributesComputer Maintainance Hardware and softwareNo ratings yet
- Statistical Process Control Tan2Document11 pagesStatistical Process Control Tan2J.m. JocsonNo ratings yet
- P ChartDocument71 pagesP ChartAnu SubediNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-265324689No ratings yet
- Control ChartsDocument8 pagesControl ChartsJOHN TUMWEBAZENo ratings yet
- Control Chart 2Document56 pagesControl Chart 2Thanh VyNo ratings yet
- PPT3-Quality in ProductionDocument55 pagesPPT3-Quality in ProductionK3L PLN WKSKTNo ratings yet
- By, Pradeep Nayar (Roll No-24/2009) - Abhishek Kumar (Roll No-13/2009) Rohit Siddhu (Roll No-18/2009)Document22 pagesBy, Pradeep Nayar (Roll No-24/2009) - Abhishek Kumar (Roll No-13/2009) Rohit Siddhu (Roll No-18/2009)Abhishek KumarNo ratings yet
- Chapter 10 NotesDocument21 pagesChapter 10 NotesfrtisNo ratings yet
- SQCDocument36 pagesSQCMandeep SinghNo ratings yet
- Assignment#3 Opeman, Abonitalla 3bsais-2Document2 pagesAssignment#3 Opeman, Abonitalla 3bsais-2Kylie Marie AbonitallaNo ratings yet
- PPT4-Statistical Process Control and Capability AnalysisDocument120 pagesPPT4-Statistical Process Control and Capability AnalysisDini MaharNo ratings yet
- Reading Assignment OperationsDocument6 pagesReading Assignment OperationsAhmed NasrNo ratings yet
- Chapters 1-5 Midterm ReviewerDocument4 pagesChapters 1-5 Midterm ReviewerJaafar SorianoNo ratings yet
- Metrology Control ChartsDocument14 pagesMetrology Control ChartsRaghu KrishnanNo ratings yet
- 4.statistical Process ControlDocument40 pages4.statistical Process ControlTalha Imran100% (1)
- Statistical Quality ControlDocument23 pagesStatistical Quality Controljoan dueroNo ratings yet
- A Presentation On: Control ChartsDocument30 pagesA Presentation On: Control Chartsanil gautamNo ratings yet
- Chapter Four Statistical Quality Control (SQC)Document31 pagesChapter Four Statistical Quality Control (SQC)fekadeNo ratings yet
- Chapter 7 Qualtiy ControlDocument83 pagesChapter 7 Qualtiy ControlEngineerMqNo ratings yet
- STAT8010 Applied Statistical Techniques: Process Performance Introduction To Control ChartsDocument75 pagesSTAT8010 Applied Statistical Techniques: Process Performance Introduction To Control ChartsIsha BNo ratings yet
- Cost Notes PDF FreeDocument6 pagesCost Notes PDF FreeDark PrincessNo ratings yet
- Herramientas para Conservar y Mejorar La Conversion EsbeltaDocument34 pagesHerramientas para Conservar y Mejorar La Conversion Esbeltafranckiko3No ratings yet
- Statistical Quality ControlDocument43 pagesStatistical Quality ControlRudraksh AgrawalNo ratings yet
- Statistical Process ControlDocument66 pagesStatistical Process Controlanshuldce50% (2)
- 7 QC ToolsDocument41 pages7 QC ToolsJhon LerryNo ratings yet
- WK 10 - Process CapabilityDocument20 pagesWK 10 - Process CapabilityNazia SyedNo ratings yet
- Benchmarking:: and From Organizations Anywhere in The World To Help Improve The PerformanceDocument7 pagesBenchmarking:: and From Organizations Anywhere in The World To Help Improve The PerformanceMahdi KhemakhemNo ratings yet
- Control Charts For Attributes: MGT 6421 Quality Management IIDocument12 pagesControl Charts For Attributes: MGT 6421 Quality Management IIRoque EstradaNo ratings yet
- C6 Control Charts For AttributesDocument26 pagesC6 Control Charts For Attributesmuhammad_mmd50% (2)
- Process Capability and Statistical Process ControlDocument8 pagesProcess Capability and Statistical Process ControlDeepakh ArunNo ratings yet
- ISYE-630 Advanced Quality Control Homework-2Document3 pagesISYE-630 Advanced Quality Control Homework-2mksjNo ratings yet
- Statistical Quality Control: Simple Applications of Statistics in TQMDocument57 pagesStatistical Quality Control: Simple Applications of Statistics in TQMHarpreet Singh PanesarNo ratings yet
- Chapter 9Document43 pagesChapter 9Mitzi Gia CuentaNo ratings yet
- Basic Control ChartsDocument20 pagesBasic Control ChartsAdrian Hartanto KencanaNo ratings yet
- Statistical QCDocument57 pagesStatistical QCJigar NagvadiaNo ratings yet
- Charts AttributesDocument50 pagesCharts Attributesganeshrk95No ratings yet
- Unit Iii Meaning and Significance of Statistical Process Control (SPC)Document7 pagesUnit Iii Meaning and Significance of Statistical Process Control (SPC)prasannabalajiNo ratings yet
- Chapter 5 - Control Chart For AttributesDocument28 pagesChapter 5 - Control Chart For AttributesAtirah AsnaNo ratings yet
- Quality - Voice of Customer and Voice of Process: RequirementsDocument8 pagesQuality - Voice of Customer and Voice of Process: RequirementsMd. Shad AnwarNo ratings yet
- Control Charts: by Praveen GuptaDocument4 pagesControl Charts: by Praveen GuptaKlemen StrušnikNo ratings yet
- Tedco SPCDocument83 pagesTedco SPCselvamNo ratings yet
- Control ChartsDocument29 pagesControl Chartsmbstutextile100% (1)
- Question Paper SPC - MSTCDocument11 pagesQuestion Paper SPC - MSTCRajesh SahasrabuddheNo ratings yet
- Control ChartDocument59 pagesControl ChartMAHESHNo ratings yet
- Statistical Process ControlDocument29 pagesStatistical Process ControlTushar NaikNo ratings yet
- Continual Improvement For Auto IndustryDocument15 pagesContinual Improvement For Auto IndustryPinnacle qualityNo ratings yet
- Chapter 2 of One - Theory of Control ChartDocument36 pagesChapter 2 of One - Theory of Control ChartAmsalu SeteyNo ratings yet
- Practice Exam For The Statistical Process ControlDocument27 pagesPractice Exam For The Statistical Process ControlSaurabh PhandNo ratings yet
- Control Charts and Process Control in SAPDocument18 pagesControl Charts and Process Control in SAPDebasish Behera100% (1)
- Chapter 10Document7 pagesChapter 10Jeffrey YsipNo ratings yet
- Control Charts For Variables Contd ..: Department of Industrial Engineering UET PeshawarDocument19 pagesControl Charts For Variables Contd ..: Department of Industrial Engineering UET PeshawarZara SaharNo ratings yet
- Aging Workforce in Korea: Vietnam National University - Ho Chi Minh City International University School of BusinessDocument11 pagesAging Workforce in Korea: Vietnam National University - Ho Chi Minh City International University School of BusinessQuỳnh HoaNo ratings yet
- Final Reflection: Vietnam National University - Ho Chi Minh City International University School of BusinessDocument4 pagesFinal Reflection: Vietnam National University - Ho Chi Minh City International University School of BusinessQuỳnh HoaNo ratings yet
- Aging Workforce in Korea: Vietnam National University - Ho Chi Minh City International University School of BusinessDocument11 pagesAging Workforce in Korea: Vietnam National University - Ho Chi Minh City International University School of BusinessQuỳnh HoaNo ratings yet
- POM - Part 1Document2 pagesPOM - Part 1Quỳnh HoaNo ratings yet
- CSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017Document6 pagesCSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017oberai100% (1)
- Control ValvesDocument95 pagesControl ValvesHardik Acharya100% (1)
- LC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Document2 pagesLC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Mahadi Hassan ShemulNo ratings yet
- Amity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorDocument23 pagesAmity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorMayank TayalNo ratings yet
- Wine TourismDocument9 pagesWine Tourismyarashovanilufar1999No ratings yet
- Cash Flow July 2021Document25 pagesCash Flow July 2021pratima jadhavNo ratings yet
- Jurnal Job DescriptionDocument13 pagesJurnal Job DescriptionAji Mulia PrasNo ratings yet
- EPW, Vol.58, Issue No.44, 04 Nov 2023Document66 pagesEPW, Vol.58, Issue No.44, 04 Nov 2023akashupscmadeeaseNo ratings yet
- 11-Rubber & PlasticsDocument48 pages11-Rubber & PlasticsJack NgNo ratings yet
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Document6 pagesCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNo ratings yet
- .IAF-GD5-2006 Guide 65 Issue 3Document30 pages.IAF-GD5-2006 Guide 65 Issue 3bg_phoenixNo ratings yet
- Importance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesDocument61 pagesImportance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesjrtnNo ratings yet
- BSS Troubleshooting Manual PDFDocument220 pagesBSS Troubleshooting Manual PDFleonardomarinNo ratings yet
- Sprinkler Sizing en v1Document12 pagesSprinkler Sizing en v1CristianDumitru0% (1)
- Designed For Severe ServiceDocument28 pagesDesigned For Severe ServiceAnthonyNo ratings yet
- Configuration Guide - Interface Management (V300R007C00 - 02)Document117 pagesConfiguration Guide - Interface Management (V300R007C00 - 02)Dikdik PribadiNo ratings yet
- Template Budget ProposalDocument4 pagesTemplate Budget ProposalimamNo ratings yet
- Installation Instructions INI Luma Gen2Document21 pagesInstallation Instructions INI Luma Gen2John Kim CarandangNo ratings yet
- Blackberry: Terms of Use Find Out MoreDocument21 pagesBlackberry: Terms of Use Find Out MoreSonu SarswatNo ratings yet
- 12 Step Worksheet With QuestionsDocument26 pages12 Step Worksheet With QuestionsKristinDaigleNo ratings yet
- Agma MachineDocument6 pagesAgma Machinemurali036No ratings yet
- CM2192 - High Performance Liquid Chromatography For Rapid Separation and Analysis of A Vitamin C TabletDocument2 pagesCM2192 - High Performance Liquid Chromatography For Rapid Separation and Analysis of A Vitamin C TabletJames HookNo ratings yet
- BECED S4 Motivational Techniques PDFDocument11 pagesBECED S4 Motivational Techniques PDFAmeil OrindayNo ratings yet
- AP8 Q4 Ip9 V.02Document7 pagesAP8 Q4 Ip9 V.02nikka suitadoNo ratings yet
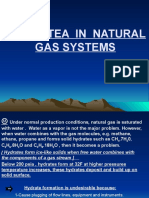
- Chapter 2 HydrateDocument38 pagesChapter 2 HydrateTaha Azab MouridNo ratings yet
- Waves and Ocean Structures Journal of Marine Science and EngineeringDocument292 pagesWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billNo ratings yet
- Applications of Wireless Sensor Networks: An Up-to-Date SurveyDocument24 pagesApplications of Wireless Sensor Networks: An Up-to-Date SurveyFranco Di NataleNo ratings yet
- 2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)Document1 page2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)matwan29No ratings yet
- SAMPLE MCQuestions ByTopicsDocument45 pagesSAMPLE MCQuestions ByTopicsVeeru ManikantaNo ratings yet
- Use of The Internet in EducationDocument23 pagesUse of The Internet in EducationAlbert BelirNo ratings yet