You might also like
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- RTA-33.1 Crank Pin Bearing ShellsDocument13 pagesRTA-33.1 Crank Pin Bearing ShellsCatalin CataNo ratings yet
- RTA-64 Modification of Fuel Pump Block and Pressure BushesDocument7 pagesRTA-64 Modification of Fuel Pump Block and Pressure BushesCatalin CataNo ratings yet
- RTA-37.1 Reconditioning of Piston RodsDocument11 pagesRTA-37.1 Reconditioning of Piston RodsCatalin CataNo ratings yet
- RTA-55 Exhaust Valve Seat and Exhaust Valve SpindleDocument10 pagesRTA-55 Exhaust Valve Seat and Exhaust Valve SpindleCatalin CataNo ratings yet
- RTA-10 Piston Skirt in Two PartsDocument6 pagesRTA-10 Piston Skirt in Two PartsCatalin CataNo ratings yet
- V28 Rebuild GuidelinesDocument26 pagesV28 Rebuild Guidelinesacere18100% (1)
- Piston Assembly, Skirt and Ring RTA-72Document6 pagesPiston Assembly, Skirt and Ring RTA-72rafaelNo ratings yet
- I-32 Assessment of Connecting Rod Top End Bearing ShellDocument7 pagesI-32 Assessment of Connecting Rod Top End Bearing ShellposeidonNo ratings yet
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- Quick Installation and Start-Up Guide: Safety InstructionsDocument15 pagesQuick Installation and Start-Up Guide: Safety InstructionsTonyNo ratings yet
- Sebf 8054 Обмеры и Правка КвDocument33 pagesSebf 8054 Обмеры и Правка КванджелаNo ratings yet
- Rta 54 PDFDocument8 pagesRta 54 PDFAnonymous d00A9zetNo ratings yet
- RTA-56 Indicator ValvesDocument4 pagesRTA-56 Indicator ValvesCatalin CataNo ratings yet
- RTA-44 Tightening Instructions For The Plunger Guide NippleDocument6 pagesRTA-44 Tightening Instructions For The Plunger Guide NippleCatalin CataNo ratings yet
- Service Bulletin S - 5.1: Technical Information To All Owners / Operators of Sulzer S20 Engines 08.11.99Document9 pagesService Bulletin S - 5.1: Technical Information To All Owners / Operators of Sulzer S20 Engines 08.11.99Diego ReggianiniNo ratings yet
- RTA-65 Daros Chromium-Ceramic Piston RingsDocument6 pagesRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNo ratings yet
- RTA-06.2 Recommendations Concerning Piston Runnimg PerformanceDocument15 pagesRTA-06.2 Recommendations Concerning Piston Runnimg PerformanceCatalin CataNo ratings yet
- HPT Stage 1 Blades and Duct SegmentsDocument28 pagesHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNo ratings yet
- X30592Document16 pagesX30592CTN2010No ratings yet
- Lycoming Aircraft Engines Parts Catalog: Wide Cylinder Flange ModelsDocument84 pagesLycoming Aircraft Engines Parts Catalog: Wide Cylinder Flange ModelsJeremy100% (1)
- RTA-11.2 Fuel Injectio Pump Regualting LinkageDocument8 pagesRTA-11.2 Fuel Injectio Pump Regualting LinkageCatalin CataNo ratings yet
- RTA-04 - 02 Crosshead Guide Shoes W234rasDocument6 pagesRTA-04 - 02 Crosshead Guide Shoes W234rasCatalin CataNo ratings yet
- Mercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeDocument300 pagesMercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeJaume Clarens75% (12)
- RTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersDocument5 pagesRTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersCatalin CataNo ratings yet
- RTA-42 - 1 - Templates For Exhaust Valve Seat and SpindleDocument6 pagesRTA-42 - 1 - Templates For Exhaust Valve Seat and Spindledhilip87No ratings yet
- RTA 03.4 Fuel Injection NozzlesDocument5 pagesRTA 03.4 Fuel Injection NozzlesAlexis Barnabás Collins100% (1)
- TCM Torque SB96 7DDocument14 pagesTCM Torque SB96 7DИван КоньковNo ratings yet
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- C4 4 CalibracionDocument5 pagesC4 4 CalibracionJaya Abadi100% (1)
- SEBF8054 - Procedure To Measure and Straighten Bent CrankshaftsDocument28 pagesSEBF8054 - Procedure To Measure and Straighten Bent Crankshaftsyahmanmahira4No ratings yet
- Service Manual: 6060 FS Hydraulic Shovel No. DH360203Document655 pagesService Manual: 6060 FS Hydraulic Shovel No. DH360203Robinson Cuadrado100% (2)
- Cut82hr Manual Parts (Cr9b-) 130712siDocument43 pagesCut82hr Manual Parts (Cr9b-) 130712si2222222222222-242735No ratings yet
- Rta 70Document6 pagesRta 70George Domusciu100% (1)
- Bearing Life Improvement of Centrifugal Blowers by Vibration AnalysisDocument4 pagesBearing Life Improvement of Centrifugal Blowers by Vibration AnalysisDang XmanNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- BPM800 BPM800 Repair - Rev 1Document7 pagesBPM800 BPM800 Repair - Rev 1api-3752216No ratings yet
- RTA-20 - Rotational Safety Studs For Roller Guide of Fuel Pumps and Exhaust Valve ActuatorDocument3 pagesRTA-20 - Rotational Safety Studs For Roller Guide of Fuel Pumps and Exhaust Valve Actuatordhilip87No ratings yet
- 02 129279 - GeneratorsDocument42 pages02 129279 - Generatorskara_25No ratings yet
- RTA-08 Cylinder Liners and Reinforced Water Guide JacketsDocument13 pagesRTA-08 Cylinder Liners and Reinforced Water Guide JacketsCatalin CataNo ratings yet
- Service Manual: GP15K, GP18K, GP20K, GP25K, GP30K, GP35K DP15K, DP18K, DP20K, DP25K, DP30K, DP35K Chassis & Mast ACDocument30 pagesService Manual: GP15K, GP18K, GP20K, GP25K, GP30K, GP35K DP15K, DP18K, DP20K, DP25K, DP30K, DP35K Chassis & Mast ACsengottaiyan100% (1)
- DOP 206 - Rev 4Document12 pagesDOP 206 - Rev 4Fernando AybarNo ratings yet
- Design Guide - Users Guide - Design and Load Rating PDFDocument206 pagesDesign Guide - Users Guide - Design and Load Rating PDFGustavo Solar100% (2)
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 pagesService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Flo MarineNo ratings yet
- Install Piston and ConrodDocument8 pagesInstall Piston and ConrodLUIZ GUSTAVONo ratings yet
- Grove RT 9130E PDFDocument356 pagesGrove RT 9130E PDFKrum Kashavarov100% (1)
- LG - KLINGER Transparent Glass InstallationDocument2 pagesLG - KLINGER Transparent Glass InstallationMazenNo ratings yet
- All Models and Model Years (Except Xdiavel) Service Repair Bulletin Srv-Srb-18-030Document21 pagesAll Models and Model Years (Except Xdiavel) Service Repair Bulletin Srv-Srb-18-030demoracingeduNo ratings yet
- LT0946Document1 pageLT0946Jhampier Sánchez ZambranoNo ratings yet
- Tack Welding - NB ArticleDocument2 pagesTack Welding - NB ArticleniranjanreddykNo ratings yet
- SEBF 8059 Procedure Clean PistonDocument33 pagesSEBF 8059 Procedure Clean Pistonprayogi_905701429No ratings yet
- RTA-22.1 Waisted Bolts For Piston Crown Spraying PlateDocument3 pagesRTA-22.1 Waisted Bolts For Piston Crown Spraying PlateCatalin CataNo ratings yet
- Manual Generador KatoDocument160 pagesManual Generador Katomass72100% (4)
- WEG Tachogenerator Manual EnglishDocument26 pagesWEG Tachogenerator Manual EnglishPratik GuptaNo ratings yet
- M60es44 NX449L Man 001Document24 pagesM60es44 NX449L Man 001Riski KurniawanNo ratings yet
- Service Bulletin: Issued by Canon Europa N.VDocument5 pagesService Bulletin: Issued by Canon Europa N.Vcopiadoras manuelNo ratings yet
- Hammer Crusher User ManualDocument10 pagesHammer Crusher User ManualJuan MoralesNo ratings yet
- Group 1 - CabDocument324 pagesGroup 1 - CabEnoc ArenasNo ratings yet
- Condensate Drain Scavenge Air Cooler RTA-74Document5 pagesCondensate Drain Scavenge Air Cooler RTA-74rafaelNo ratings yet
- RTA-29 Improved Oil Supply To The Integrated Axial DetunerDocument3 pagesRTA-29 Improved Oil Supply To The Integrated Axial DetunerCatalin CataNo ratings yet
- Lifting Device For Cilind. Liner RTADocument15 pagesLifting Device For Cilind. Liner RTArafael100% (1)
- RTA-48 Instruction For Replacement of NOx Relevant ComponentsDocument5 pagesRTA-48 Instruction For Replacement of NOx Relevant ComponentsCatalin CataNo ratings yet
- RTA-65 Daros Chromium-Ceramic Piston RingsDocument6 pagesRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNo ratings yet
- RTA-16.1 Retrofit For Piston Rod Stuffing BoxesDocument15 pagesRTA-16.1 Retrofit For Piston Rod Stuffing BoxesCatalin CataNo ratings yet
- Variable Injection Timing and Fuel Quality SettingDocument17 pagesVariable Injection Timing and Fuel Quality Settingsevero97No ratings yet
- RTA-49 Gearing For Auxiliary DrivesDocument10 pagesRTA-49 Gearing For Auxiliary DrivesCatalin CataNo ratings yet
- Rta 54 PDFDocument8 pagesRta 54 PDFAnonymous d00A9zetNo ratings yet
- RTA-02 - Water Drain From Charge Air Receiver and Charge and Charge Air TemperatureDocument10 pagesRTA-02 - Water Drain From Charge Air Receiver and Charge and Charge Air Temperaturedhilip87No ratings yet
- RTA-38 Piston Crowns Loss of Material On Combustion SideDocument9 pagesRTA-38 Piston Crowns Loss of Material On Combustion SideCatalin CataNo ratings yet
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- CopyingDocument1 pageCopyingRohit SidhuNo ratings yet
- Service Bulletin RTA-75 RT-flex-04Document5 pagesService Bulletin RTA-75 RT-flex-04TimmyJuriNo ratings yet
- 0-202321Document5 pages0-202321Catalin CataNo ratings yet
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- RT-159 - Issue2 Security Tips For Flexview PCDocument6 pagesRT-159 - Issue2 Security Tips For Flexview PCCatalin CataNo ratings yet
- RT-flex-01 - 09 - Rail Unit Box, Cracks in Side Plate Corner Welding Seams - 96Document2 pagesRT-flex-01 - 09 - Rail Unit Box, Cracks in Side Plate Corner Welding Seams - 96lijinNo ratings yet
- Whats NewDocument49 pagesWhats NewEduardo ApazaNo ratings yet
- I. BibliogrDocument2 pagesI. BibliogrCatalin CataNo ratings yet
- EulaDocument12 pagesEulaCatalin CataNo ratings yet
- BorderlandsPreSequel Readme enDocument12 pagesBorderlandsPreSequel Readme enCatalin CataNo ratings yet
- Penoffice 4.0.0Document4 pagesPenoffice 4.0.0Mihail Ninel MarcuNo ratings yet
- ModelDocument2 pagesModelCatalin CataNo ratings yet
- I. BibliogrDocument2 pagesI. BibliogrCatalin CataNo ratings yet
- 05 Jeong - STXDocument2 pages05 Jeong - STXCatalin CataNo ratings yet
- A (A) 10vso18-140 Series 3x PDFDocument36 pagesA (A) 10vso18-140 Series 3x PDFR.Ranjan PradhanNo ratings yet
- Shin Chainsaw - Current PDFDocument138 pagesShin Chainsaw - Current PDFvfanNo ratings yet
- Torque Bolt Main Bearing Engine GS1141 CATDocument3 pagesTorque Bolt Main Bearing Engine GS1141 CATM WahyudiNo ratings yet
- de 08 Ts Diesel Engine Specification System Operation Testing and Adjusting Doosan PDFDocument108 pagesde 08 Ts Diesel Engine Specification System Operation Testing and Adjusting Doosan PDFTèo SơnNo ratings yet
- Ed45-939 (1) - R22acp PDFDocument154 pagesEd45-939 (1) - R22acp PDFPH Lim100% (1)
- QLT M10 Part CatalogDocument109 pagesQLT M10 Part CatalogEffendiCibuburNo ratings yet
- Bellofram CylinderDocument12 pagesBellofram CylinderadNo ratings yet
- Unit 3 - Control Components in Hydraulic SystemDocument10 pagesUnit 3 - Control Components in Hydraulic SystemDagnachee TeguNo ratings yet
- TT Motor (Shenzhen) Industrial Co., LTD.: Company CardDocument2 pagesTT Motor (Shenzhen) Industrial Co., LTD.: Company CardMiguel DiazNo ratings yet
- VolvoDocument3 pagesVolvoWen TjongNo ratings yet
- Related LiteratureDocument16 pagesRelated LiteratureBry gamingNo ratings yet
- 4 - Hydrokinetic Fluid Couplings and Torque Con - 2002 - Advanced Vehicle Techno PDFDocument19 pages4 - Hydrokinetic Fluid Couplings and Torque Con - 2002 - Advanced Vehicle Techno PDFgobiNo ratings yet
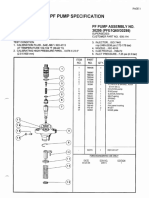
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Miguel RojasNo ratings yet
- Pump GP - Main Hydraulic Main Control Valve: 320E RR Excavator Hydraulic System - AttachmentDocument2 pagesPump GP - Main Hydraulic Main Control Valve: 320E RR Excavator Hydraulic System - AttachmentYvan Vidal Calapuja MachacaNo ratings yet
- Drilling MachinesDocument37 pagesDrilling MachinesChandrakantha K33% (3)
- ServicesDocument17 pagesServicesAbhishek ChaudharyNo ratings yet
- ZPP Z22 DoubleSuctionAxiallySplitPumps E00502 PDFDocument5 pagesZPP Z22 DoubleSuctionAxiallySplitPumps E00502 PDFAdelmo FilhoNo ratings yet
- 2022 Gavsdipm - Ga7-90vsd PM Wuxi Leaflet 2935081648Document7 pages2022 Gavsdipm - Ga7-90vsd PM Wuxi Leaflet 2935081648Rio TrungNo ratings yet
- Isuzu: 6H Diesel EngineDocument2 pagesIsuzu: 6H Diesel EngineDawi KhabibiNo ratings yet
- Engine DiagramsDocument43 pagesEngine Diagramsthetam218kjjNo ratings yet
- 580M, 580SM, 580SM+, 590SM, 590SM+ Series 3 Electrical, Hydraulic SchematicDocument8 pages580M, 580SM, 580SM+, 590SM, 590SM+ Series 3 Electrical, Hydraulic SchematicAnonymous Hd32bhq100% (3)
- Eaton VickersDocument42 pagesEaton Vickersdani JuandaNo ratings yet
- Manual DynapacDocument23 pagesManual DynapacblaktionNo ratings yet
- (English Maritime Assignment 3) - DikonversiDocument2 pages(English Maritime Assignment 3) - DikonversiNurul MuthmainnahNo ratings yet
- Iae V2500-A5 LTM NeuDocument80 pagesIae V2500-A5 LTM Neuhussainsagarshaik89% (9)
- Chain Stitch PresentationDocument43 pagesChain Stitch PresentationZain AlviNo ratings yet
- Combine Cycle Gas Power PlantDocument17 pagesCombine Cycle Gas Power PlantVisi100% (1)
- 4 Read Interpret Apply Spec. ManualsDocument66 pages4 Read Interpret Apply Spec. ManualsCharis AbadNo ratings yet
- Rear Axle Assy - Alba222/12Document15 pagesRear Axle Assy - Alba222/12Senthil SampathNo ratings yet
- Generator Manual-1Document11 pagesGenerator Manual-1Wilson PalacioNo ratings yet