You might also like
- ASME - Standard Consensus Water ChemistryDocument30 pagesASME - Standard Consensus Water Chemistryviveksingh061100% (1)
- Case+Study Chronic Renal FailureDocument38 pagesCase+Study Chronic Renal Failurelynsweet100% (12)
- En Diematic M Delta For DTG 320Document52 pagesEn Diematic M Delta For DTG 320Liviu FloreaNo ratings yet
- HYCOOL Technical Data - AllDocument7 pagesHYCOOL Technical Data - AllJavier AffifNo ratings yet
- Lab Heat PumpDocument9 pagesLab Heat PumpShahran IezzatNo ratings yet
- Improve Steam Generator Efficiency with ThermodynamicsDocument4 pagesImprove Steam Generator Efficiency with ThermodynamicsBramJanssen76No ratings yet
- Steam Generation Thermodynamics: Efficiency Improvements Can Quickly Be Identified With Back-Of-The-Envelope CalculationsDocument4 pagesSteam Generation Thermodynamics: Efficiency Improvements Can Quickly Be Identified With Back-Of-The-Envelope CalculationsDaniel Puello RodeloNo ratings yet
- PAC-3 Advanced Chiller Training September 2015Document32 pagesPAC-3 Advanced Chiller Training September 2015muhammad ahmad100% (1)
- 6159b9a3-a853-4554-bf38-b5a65964ffceDocument39 pages6159b9a3-a853-4554-bf38-b5a65964ffceUsman AliNo ratings yet
- Refrigeration: U U W Q Du W QDocument20 pagesRefrigeration: U U W Q Du W QVandyck Mensah EmmanuelNo ratings yet
- WhatsApp Image 2020-08-22 at 10.27.25 AMDocument2 pagesWhatsApp Image 2020-08-22 at 10.27.25 AMOmar PérezNo ratings yet
- Useful PDFDocument10 pagesUseful PDFMd. Nurul IslamNo ratings yet
- Refrigeration SystemDocument30 pagesRefrigeration SystemMay Jade Genzola EsparesNo ratings yet
- 2023 MteDocument6 pages2023 MteISHAAN JAIN 22114039No ratings yet
- Understanding Heat Flux Limitations CCTI 2010Document8 pagesUnderstanding Heat Flux Limitations CCTI 2010B rgNo ratings yet
- Boiler Heat FluxDocument8 pagesBoiler Heat FluxMubarik Ali100% (1)
- ME1100 Assignment Questions on Heat Engines, Heat Pumps & Refrigeration CyclesDocument2 pagesME1100 Assignment Questions on Heat Engines, Heat Pumps & Refrigeration CyclesSai naveenNo ratings yet
- Question 1. During An Experiment Conducted in A Room at 25Document11 pagesQuestion 1. During An Experiment Conducted in A Room at 25fivos_rgNo ratings yet
- Tutorial 3 ThermoDocument27 pagesTutorial 3 ThermoHaiqal AzizNo ratings yet
- Che526: Pinch Technology: Department of Chemical Engineering Landmark University, Omu-AranDocument32 pagesChe526: Pinch Technology: Department of Chemical Engineering Landmark University, Omu-AranHirenNo ratings yet
- VAL Team: Adcamat Pump Traps How To Select and SizeDocument4 pagesVAL Team: Adcamat Pump Traps How To Select and SizeAjay RamaniNo ratings yet
- Isentropic Process PDFDocument2 pagesIsentropic Process PDFJeebee Logroño AloNo ratings yet
- Design of Heat ExchangerDocument20 pagesDesign of Heat ExchangerSHIVAM GUPTANo ratings yet
- Chapter 17 - Refrigeration PDFDocument17 pagesChapter 17 - Refrigeration PDFcarleston thurgoodNo ratings yet
- Thermo LecDocument18 pagesThermo LecOmer MoniemNo ratings yet
- Training ECS-TVS ELE & BMS 11-02-19Document58 pagesTraining ECS-TVS ELE & BMS 11-02-19imran siddiquiNo ratings yet
- Chapter Five PDFDocument24 pagesChapter Five PDFعبدالله رعد حران 32No ratings yet
- Feed Water Heaters Boost Coal Plant EfficiencyDocument5 pagesFeed Water Heaters Boost Coal Plant Efficiencymohammed kareemNo ratings yet
- Refrigeration: Definitions and Useful InformationDocument18 pagesRefrigeration: Definitions and Useful InformationJeffcaster ComelNo ratings yet
- Multipressure and Cascade SystemDocument11 pagesMultipressure and Cascade SystemDevNo ratings yet
- Mech 330: Applied Thermodynamics Ii: WM HH WM HHDocument10 pagesMech 330: Applied Thermodynamics Ii: WM HH WM HHYosua WijayaNo ratings yet
- 407240250-Steam-Coil-Calculation - 複製Document8 pages407240250-Steam-Coil-Calculation - 複製Hsein WangNo ratings yet
- Faculty of Engineering Department of Mechanical and Marine Engineering Thermodynamics (TDN620S)Document4 pagesFaculty of Engineering Department of Mechanical and Marine Engineering Thermodynamics (TDN620S)Wilbard IitulaNo ratings yet
- Factors Affecting Steam Turbine Performance-MergedDocument26 pagesFactors Affecting Steam Turbine Performance-MergedrahulNo ratings yet
- Understand Heat Flux Limitations On Reboiler Design PDFDocument10 pagesUnderstand Heat Flux Limitations On Reboiler Design PDFthawdarNo ratings yet
- Mmchapter 7 Steam Generator and AuxilliariesDocument49 pagesMmchapter 7 Steam Generator and AuxilliariesKent Louie EyanaNo ratings yet
- Power Cycles PDFDocument5 pagesPower Cycles PDFcarlverano0428No ratings yet
- Refrigeration and AirconditioningDocument107 pagesRefrigeration and Airconditioningadrian paul relayosaNo ratings yet
- TM According To 60354 - GBDocument8 pagesTM According To 60354 - GBbpchimeraNo ratings yet
- Preliminary CalculationsDocument73 pagesPreliminary CalculationsFrancis TanNo ratings yet
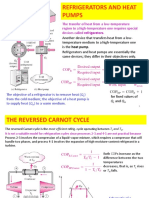
- REFRIGERATORS AND HEAT PUMPSDocument10 pagesREFRIGERATORS AND HEAT PUMPSAshok KumarNo ratings yet
- Cep 202107 Optimize-ReboilerDocument11 pagesCep 202107 Optimize-Reboilerammar fahmiNo ratings yet
- 801-Article Text-3046-1-10-20191217Document6 pages801-Article Text-3046-1-10-20191217Savero FahrezzyNo ratings yet
- Torrefiel Boiler, SecuredDocument61 pagesTorrefiel Boiler, SecuredKent Louie EyanaNo ratings yet
- S 5 XNWWG FF P42 C JBC C8 CGDocument8 pagesS 5 XNWWG FF P42 C JBC C8 CGanshbhatnagar002No ratings yet
- THER206 Tut 2nd LawDocument2 pagesTHER206 Tut 2nd Law5432167890OOOONo ratings yet
- EXAM - (M) 2018: Mechanical Engineering Paper - IIDocument12 pagesEXAM - (M) 2018: Mechanical Engineering Paper - IISandeep PrajapatiNo ratings yet
- Chapter 4Document18 pagesChapter 4SricharanNo ratings yet
- Clarifying the Second Law of ThermodynamicsDocument28 pagesClarifying the Second Law of ThermodynamicsSricharanNo ratings yet
- Dimensioning CabinetDocument3 pagesDimensioning CabinetGerman FavelaNo ratings yet
- Lecture 6 RefrigerationDocument65 pagesLecture 6 RefrigerationRamon Gerald AsiloNo ratings yet
- 2304kJ/kg. H 355K, T: Bars) 0.51 (P - / 4178 C:) 310 (Document5 pages2304kJ/kg. H 355K, T: Bars) 0.51 (P - / 4178 C:) 310 (suresh singhNo ratings yet
- Domestic Refrigerator AnalysisDocument4 pagesDomestic Refrigerator AnalysisHoracio RodriguezNo ratings yet
- Thermal Power Plant 2Document21 pagesThermal Power Plant 2OtuagaNo ratings yet
- Analysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlDocument14 pagesAnalysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlTanatswa MoyoNo ratings yet
- ME 575: Heat Pump For Pasteurizing Milk: Optimization ProblemDocument4 pagesME 575: Heat Pump For Pasteurizing Milk: Optimization ProblemAndyNo ratings yet
- Vapor-Compression Refrigeration CycleDocument23 pagesVapor-Compression Refrigeration CycleJamshidNo ratings yet
- Carnot cycles, entropy, heat engines, refrigeratorsDocument4 pagesCarnot cycles, entropy, heat engines, refrigeratorsasdfsdjhNo ratings yet
- Agricultural Engg Thermodynamics Final Exam Fall 2016 Che 212Document2 pagesAgricultural Engg Thermodynamics Final Exam Fall 2016 Che 212falmubaddelNo ratings yet
- Tut 6,7,8 - 2013Document3 pagesTut 6,7,8 - 2013SourabhNo ratings yet
- Adv Therm Week 10Document16 pagesAdv Therm Week 10Tegin Berkay BudakNo ratings yet
- Changover Lube Oil Duplex FilterDocument5 pagesChangover Lube Oil Duplex FilterIan B. YtomNo ratings yet
- 500T CFB Updated Furnace Pressure Curve Vs Boiler Load For 4123 Kcal CoaDocument1 page500T CFB Updated Furnace Pressure Curve Vs Boiler Load For 4123 Kcal CoaIan B. YtomNo ratings yet
- Design and Analysis of Vertical Pressure VesselDocument11 pagesDesign and Analysis of Vertical Pressure VesselSiraj AL sharif100% (1)
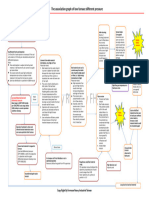
- The Association Graph of Low Furnace Different Pressure (Final)Document1 pageThe Association Graph of Low Furnace Different Pressure (Final)Ian B. YtomNo ratings yet
- Agglomeration 2Document7 pagesAgglomeration 2Ian B. YtomNo ratings yet
- ARPNpaperDocument13 pagesARPNpaperIan B. YtomNo ratings yet
- Corrosion-Erosion On Waste Heat Recovery Boiler SyDocument11 pagesCorrosion-Erosion On Waste Heat Recovery Boiler SyIan B. YtomNo ratings yet
- Minimize Boiler BlowdownDocument2 pagesMinimize Boiler BlowdownDavid GraterolNo ratings yet
- Experimental Study On Heat Recovery From Continuous Blow Down Water and Reduced Feed Water Consumption by Utilizing It in CFBC BoilerDocument5 pagesExperimental Study On Heat Recovery From Continuous Blow Down Water and Reduced Feed Water Consumption by Utilizing It in CFBC BoilerIan B. YtomNo ratings yet
- Understanding The Hazard: Boiler-Tube ErosionDocument4 pagesUnderstanding The Hazard: Boiler-Tube ErosionIan B. YtomNo ratings yet
- Auto Blowdown ControlDocument2 pagesAuto Blowdown ControlIan B. YtomNo ratings yet
- PSE Member Account FormDocument6 pagesPSE Member Account FormAlbert MantizaNo ratings yet
- AutoCad 2010 First Level 2D FundamentalsDocument29 pagesAutoCad 2010 First Level 2D FundamentalsRaphael ParreiraNo ratings yet
- CircuitDocument6 pagesCircuitIan B. YtomNo ratings yet
- High Wall Inverter Service ManualDocument16 pagesHigh Wall Inverter Service ManualEsteban Andres FigueroaNo ratings yet
- JEE Advanced 2023 Revision Notes For Thermodynamics - Free PDF DownloadDocument18 pagesJEE Advanced 2023 Revision Notes For Thermodynamics - Free PDF DownloadKamini SrivastavNo ratings yet
- Effect of Humidity On Break Down VoltageDocument14 pagesEffect of Humidity On Break Down VoltageTusar KoleNo ratings yet
- Me 126Document2 pagesMe 126all workNo ratings yet
- Model Identification and Cooling Capacity Chart for R134a Air Conditioning UnitsDocument22 pagesModel Identification and Cooling Capacity Chart for R134a Air Conditioning UnitsJose Luis PellerinoNo ratings yet
- Thermal Comfort in India: Variable vs Fixed Temperature ApproachesDocument61 pagesThermal Comfort in India: Variable vs Fixed Temperature ApproachesMukesh WaranNo ratings yet
- COAL COMBUSTION CALCULATION CHIMNEY HEIGHTDocument5 pagesCOAL COMBUSTION CALCULATION CHIMNEY HEIGHTmatin mehrad0% (1)
- Multi-Evaporator Refrigeration System Performance AnalysisDocument34 pagesMulti-Evaporator Refrigeration System Performance AnalysisMonday MonsterNo ratings yet
- CCE Experiment Determines Dew Point Pressure and Gas PropertiesDocument7 pagesCCE Experiment Determines Dew Point Pressure and Gas PropertiesAbdullwahid AhmedNo ratings yet
- Chapter - 2 - Finale ConductionDocument24 pagesChapter - 2 - Finale ConductioneirinaNo ratings yet
- Refrigeration Systems: Analyzing Ideal and Actual Vapor-Compression CyclesDocument43 pagesRefrigeration Systems: Analyzing Ideal and Actual Vapor-Compression CyclesMatthew ShieldsNo ratings yet
- OL Physics Book 2 (MCQ Theory) 2008 Till 2021Document386 pagesOL Physics Book 2 (MCQ Theory) 2008 Till 2021ABDULLAH'S SWEET VIDEOSNo ratings yet
- Belaria ProspektDocument12 pagesBelaria ProspektCere CerićNo ratings yet
- MHI KXZ 2020 Catalogue (Compressed)Document126 pagesMHI KXZ 2020 Catalogue (Compressed)yogiNo ratings yet
- Heat Transfer Enhancement Broken V-BafflesDocument25 pagesHeat Transfer Enhancement Broken V-Bafflesabu1987No ratings yet
- Act 3 ConclusionDocument13 pagesAct 3 ConclusionVon A. DamirezNo ratings yet
- Thermo 5th Chap15 P068Document21 pagesThermo 5th Chap15 P068IENCSNo ratings yet
- Real GasesDocument18 pagesReal Gasesapi-294538209No ratings yet
- Refrigeration Problem SetsDocument5 pagesRefrigeration Problem SetsNiño Gerard JabagatNo ratings yet
- 7826/2, Nai Basti, Bara Hindu Rao, Delhi-110006 9310437878, 7532096840, 9210095968Document9 pages7826/2, Nai Basti, Bara Hindu Rao, Delhi-110006 9310437878, 7532096840, 9210095968raj sahilNo ratings yet
- Thermo - ch.1Document42 pagesThermo - ch.1Dr.Ahmed Faiq Al-AlawyNo ratings yet
- AssignmentDocument5 pagesAssignmentAfzaal Ahmad khanNo ratings yet
- Upgraded Physics Syllabus for Std XI & XIIDocument53 pagesUpgraded Physics Syllabus for Std XI & XIIPriyadarshini VaradkarNo ratings yet
- LG HVAC 2011 Full CatalogDocument72 pagesLG HVAC 2011 Full Cataloge-ComfortUSANo ratings yet
- Chemical Physical Change Webquest PDFDocument4 pagesChemical Physical Change Webquest PDFRobert LackeyNo ratings yet
- Energy Efficiency Architectural DesignDocument45 pagesEnergy Efficiency Architectural DesignAnonymous iTzCnMNo ratings yet
- Instrument AirDocument6 pagesInstrument Airasarobin1989No ratings yet
- Trane ENL ASHRAE 62.1 90.1 VAVDocument54 pagesTrane ENL ASHRAE 62.1 90.1 VAVgary_robinsonNo ratings yet