You might also like
- 06 TM Test CompressionDocument7 pages06 TM Test CompressionRathnambiga UnnikrishnanNo ratings yet
- Test CompDocument5 pagesTest Compbalaji ENo ratings yet
- Testing CompDocument4 pagesTesting Compbalaji ENo ratings yet
- SmartScan CompressionDocument5 pagesSmartScan CompressionAlexNo ratings yet
- Edt MaskingDocument3 pagesEdt Maskingbalaji E100% (1)
- At - Speed TestingDocument6 pagesAt - Speed TestingNikunj VadodariaNo ratings yet
- Compression NotesDocument10 pagesCompression NotesSurendra Lovely Surendra50% (2)
- At-Speed Testing Made EasyDocument7 pagesAt-Speed Testing Made Easymsk123123No ratings yet
- At Speed TestingDocument7 pagesAt Speed TestingshobitNo ratings yet
- 10 Commandments Scan Design High Coverage TestingDocument42 pages10 Commandments Scan Design High Coverage TestingSivaramakrishna Anumolu67% (3)
- 10 Tips For Successful Scan Design Part OneDocument6 pages10 Tips For Successful Scan Design Part Onebesha1987No ratings yet
- 1.1 Testability and Design For Test (DFT)Document29 pages1.1 Testability and Design For Test (DFT)spaulsNo ratings yet
- Scan CompressionDocument20 pagesScan CompressionJai Kiran RNo ratings yet
- No Loss of Coverage in The Presence of X StatesDocument2 pagesNo Loss of Coverage in The Presence of X Statesbalaji ENo ratings yet
- Survey of VLSI Test Data Compression Methods: Usha MehtaDocument4 pagesSurvey of VLSI Test Data Compression Methods: Usha MehtaGokul PrasathNo ratings yet
- Simulation Mismatches Can Foul Up Test-Pattern VerificationDocument6 pagesSimulation Mismatches Can Foul Up Test-Pattern VerificationAdhi SuruliNo ratings yet
- Boundary ScanDocument26 pagesBoundary Scansreeramya021No ratings yet
- Embedded Deterministic Test: IEEE Transactions On Computer-Aided Design of Integrated Circuits and Systems June 2004Document18 pagesEmbedded Deterministic Test: IEEE Transactions On Computer-Aided Design of Integrated Circuits and Systems June 2004MANIKANDAN SNo ratings yet
- Test Pattern Compression SOC Design TestabilityDocument5 pagesTest Pattern Compression SOC Design TestabilitySRUJANA VNo ratings yet
- Gatesim Methodology - CadenceDocument26 pagesGatesim Methodology - Cadenceprodip7No ratings yet
- Gate Level SimulationDocument26 pagesGate Level Simulationjit20080% (1)
- High Quality Test Solutions For Secure Applications: Silicon Test and Yield Analysis WhitepaperDocument7 pagesHigh Quality Test Solutions For Secure Applications: Silicon Test and Yield Analysis WhitepapersthomasangNo ratings yet
- Running Scan On 3 PinsDocument10 pagesRunning Scan On 3 Pinsnithyanandham8494No ratings yet
- Gate Level Simulation WPDocument34 pagesGate Level Simulation WPHien HaNo ratings yet
- Interview QuestionsDocument155 pagesInterview Questionspravallika vysyaraju100% (9)
- Lock Up Latch in VLSIDocument8 pagesLock Up Latch in VLSIsandy_711100% (1)
- DFT FlowDocument18 pagesDFT Flowsenthilkumar100% (1)
- DFT VisionDocument18 pagesDFT VisionNaganithesh Ghattamaneni0% (1)
- An Introduction To Scan Test For Test Engineers: Part 2 of 2Document9 pagesAn Introduction To Scan Test For Test Engineers: Part 2 of 2Are VijayNo ratings yet
- VIRTUAL SCAN A New Compressed Scan Technology For Test Cost ReductionDocument10 pagesVIRTUAL SCAN A New Compressed Scan Technology For Test Cost Reductionaniruddh singhNo ratings yet
- NcodeDocument8 pagesNcodesefaydesNo ratings yet
- Embedded Deterministic Test For Low-Cost Manufacturing: IEEE Design and Test of Computers October 2003Document10 pagesEmbedded Deterministic Test For Low-Cost Manufacturing: IEEE Design and Test of Computers October 2003pavithrNo ratings yet
- 3d-Ic Testing With The Mentor Graphics Tessent PlatformDocument9 pages3d-Ic Testing With The Mentor Graphics Tessent PlatformisavidisNo ratings yet
- 255 - For Ubicc - 255Document6 pages255 - For Ubicc - 255Ubiquitous Computing and Communication JournalNo ratings yet
- 2019 TUGx Global Seminar Abstracts on Test StrategiesDocument15 pages2019 TUGx Global Seminar Abstracts on Test StrategiesMahesh MahiNo ratings yet
- 00966777Document9 pages00966777arthy_mariappan3873No ratings yet
- d3804b51 sw5Document7 pagesd3804b51 sw5shailesh singhNo ratings yet
- Assignment CompressionDocument8 pagesAssignment CompressionPrafulani Gajbhiye100% (2)
- Verify SOC DFT Connectivity with Static AnalysisDocument7 pagesVerify SOC DFT Connectivity with Static AnalysisSujit TikekarNo ratings yet
- Wherefore Ever Ramble On? For The Good Is Lying NearDocument8 pagesWherefore Ever Ramble On? For The Good Is Lying NearChethan JayasimhaNo ratings yet
- Logic BIST Case Studies and Real IssuesDocument10 pagesLogic BIST Case Studies and Real IssuesprakashthamankarNo ratings yet
- Checker BoardDocument9 pagesChecker BoardJoseph JohnNo ratings yet
- Discrete Event SimulationDocument140 pagesDiscrete Event Simulationssfofo100% (1)
- New Testing Paradigm Virtual PrototypingDocument5 pagesNew Testing Paradigm Virtual Prototypinguamiranda3518No ratings yet
- END End Testing: Rick G. Asche, PEDocument11 pagesEND End Testing: Rick G. Asche, PEZokiNo ratings yet
- (Notes) DESIGN FOR TESTABILITYDocument34 pages(Notes) DESIGN FOR TESTABILITYsarathkumarNo ratings yet
- Debugging Simulation Mismatches in Fastscan: by Geir Eide Last Modified: July 03, 2001Document21 pagesDebugging Simulation Mismatches in Fastscan: by Geir Eide Last Modified: July 03, 2001prakashthamankar100% (3)
- IJEDR1703147Document8 pagesIJEDR1703147Naga NitheshNo ratings yet
- DFT Strategy For Arm CoresDocument6 pagesDFT Strategy For Arm Coresyellow51No ratings yet
- Formal Verificaiton of A FIFODocument8 pagesFormal Verificaiton of A FIFOSandesh BorgaonkarNo ratings yet
- Lab5 Synopsys Tetramax DFTDocument20 pagesLab5 Synopsys Tetramax DFTJay PadaliyaNo ratings yet
- An experimental chip to evaluate multiple testing techniquesDocument10 pagesAn experimental chip to evaluate multiple testing techniquesVinod KheraNo ratings yet
- Design For Low Test Pattern CountsDocument6 pagesDesign For Low Test Pattern CountsAnjitha IKNo ratings yet
- EdtDocument10 pagesEdtjagruthimsNo ratings yet
- Model-Based Testing in PracticeDocument10 pagesModel-Based Testing in PracticeLan NguyenNo ratings yet
- Achieve High Test Coverage For SoCDocument26 pagesAchieve High Test Coverage For SoCUmesh Parashar100% (3)
- Switching Mass Interconnect and Fixturing ConsiderationsDocument17 pagesSwitching Mass Interconnect and Fixturing ConsiderationsKecseg Fonce AndreiNo ratings yet
- An Introduction To Scan Test For Test Engineers: Part 1 of 2Document8 pagesAn Introduction To Scan Test For Test Engineers: Part 1 of 2Are VijayNo ratings yet
- Design for Testability, Debug and Reliability: Next Generation Measures Using Formal TechniquesFrom EverandDesign for Testability, Debug and Reliability: Next Generation Measures Using Formal TechniquesNo ratings yet
- No Loss of Coverage in The Presence of X StatesDocument2 pagesNo Loss of Coverage in The Presence of X Statesbalaji ENo ratings yet
- Lecture 1Document40 pagesLecture 1balaji ENo ratings yet
- Fault ModelingDocument40 pagesFault Modelingbalaji ENo ratings yet
- 4 BistDocument165 pages4 Bistbalaji ENo ratings yet
- Fault ModelingDocument40 pagesFault Modelingbalaji ENo ratings yet
- EE895KR Advanced VLSI Design: Kaushik RoyDocument68 pagesEE895KR Advanced VLSI Design: Kaushik RoyRamarao BNo ratings yet
- Fault ModelingDocument40 pagesFault Modelingbalaji ENo ratings yet
- Electrical Makes List for Required ItemsDocument2 pagesElectrical Makes List for Required ItemsAbhijeet KumarNo ratings yet
- Final Earthing V3Document22 pagesFinal Earthing V3RewanEsamNo ratings yet
- Digital Electronics and STLD Notes (Handwritten)Document180 pagesDigital Electronics and STLD Notes (Handwritten)Kushagra Chadha80% (5)
- General Purpose Programmable Peripheral DevicesDocument33 pagesGeneral Purpose Programmable Peripheral DevicesSudarshanBhardwajNo ratings yet
- Frigidaire Affinity Dryer Service ManualDocument91 pagesFrigidaire Affinity Dryer Service ManualLyle Weischwill100% (13)
- MQ5 Moulded Case Circuit Breakers: Dual Power Automatic Transfer SwitchDocument4 pagesMQ5 Moulded Case Circuit Breakers: Dual Power Automatic Transfer SwitchAlex VegasNo ratings yet
- 42-inch Plasma TV Service ManualDocument53 pages42-inch Plasma TV Service ManualJohan AndradeNo ratings yet
- DC Motor and Speed Control FinalDocument102 pagesDC Motor and Speed Control FinalMaaz KhanNo ratings yet
- Flyback CCMVSDCM Rev1p2Document18 pagesFlyback CCMVSDCM Rev1p2Jaroslav Bires100% (1)
- 6713 User ManualDocument92 pages6713 User ManualSugumar Sar DuraiNo ratings yet
- Image Processing QuestionsDocument10 pagesImage Processing QuestionsSiddhartha SikderNo ratings yet
- For Electrical PannelDocument2 pagesFor Electrical Panneljithin shankarNo ratings yet
- AT89C51Document24 pagesAT89C51Kavin SengodanNo ratings yet
- LED System Light - SZ 2500.110: Date: Apr 20, 2021Document4 pagesLED System Light - SZ 2500.110: Date: Apr 20, 2021samim_khNo ratings yet
- Be1-Flex (Uub)Document2 pagesBe1-Flex (Uub)Eliyanto E BudiartoNo ratings yet
- VRVII Basic TrainingDocument255 pagesVRVII Basic Trainingakhmad arifin100% (2)
- M2500 ManualDocument50 pagesM2500 ManualfbxcvbNo ratings yet
- S50-Ma - Straight m18 Photoelectric Sensor 1632958-305278Document5 pagesS50-Ma - Straight m18 Photoelectric Sensor 1632958-305278mateusT850No ratings yet
- FMC Digital Wellheads - Remote MonitoringDocument8 pagesFMC Digital Wellheads - Remote MonitoringClement LiewNo ratings yet
- Differences Between Analog and Digital Audio MixersDocument4 pagesDifferences Between Analog and Digital Audio MixersChao Rahul Daadhora0% (1)
- Design of A Controller For A DC MotorDocument11 pagesDesign of A Controller For A DC Motormarcalomar19No ratings yet
- SM1800 GBDocument4 pagesSM1800 GBAristides AnselmoNo ratings yet
- MODULATIONDocument46 pagesMODULATIONOdebunmi Noah EniolaNo ratings yet
- Transmission Substation Field Instructions: PurposeDocument8 pagesTransmission Substation Field Instructions: PurposeElton HoveNo ratings yet
- CCH LecturesF06Document112 pagesCCH LecturesF06sunil devNo ratings yet
- Power Electronics: A C A CDocument7 pagesPower Electronics: A C A Cozoemena29No ratings yet
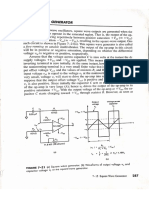
- Generate triangular waves from square wavesDocument7 pagesGenerate triangular waves from square wavesKritiiNo ratings yet
- 1.0 Specification of Equipment / Material and Installation Standards 1.1 Specifications For Water Cooled Centrifugal Chiller Performance ParametersDocument8 pages1.0 Specification of Equipment / Material and Installation Standards 1.1 Specifications For Water Cooled Centrifugal Chiller Performance Parametersعامر شیخNo ratings yet
- Antenna Product Specifications: SLU0623DS6Document8 pagesAntenna Product Specifications: SLU0623DS6Eduardo FernándezNo ratings yet