You might also like
- 656c656e612e313732373032le PDFDocument360 pages656c656e612e313732373032le PDFккNo ratings yet
- Diplomska Katastar Stojan Mitevski KonecnoDocument48 pagesDiplomska Katastar Stojan Mitevski KonecnoStojan Mitevski100% (1)
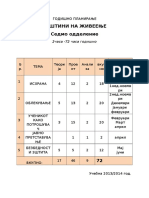
- Глобално и Тематско-процесно Планирање - Вештини На ЖивеењеDocument12 pagesГлобално и Тематско-процесно Планирање - Вештини На ЖивеењеBiljana DimovaNo ratings yet
- 565 - Dobre Runcev - Tehniki Na SpojuvanjeDocument258 pages565 - Dobre Runcev - Tehniki Na SpojuvanjeCvete Boris100% (2)
- Poka YokaDocument37 pagesPoka Yokajasmin arnautovikjNo ratings yet
- 3822-Article Text-6427-1-10-20201209Document7 pages3822-Article Text-6427-1-10-20201209Kipre SerafimoskiNo ratings yet
- Производно Техничко Образование - 1 Год - Мак ВЕБDocument107 pagesПроизводно Техничко Образование - 1 Год - Мак ВЕБSladjan DjordjevicNo ratings yet
- Kocev SasoDocument87 pagesKocev SasoDimitar ArsovNo ratings yet
- Praktikum-Biznis EkonomijaDocument82 pagesPraktikum-Biznis EkonomijaBogdanNo ratings yet
- Izvestaj Kako Se Great DomakinstvataDocument91 pagesIzvestaj Kako Se Great DomakinstvataGoce PesevNo ratings yet
- FINALNA ИНДУСТРИСКА ПОЛИТИКА НАDocument101 pagesFINALNA ИНДУСТРИСКА ПОЛИТИКА НАJanjaNo ratings yet
- Magisterski Trud-Ana TodosievskaDocument115 pagesMagisterski Trud-Ana TodosievskasimonaNo ratings yet
- Правилник За Изработка На ТрудовиDocument11 pagesПравилник За Изработка На ТрудовиLjubomir MinevskiNo ratings yet
- PROEKTNADocument15 pagesPROEKTNADamjan SpasovskiNo ratings yet
- Sminkanje 2 MakDocument88 pagesSminkanje 2 MakДамјан ТоневскиNo ratings yet
- Branimir Jovanovic - Vistinskata Cena Na Evtinata Rabotna SilaDocument116 pagesBranimir Jovanovic - Vistinskata Cena Na Evtinata Rabotna SilaSasko MateskiNo ratings yet
- Upravuvanje So ProizvodotDocument16 pagesUpravuvanje So ProizvodotАлександар ДимовскиNo ratings yet
- УЧЕБНИК ПРИМЕНЕТА КОЗМЕТИКА Финален 19.7 (Redoven i Izboren) Za 4 God - compressedDocument324 pagesУЧЕБНИК ПРИМЕНЕТА КОЗМЕТИКА Финален 19.7 (Redoven i Izboren) Za 4 God - compressediva strezoskaNo ratings yet
- Методологија За Изработка На Модуларни Наставни Програми Базирани На КомпетенцииDocument77 pagesМетодологија За Изработка На Модуларни Наставни Програми Базирани На КомпетенцииBisera Kostadinovska-StojchevskaNo ratings yet
- Никола в. Димитров & Дејан Методијески, (2012), Ресторански Менаџмент, Интерна СкриптаDocument169 pagesНикола в. Димитров & Дејан Методијески, (2012), Ресторански Менаџмент, Интерна СкриптаTatjanaNo ratings yet
- SamoevaluacijaDocument90 pagesSamoevaluacijaMatt BanksNo ratings yet
- Програмски Јазици - Практикум (др. Далибор Серафимовски, проф. др. Владо Гичев)Document77 pagesПрограмски Јазици - Практикум (др. Далибор Серафимовски, проф. др. Владо Гичев)MechDRNo ratings yet
- Prezentacija - 05.07.2015Document31 pagesPrezentacija - 05.07.2015DoniNo ratings yet
- Strmbova 2013Document225 pagesStrmbova 2013Јана ПашовскаNo ratings yet
- КафетеријаDocument14 pagesКафетеријаKosta BudbarovNo ratings yet
- фактори на производствоDocument14 pagesфактори на производствоМарија Магдалена НаумовскаNo ratings yet
- МЕЃУНАРОДЕН СЛАВЈАНСКИ УНИВЕРЗИТЕТDocument12 pagesМЕЃУНАРОДЕН СЛАВЈАНСКИ УНИВЕРЗИТЕТsimonaNo ratings yet
- Priracnik Sledenje Na Rabotata I Planiranje Na Profesionalen RazvojDocument126 pagesPriracnik Sledenje Na Rabotata I Planiranje Na Profesionalen RazvojAleksandra KuzmanovskaNo ratings yet
- Decentralizacijata Na Lokalnata Samouprava I Mestoto I Ulogata Na Gradonacalnikot Vo Organizacijata I Rakovodenjeto So Osnovnite UcilistaDocument112 pagesDecentralizacijata Na Lokalnata Samouprava I Mestoto I Ulogata Na Gradonacalnikot Vo Organizacijata I Rakovodenjeto So Osnovnite UcilistaDejan GorgievNo ratings yet
- Машинство и други сектори 1 год. МК. WebDocument94 pagesМашинство и други сектори 1 год. МК. WebMarjan GocevskiNo ratings yet
- SmetkovodstvoDocument19 pagesSmetkovodstvoТодос- ТодорNo ratings yet
- на стандардите за оценување на учениците- материјали за обука I MAKDocument160 pagesна стандардите за оценување на учениците- материјали за обука I MAKJasminaNo ratings yet
- 07 Upatstvo - Mentorska Podrska Na PrirpavniciDocument58 pages07 Upatstvo - Mentorska Podrska Na Prirpavniciirina_makedonija100% (2)
- Tehnologija Na Brzi Prototipovi Modeli I AlatiDocument179 pagesTehnologija Na Brzi Prototipovi Modeli I AlatiNadica GavrovskaNo ratings yet
- структури на мврDocument119 pagesструктури на мврAlek NaNo ratings yet
- UntitledDocument125 pagesUntitledGabriela VeselinoskaNo ratings yet
- 76616e6573612e3138363933an PDFDocument144 pages76616e6573612e3138363933an PDFVanesa KolevaNo ratings yet
- Espasova 2018Document115 pagesEspasova 2018marijaandonova1992No ratings yet
- Mentorstvo PDFDocument58 pagesMentorstvo PDFJulija Stoshik50% (2)
- Ans MasinstvoDocument95 pagesAns MasinstvohalimeNo ratings yet
- Tamara Trajkovska 175741 PDFDocument15 pagesTamara Trajkovska 175741 PDFТамараТрајковскаNo ratings yet
- UntitledDocument115 pagesUntitledGabriela VeselinoskaNo ratings yet
- Dstoimanovska 2013Document166 pagesDstoimanovska 2013Pande EftimovNo ratings yet
- Proizvoden Menadzment-1predavanjeDocument15 pagesProizvoden Menadzment-1predavanjeMarija MicovaNo ratings yet
- МАРКЕТИНГ - ИСТРАЖУВАЊЕ, СТРАТЕГИЈА, ПЛАНИРАЊЕ - ПРАКТИКУМDocument99 pagesМАРКЕТИНГ - ИСТРАЖУВАЊЕ, СТРАТЕГИЈА, ПЛАНИРАЊЕ - ПРАКТИКУМMilena Krsteva0% (2)
- OrtodoncijaDocument114 pagesOrtodoncijaIrena ZlateskaNo ratings yet
- Стратегиски маркетинг план - Јулијана ЃоргиевскаDocument18 pagesСтратегиски маркетинг план - Јулијана ЃоргиевскаJulijana GjorgievskaNo ratings yet
- Strategija Za MSPDocument41 pagesStrategija Za MSPverica_gazepova5963No ratings yet
- Tku Prakticna Nastava IIDocument12 pagesTku Prakticna Nastava IIGoran BuzalkovskiNo ratings yet
- Сигма 127Document54 pagesСигма 127dimeNo ratings yet
- Pravilnik Za OcenuvanjeDocument18 pagesPravilnik Za OcenuvanjeMarija NikolovskaNo ratings yet
- Priracnik Za Menadziranje So Covecki ResursiDocument38 pagesPriracnik Za Menadziranje So Covecki ResursiVioleta SimonovskaNo ratings yet
- Pravilnik Za OcenuvanjeDocument18 pagesPravilnik Za OcenuvanjeSanja IlovaNo ratings yet
- 5355-Article Text-9245-1-10-20221019Document13 pages5355-Article Text-9245-1-10-20221019Kipre SerafimoskiNo ratings yet
- 9 03Document34 pages9 03Sanja KutanovskaNo ratings yet
- Магистерска СДИ-конечна ВерзијаDocument91 pagesМагистерска СДИ-конечна ВерзијаAnonymous sF1ZgET100% (1)
- ПРАКТИКУМ по ХЕМИЈАDocument67 pagesПРАКТИКУМ по ХЕМИЈАCvete Boris100% (1)
- Hemija 8 Odd OsmoletkaDocument16 pagesHemija 8 Odd OsmoletkaCvete BorisNo ratings yet
- Geografija 8 Odd Devetoletka NecelosniDocument20 pagesGeografija 8 Odd Devetoletka NecelosniCvete BorisNo ratings yet
- 2016 Instrumentalni Metodi A 4 Opticki InstrumentiDocument23 pages2016 Instrumentalni Metodi A 4 Opticki InstrumentiCvete BorisNo ratings yet
- Rastitelna Ekologija I Fitocenologija Predavanja PDFDocument156 pagesRastitelna Ekologija I Fitocenologija Predavanja PDFCvete BorisNo ratings yet
- Makedonski 8 Odd DevetoletkaDocument16 pagesMakedonski 8 Odd DevetoletkaCvete BorisNo ratings yet
- Mashini I Oprema-4 - MK - PRINT - Web PDFDocument114 pagesMashini I Oprema-4 - MK - PRINT - Web PDFCvete BorisNo ratings yet
- Microsoft Word - MATEMATIKA ZA BIZNIS PDFDocument337 pagesMicrosoft Word - MATEMATIKA ZA BIZNIS PDFCvete BorisNo ratings yet
- Reshen Test Vo Boja Grupa B PDFDocument2 pagesReshen Test Vo Boja Grupa B PDFCvete BorisNo ratings yet
- Makedonski 5 Drugite Zaednici PDFDocument108 pagesMakedonski 5 Drugite Zaednici PDFCvete Boris100% (1)
- 2014 Testovi Opstinski MK PDFDocument13 pages2014 Testovi Opstinski MK PDFCvete BorisNo ratings yet
- Teorija Na Poezijata Skripta Ranko Mladenoski PDFDocument130 pagesTeorija Na Poezijata Skripta Ranko Mladenoski PDFCvete BorisNo ratings yet
- Pratikum Po Fiziologija Na Rastenijata PDFDocument77 pagesPratikum Po Fiziologija Na Rastenijata PDFCvete BorisNo ratings yet
- Teorija Na Poezijata Skripta Ranko Mladenoski PDFDocument130 pagesTeorija Na Poezijata Skripta Ranko Mladenoski PDFCvete BorisNo ratings yet