You might also like
- P92-4998 Harness Aftertreatment PDFDocument4 pagesP92-4998 Harness Aftertreatment PDFDiego LiraNo ratings yet
- WP10 E30 Maintenance and Repair ManualDocument55 pagesWP10 E30 Maintenance and Repair Manualmanh67% (3)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Sandpiper Service Operation ManualDocument21 pagesSandpiper Service Operation ManualJefril SiruNo ratings yet
- Cummins Engine Oil RecommendationsDocument16 pagesCummins Engine Oil RecommendationsAndaru GunawanNo ratings yet
- 03en Volume 1 - Engine & EL - p475Document475 pages03en Volume 1 - Engine & EL - p475Ibrahim Pagbelem100% (1)
- Group 3 - Gearbox Daf-CfDocument504 pagesGroup 3 - Gearbox Daf-Cfюрий ерёменко100% (1)
- DAF CF Gearbox Service Manual PDFDocument504 pagesDAF CF Gearbox Service Manual PDFMike QNo ratings yet
- Group 1 - CabDocument324 pagesGroup 1 - CabEnoc ArenasNo ratings yet
- Physics ReviewerDocument21 pagesPhysics ReviewerainnahNo ratings yet
- Service Bulletin S - 10.2: Technical Information To All Owners / Operators of Sulzer S20 Engines 26.03.99Document6 pagesService Bulletin S - 10.2: Technical Information To All Owners / Operators of Sulzer S20 Engines 26.03.99Diego ReggianiniNo ratings yet
- Service Manual #27Document631 pagesService Manual #27CharlesWhiteNo ratings yet
- DAF LF Gearboxes and Clutch Service ManualDocument254 pagesDAF LF Gearboxes and Clutch Service ManualNEBOJSANo ratings yet
- Mtu 8v&12v&16v4000m70Document2 pagesMtu 8v&12v&16v4000m70bakhouche100% (1)
- Hydro Test: CessnaDocument11 pagesHydro Test: CessnaFranco Puga100% (2)
- Gmrt2100 Iss 4Document77 pagesGmrt2100 Iss 4lilbixxie95No ratings yet
- LMM c1Document7 pagesLMM c1landagoNo ratings yet
- Group 40 M191en 05 2015 PDFDocument38 pagesGroup 40 M191en 05 2015 PDFDavid SolisNo ratings yet
- 284 Parts Manual 1994Document94 pages284 Parts Manual 1994Jesus AguinagaNo ratings yet
- RTA-37.1 Reconditioning of Piston RodsDocument11 pagesRTA-37.1 Reconditioning of Piston RodsCatalin Cata100% (1)
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- Service Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Document4 pagesService Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Diego ReggianiniNo ratings yet
- Service Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Document4 pagesService Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Diego ReggianiniNo ratings yet
- DAF 95XF Engine Service Repair ManualDocument336 pagesDAF 95XF Engine Service Repair Manualmunkhtur banzragchNo ratings yet
- Bombas SlurryMAX 8x6 16X14Document2 pagesBombas SlurryMAX 8x6 16X14juan carrizo100% (1)
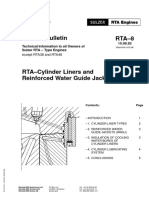
- RTA-08 Cylinder Liners and Reinforced Water Guide JacketsDocument13 pagesRTA-08 Cylinder Liners and Reinforced Water Guide JacketsCatalin CataNo ratings yet
- Roger Sanders' Waste Oil HeaterDocument35 pagesRoger Sanders' Waste Oil Heateraaposxtolo100% (3)
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- NTM 51-10-01Document21 pagesNTM 51-10-01kien Duy PhanNo ratings yet
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 pagesService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Flo MarineNo ratings yet
- Service Bulletin S - 7: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 29.09.95Document4 pagesService Bulletin S - 7: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 29.09.95Diego ReggianiniNo ratings yet
- RTA-13 Fuel Injection Nozzles 2P - Nozzle DesignDocument6 pagesRTA-13 Fuel Injection Nozzles 2P - Nozzle DesignCatalin CataNo ratings yet
- RTA-01 Recommendations Concerning Piston Runnimg Behaviour DerfagsdssdDocument18 pagesRTA-01 Recommendations Concerning Piston Runnimg Behaviour DerfagsdssdCatalin CataNo ratings yet
- Cylinder Lubrication Rta EngineDocument16 pagesCylinder Lubrication Rta Enginecengiz kutukcuNo ratings yet
- RTA-33.1 Crank Pin Bearing ShellsDocument13 pagesRTA-33.1 Crank Pin Bearing ShellsCatalin CataNo ratings yet
- DTS8 Parts Manual 2005Document122 pagesDTS8 Parts Manual 2005Miguel LopezNo ratings yet
- CHECK 11SHEET OF BOXNS - 2015 - REV - 2 - Amendment-01Document14 pagesCHECK 11SHEET OF BOXNS - 2015 - REV - 2 - Amendment-01PravinNo ratings yet
- Alternator Model Engine Model: 403D-11G LL1114D / LLB1114D GJ66026R, GJ66034RDocument2 pagesAlternator Model Engine Model: 403D-11G LL1114D / LLB1114D GJ66026R, GJ66034RSutan Paulo100% (1)
- Roc-It Weight Cage (0406-016)Document39 pagesRoc-It Weight Cage (0406-016)Dago GrannobleNo ratings yet
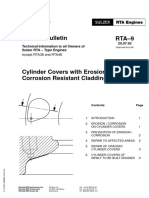
- RTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersDocument5 pagesRTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersCatalin CataNo ratings yet
- ELBE Programm E PDFDocument124 pagesELBE Programm E PDFMidhunNo ratings yet
- sl2018 667 PDFDocument8 pagessl2018 667 PDFGaurav MaithilNo ratings yet
- Kent Cams Catalogue 2016Document45 pagesKent Cams Catalogue 2016stalin100% (1)
- Service Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000Document20 pagesService Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000zbkt07100% (1)
- 3.06 ES 10K DUAL BOP ManDocument15 pages3.06 ES 10K DUAL BOP ManRafael BolivarNo ratings yet
- RTA-46 Cracks in ColumnDocument12 pagesRTA-46 Cracks in ColumnCatalin CataNo ratings yet
- RTA-10 Piston Skirt in Two PartsDocument6 pagesRTA-10 Piston Skirt in Two PartsCatalin CataNo ratings yet
- Gs1000 C e S L ManualDocument255 pagesGs1000 C e S L ManualbetinastevenNo ratings yet
- кабинаDocument324 pagesкабинаИванNo ratings yet
- 204 Parts Manual 2004Document164 pages204 Parts Manual 2004Paulus HermawanNo ratings yet
- 2008 February Zetor Service Forterra Parts ListDocument66 pages2008 February Zetor Service Forterra Parts ListKrystianNo ratings yet
- Rear Disc Brakes: Section: 4E1Document12 pagesRear Disc Brakes: Section: 4E1ahmedNo ratings yet
- MSS 1303 Shaft Sinking - Cable LoweringDocument6 pagesMSS 1303 Shaft Sinking - Cable LoweringPabsepulvNo ratings yet
- Piston Assembly, Skirt and Ring RTA-72Document6 pagesPiston Assembly, Skirt and Ring RTA-72rafaelNo ratings yet
- Chapter 4: Installing PistonsDocument14 pagesChapter 4: Installing Pistonss swamiNo ratings yet
- Present Technology Rolling-Element Bearings: High-Speed Bearing LubricationDocument13 pagesPresent Technology Rolling-Element Bearings: High-Speed Bearing LubricationmoonstarNo ratings yet
- Wca-09 Rolls Royce - HLR 777 - 778 PDFDocument32 pagesWca-09 Rolls Royce - HLR 777 - 778 PDFANo ratings yet
- AM-04-06 Vane Motor M4 SeriesDocument2 pagesAM-04-06 Vane Motor M4 SeriesiñigoNo ratings yet
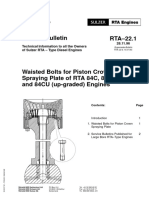
- RTA-22.1 Waisted Bolts For Piston Crown Spraying PlateDocument3 pagesRTA-22.1 Waisted Bolts For Piston Crown Spraying PlateCatalin CataNo ratings yet
- S2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDocument31 pagesS2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDaniel BorgesNo ratings yet
- RTA-45 - Tightening Instructions For Screws and Wasted StudsDocument4 pagesRTA-45 - Tightening Instructions For Screws and Wasted Studsdhilip87No ratings yet
- Specificatii Komatsu WB97S 2Document8 pagesSpecificatii Komatsu WB97S 2Paco HidalgoNo ratings yet
- Conversion To Loop Cooler RLB-90Document16 pagesConversion To Loop Cooler RLB-90rafaelNo ratings yet
- P688-1 RPLDocument2 pagesP688-1 RPLukrdiselNo ratings yet
- Service Letter1988-228Document22 pagesService Letter1988-228Harry28No ratings yet
- Equipo Medición Camisas-OKHHHDocument8 pagesEquipo Medición Camisas-OKHHHCalandrasReyCalandrasrey100% (1)
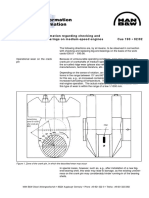
- Supplementary Information Regarding Checking and Replacing Big-End Bearings On Medium-Speed Engines Cus 190Document4 pagesSupplementary Information Regarding Checking and Replacing Big-End Bearings On Medium-Speed Engines Cus 190mariodalNo ratings yet
- RL-03 1Document21 pagesRL-03 1geamuccioNo ratings yet
- P700-1 RPLDocument2 pagesP700-1 RPLukrdiselNo ratings yet
- Gel in Cil Idt V DRG 003Document25 pagesGel in Cil Idt V DRG 003rinkukachhelaNo ratings yet
- Engine 4G9 SeriesDocument171 pagesEngine 4G9 Seriesmanuel carrilloNo ratings yet
- Service Bulletin S - 2: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 15.07.94Document5 pagesService Bulletin S - 2: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 15.07.94Diego ReggianiniNo ratings yet
- DDM Cad For Solidworks Training ManualDocument72 pagesDDM Cad For Solidworks Training ManualDiego ReggianiniNo ratings yet
- Achievable Tolerances in Plastic Materials - Eagle Performance Plastics, IncDocument2 pagesAchievable Tolerances in Plastic Materials - Eagle Performance Plastics, IncDiego ReggianiniNo ratings yet
- Standard PlasticsDocument11 pagesStandard PlasticsDiego ReggianiniNo ratings yet
- Guidelines For Bearing Design Using Nylon MaterialDocument3 pagesGuidelines For Bearing Design Using Nylon MaterialDiego ReggianiniNo ratings yet
- Temp Measurement PPT 2020Document57 pagesTemp Measurement PPT 20202K18/AE/049 SARTHAK THAREJANo ratings yet
- Speed of Sound ExperimentDocument4 pagesSpeed of Sound ExperimentSandeep KumarNo ratings yet
- Table 3.1B: Nominal Values of Basic Yield Strength and Ultiinate Tensile StrengthDocument1 pageTable 3.1B: Nominal Values of Basic Yield Strength and Ultiinate Tensile StrengthFaru28No ratings yet
- Yamaha - DT 175 - 125 D - 2004 A 2006Document62 pagesYamaha - DT 175 - 125 D - 2004 A 2006Cristian Sanchez100% (1)
- NPM SimulationDocument405 pagesNPM SimulationĐàm Duân100% (1)
- CE 3111 Lecture Notes 1Document26 pagesCE 3111 Lecture Notes 1Kent Clark VillaNo ratings yet
- A. Documentation: Micro Scheduling For Tag Tf-4601Document14 pagesA. Documentation: Micro Scheduling For Tag Tf-4601prasad raikarNo ratings yet
- EIAC-RQ-IB-004 I1 Rev 1 LyIOFZpDocument25 pagesEIAC-RQ-IB-004 I1 Rev 1 LyIOFZpMidhun BabyNo ratings yet
- SivellsDocument152 pagesSivellsDamiano BaccarellaNo ratings yet
- TUNING Dacia 1310 Cu Buget Redus - Carburator, Chiulasa - DaciaClub - Forum DaciaDocument9 pagesTUNING Dacia 1310 Cu Buget Redus - Carburator, Chiulasa - DaciaClub - Forum DaciaLeonardoNo ratings yet
- Assignment3 Btech Sem3 TD Mu207Document2 pagesAssignment3 Btech Sem3 TD Mu207ADITYA SRIKAR KOTANo ratings yet
- Confined Space VentilationDocument31 pagesConfined Space VentilationSusan WillisNo ratings yet
- Measuring Surface Texture Lab Report (9) Group 2FDocument10 pagesMeasuring Surface Texture Lab Report (9) Group 2FAlbert EnsteinNo ratings yet
- Pump Duty Points - DesDocument8 pagesPump Duty Points - DesMaqsood NishatNo ratings yet
- Roof-Top Air/Air For External Installation With Plug Fans and Scroll Compressors Cooling Capacity 30÷135kW Heating Capacity 29÷142kWDocument4 pagesRoof-Top Air/Air For External Installation With Plug Fans and Scroll Compressors Cooling Capacity 30÷135kW Heating Capacity 29÷142kWJohn SlorNo ratings yet
- Post TreatmentDocument23 pagesPost TreatmentVishnu VardhanNo ratings yet
- Unit 5: Turning Effect of Forces: Background: Walking The Tightrope PG 82Document42 pagesUnit 5: Turning Effect of Forces: Background: Walking The Tightrope PG 82boy SiregarNo ratings yet
- TB Lecture26 Analysis of A Shear WallDocument24 pagesTB Lecture26 Analysis of A Shear WallAbdou SelkaNo ratings yet
- Air Cooled CondensersDocument13 pagesAir Cooled CondensersSyed ShoebNo ratings yet
- Potential Failure Mode and Effect Analysis: Design FMEADocument2 pagesPotential Failure Mode and Effect Analysis: Design FMEARajesh RoyNo ratings yet
- Volvo Penta Tad1642veDocument2 pagesVolvo Penta Tad1642veAditi DasNo ratings yet