You might also like
- Service Manual: Publication No. 9803/4200 Issue 11Document457 pagesService Manual: Publication No. 9803/4200 Issue 11red0% (1)
- JCB 407 Wheel Loading Shovel Service Repair Manual SN632700 Onwards PDFDocument17 pagesJCB 407 Wheel Loading Shovel Service Repair Manual SN632700 Onwards PDFfjkskkdhsjmdn100% (1)
- Pump Reference GuideDocument56 pagesPump Reference GuideOscar OvandoNo ratings yet
- Mercruiser Ignition TimingDocument18 pagesMercruiser Ignition TimingsteveNo ratings yet
- 2008 R6 Kit ManualDocument61 pages2008 R6 Kit ManualBender Rodriguez100% (3)
- Caterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix AFW) Service Repair Manual (AFW00001 and Up) PDFDocument23 pagesCaterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix AFW) Service Repair Manual (AFW00001 and Up) PDFfkdmma100% (1)
- Service Manual JCB 406, 407, 408, 409 Wheel Loader (Preview)Document6 pagesService Manual JCB 406, 407, 408, 409 Wheel Loader (Preview)Amip FolkNo ratings yet
- CH 8 Screws, Fasteners, and The Design of Nonpermanent JointsDocument142 pagesCH 8 Screws, Fasteners, and The Design of Nonpermanent Jointsmahdi najeh100% (1)
- Operation, Erection & Maintenance For Power TrafoDocument50 pagesOperation, Erection & Maintenance For Power TrafoJagdeep KumarNo ratings yet
- Deister 860063 ManualDocument54 pagesDeister 860063 ManualEduardo AcostaNo ratings yet
- Rta 15Document7 pagesRta 15George DomusciuNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- RTA 03.4 Fuel Injection NozzlesDocument5 pagesRTA 03.4 Fuel Injection NozzlesAlexis Barnabás Collins100% (1)
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- Rta 70Document6 pagesRta 70George Domusciu100% (1)
- Service Manual #27Document631 pagesService Manual #27CharlesWhiteNo ratings yet
- Lifting Device For Cilind. Liner RTADocument15 pagesLifting Device For Cilind. Liner RTArafael100% (1)
- Lifting Device For Cilind. Liner RTADocument15 pagesLifting Device For Cilind. Liner RTArafael100% (1)
- John Deere Mowers Series 54D, 60D, 62D, 72D OnRamp and AutoConnect 261, 272 Read-Mounted Technical Manual TM1763Document31 pagesJohn Deere Mowers Series 54D, 60D, 62D, 72D OnRamp and AutoConnect 261, 272 Read-Mounted Technical Manual TM1763Equipment ManualsNo ratings yet
- Service Bulletin RTA-43.3 RT-flex-05Document12 pagesService Bulletin RTA-43.3 RT-flex-05Gaby CrisNo ratings yet
- Rail JointsDocument14 pagesRail JointsNguyen Ngoc KhanhNo ratings yet
- 12) Vulkan Vulastik-L 2800, 2801, 2810, 2811, 2830, 2831 enDocument11 pages12) Vulkan Vulastik-L 2800, 2801, 2810, 2811, 2830, 2831 enAshish Jha50% (2)
- Xe Nâng BTDocument518 pagesXe Nâng BTlê hùng100% (1)
- M020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Document227 pagesM020 Code Book For Spare Parts, Diesel United - SULZER Diesel Engine RTA72Matija Segarić100% (1)
- Service Manual: 6060 FS Hydraulic Shovel No. DH360203Document655 pagesService Manual: 6060 FS Hydraulic Shovel No. DH360203Robinson Cuadrado100% (2)
- Palfinger PK 15500 Load ChartDocument2 pagesPalfinger PK 15500 Load ChartD Chandra Sekhar100% (2)
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- Transformer Manual PDFDocument31 pagesTransformer Manual PDFpitamberverma56% (16)
- IC-532III Komori ManualDocument408 pagesIC-532III Komori ManualHuy Nguyen Q100% (1)
- Variable Injection Timing and Fuel Quality SettingDocument17 pagesVariable Injection Timing and Fuel Quality Settingsevero97No ratings yet
- 45 Vibrating ScreensDocument12 pages45 Vibrating ScreensJose2806100% (1)
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- KUKA KR30 MaintenanceDocument17 pagesKUKA KR30 MaintenanceJohan Zraghoz100% (2)
- Travers o V47Document32 pagesTravers o V47Jorge Espinoza100% (1)
- DIAGRID - Flat SlabDocument1 pageDIAGRID - Flat Slabsanthu maji100% (1)
- MF-072-2 V02-DK20 Instrauction Manual (Maintenance)Document173 pagesMF-072-2 V02-DK20 Instrauction Manual (Maintenance)ИгорьNo ratings yet
- RTA-56 Indicator ValvesDocument4 pagesRTA-56 Indicator ValvesCatalin CataNo ratings yet
- Piston Assembly, Skirt and Ring RTA-72Document6 pagesPiston Assembly, Skirt and Ring RTA-72rafaelNo ratings yet
- RTA-46 Cracks in ColumnDocument12 pagesRTA-46 Cracks in ColumnCatalin CataNo ratings yet
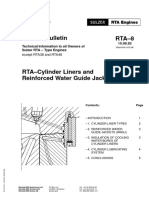
- RTA-08 Cylinder Liners and Reinforced Water Guide JacketsDocument13 pagesRTA-08 Cylinder Liners and Reinforced Water Guide JacketsCatalin CataNo ratings yet
- RTA-42 - 1 - Templates For Exhaust Valve Seat and SpindleDocument6 pagesRTA-42 - 1 - Templates For Exhaust Valve Seat and Spindledhilip87No ratings yet
- RTA-55 Exhaust Valve Seat and Exhaust Valve SpindleDocument10 pagesRTA-55 Exhaust Valve Seat and Exhaust Valve SpindleCatalin CataNo ratings yet
- RTA-65 Daros Chromium-Ceramic Piston RingsDocument6 pagesRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNo ratings yet
- RTA-37.1 Reconditioning of Piston RodsDocument11 pagesRTA-37.1 Reconditioning of Piston RodsCatalin CataNo ratings yet
- RTA-64 Modification of Fuel Pump Block and Pressure BushesDocument7 pagesRTA-64 Modification of Fuel Pump Block and Pressure BushesCatalin CataNo ratings yet
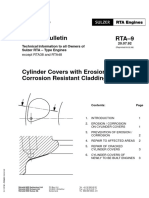
- RTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersDocument5 pagesRTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersCatalin CataNo ratings yet
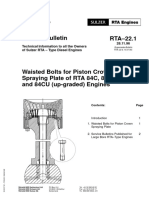
- RTA-22.1 Waisted Bolts For Piston Crown Spraying PlateDocument3 pagesRTA-22.1 Waisted Bolts For Piston Crown Spraying PlateCatalin CataNo ratings yet
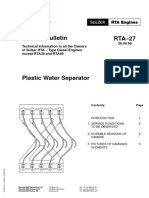
- RTA-27 Plastic Water SeparatorDocument5 pagesRTA-27 Plastic Water SeparatorCatalin CataNo ratings yet
- RTA-10 Piston Skirt in Two PartsDocument6 pagesRTA-10 Piston Skirt in Two PartsCatalin CataNo ratings yet
- I-32 Assessment of Connecting Rod Top End Bearing ShellDocument7 pagesI-32 Assessment of Connecting Rod Top End Bearing ShellposeidonNo ratings yet
- RTA-06.2 Recommendations Concerning Piston Runnimg PerformanceDocument15 pagesRTA-06.2 Recommendations Concerning Piston Runnimg PerformanceCatalin CataNo ratings yet
- Piston Rod Gland Box VentiongDocument5 pagesPiston Rod Gland Box VentiongrafaelNo ratings yet
- RTA-20 - Rotational Safety Studs For Roller Guide of Fuel Pumps and Exhaust Valve ActuatorDocument3 pagesRTA-20 - Rotational Safety Studs For Roller Guide of Fuel Pumps and Exhaust Valve Actuatordhilip87No ratings yet
- RTA-04 Oil Damping For Short Tie Rods Df43qqasDocument4 pagesRTA-04 Oil Damping For Short Tie Rods Df43qqasCatalin CataNo ratings yet
- Rta 54 PDFDocument8 pagesRta 54 PDFAnonymous d00A9zetNo ratings yet
- RTA-11.2 Fuel Injectio Pump Regualting LinkageDocument8 pagesRTA-11.2 Fuel Injectio Pump Regualting LinkageCatalin CataNo ratings yet
- RTA-44 Tightening Instructions For The Plunger Guide NippleDocument6 pagesRTA-44 Tightening Instructions For The Plunger Guide NippleCatalin CataNo ratings yet
- Service Bulletin S - 5.1: Technical Information To All Owners / Operators of Sulzer S20 Engines 08.11.99Document9 pagesService Bulletin S - 5.1: Technical Information To All Owners / Operators of Sulzer S20 Engines 08.11.99Diego ReggianiniNo ratings yet
- Shrink Discs, 3-Part Ringfeder RFN 4051, RFN 4061, RFN 4071, RFN 4073, RFN 4091Document8 pagesShrink Discs, 3-Part Ringfeder RFN 4051, RFN 4061, RFN 4071, RFN 4073, RFN 4091Bruno WaldmannNo ratings yet
- IgnitionDocument26 pagesIgnitionRyan ActonNo ratings yet
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 pagesService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Flo MarineNo ratings yet
- Quick Installation and Start-Up Guide: Safety InstructionsDocument15 pagesQuick Installation and Start-Up Guide: Safety InstructionsTonyNo ratings yet
- RTX Piston Running GuideDocument32 pagesRTX Piston Running GuideDaniel TsvetilovNo ratings yet
- RT-135 Piston RingsDocument10 pagesRT-135 Piston Rings郑开元No ratings yet
- RTA-59 Procedures and Relevant Information For RTA Engines To Comply With The Annex VI NOx LimitDocument7 pagesRTA-59 Procedures and Relevant Information For RTA Engines To Comply With The Annex VI NOx LimitCatalin CataNo ratings yet
- QCG Pe 2020-02Document13 pagesQCG Pe 2020-02Roosevelt A. SantosNo ratings yet
- CTRBDocument98 pagesCTRBAlok AmanNo ratings yet
- All Models and Model Years (Except Xdiavel) Service Repair Bulletin Srv-Srb-18-030Document21 pagesAll Models and Model Years (Except Xdiavel) Service Repair Bulletin Srv-Srb-18-030demoracingeduNo ratings yet
- PD Sheet - Alfa Laval MM UltraPure, Magnetic Mixer - ENDocument2 pagesPD Sheet - Alfa Laval MM UltraPure, Magnetic Mixer - ENdvs_1aNo ratings yet
- S09 Air Oiler SLU 14-22Document12 pagesS09 Air Oiler SLU 14-22martin medinaNo ratings yet
- Condensate Drain Scavenge Air Cooler RTA-74Document5 pagesCondensate Drain Scavenge Air Cooler RTA-74rafaelNo ratings yet
- RTA-55 Exhaust Valve Seat and Exhaust Valve SpindleDocument10 pagesRTA-55 Exhaust Valve Seat and Exhaust Valve SpindleCatalin CataNo ratings yet
- RTA-48 Instruction For Replacement of NOx Relevant ComponentsDocument5 pagesRTA-48 Instruction For Replacement of NOx Relevant ComponentsCatalin CataNo ratings yet
- RTA-29 Improved Oil Supply To The Integrated Axial DetunerDocument3 pagesRTA-29 Improved Oil Supply To The Integrated Axial DetunerCatalin CataNo ratings yet
- RTA-65 Daros Chromium-Ceramic Piston RingsDocument6 pagesRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNo ratings yet
- RTA-16.1 Retrofit For Piston Rod Stuffing BoxesDocument15 pagesRTA-16.1 Retrofit For Piston Rod Stuffing BoxesCatalin CataNo ratings yet
- RTA-37.1 Reconditioning of Piston RodsDocument11 pagesRTA-37.1 Reconditioning of Piston RodsCatalin CataNo ratings yet
- RTA-38 Piston Crowns Loss of Material On Combustion SideDocument9 pagesRTA-38 Piston Crowns Loss of Material On Combustion SideCatalin CataNo ratings yet
- Rta 54 PDFDocument8 pagesRta 54 PDFAnonymous d00A9zetNo ratings yet
- RTA-49 Gearing For Auxiliary DrivesDocument10 pagesRTA-49 Gearing For Auxiliary DrivesCatalin CataNo ratings yet
- RTA-02 - Water Drain From Charge Air Receiver and Charge and Charge Air TemperatureDocument10 pagesRTA-02 - Water Drain From Charge Air Receiver and Charge and Charge Air Temperaturedhilip87No ratings yet
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- Whats NewDocument49 pagesWhats NewEduardo ApazaNo ratings yet
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- RT-159 - Issue2 Security Tips For Flexview PCDocument6 pagesRT-159 - Issue2 Security Tips For Flexview PCCatalin CataNo ratings yet
- RT-flex-01 - 09 - Rail Unit Box, Cracks in Side Plate Corner Welding Seams - 96Document2 pagesRT-flex-01 - 09 - Rail Unit Box, Cracks in Side Plate Corner Welding Seams - 96lijinNo ratings yet
- Service Bulletin RTA-75 RT-flex-04Document5 pagesService Bulletin RTA-75 RT-flex-04TimmyJuriNo ratings yet
- 0-202321Document5 pages0-202321Catalin CataNo ratings yet
- Penoffice 4.0.0Document4 pagesPenoffice 4.0.0Mihail Ninel MarcuNo ratings yet
- CopyingDocument1 pageCopyingRohit SidhuNo ratings yet
- EulaDocument12 pagesEulaCatalin CataNo ratings yet
- BorderlandsPreSequel Readme enDocument12 pagesBorderlandsPreSequel Readme enCatalin CataNo ratings yet
- ModelDocument2 pagesModelCatalin CataNo ratings yet
- I. BibliogrDocument2 pagesI. BibliogrCatalin CataNo ratings yet
- I. BibliogrDocument2 pagesI. BibliogrCatalin CataNo ratings yet
- 05 Jeong - STXDocument2 pages05 Jeong - STXCatalin CataNo ratings yet
- Dynamic Analysis and Response of Linear MDF Systems: Expected OutcomeDocument19 pagesDynamic Analysis and Response of Linear MDF Systems: Expected Outcomepattrapong pongpattraNo ratings yet
- Design of Two Way Slabs: ItisatwowayslabDocument9 pagesDesign of Two Way Slabs: ItisatwowayslabARSENo ratings yet
- Load Combination 629Document1 pageLoad Combination 629Vaibhav JainNo ratings yet
- Multi-Therm Coil Catalog PDFDocument28 pagesMulti-Therm Coil Catalog PDFTrever TomesNo ratings yet
- Long Reach Liner Hanger Packer - Thermal, HPHT - SchlumbergerDocument4 pagesLong Reach Liner Hanger Packer - Thermal, HPHT - SchlumbergerLuis David Concha CastilloNo ratings yet
- Armstrong Bell and Gossett Gorman Rupp Replacement SealsDocument2 pagesArmstrong Bell and Gossett Gorman Rupp Replacement Sealsanhhai1905No ratings yet
- Rosemount 1195 Integral Orifice Primary Element: Product Data SheetDocument18 pagesRosemount 1195 Integral Orifice Primary Element: Product Data Sheetابزار دقیقNo ratings yet
- Single Seat Valves SVP Select Sudmo Leaflet v2110 enDocument2 pagesSingle Seat Valves SVP Select Sudmo Leaflet v2110 enMark JonesNo ratings yet
- VuC-Group151-Drain Pipe2-Stress Results-20201230Document29 pagesVuC-Group151-Drain Pipe2-Stress Results-20201230Vaniya GoelNo ratings yet
- MS For Alloy Steel Pipe FabricationDocument9 pagesMS For Alloy Steel Pipe FabricationuemaaplNo ratings yet
- Elkhart Brass 8593-SplDocument2 pagesElkhart Brass 8593-SplAmirNo ratings yet
- Metric Socket Head Cap Screws1 PDFDocument2 pagesMetric Socket Head Cap Screws1 PDFRavi BabaladiNo ratings yet
- CAT D7G-Sprocket AssembliesDocument20 pagesCAT D7G-Sprocket Assembliesyoga_jpbmbmNo ratings yet
- LMW CNCDocument5 pagesLMW CNClionlionsherNo ratings yet
- MONEY CONTROLS Compact Hopper Quick Change Disc Replacement Instructions TSP025 V2.3 6-2004Document13 pagesMONEY CONTROLS Compact Hopper Quick Change Disc Replacement Instructions TSP025 V2.3 6-2004Marco TulenNo ratings yet
- FMAWDocument1 pageFMAWalexis garciaNo ratings yet
- Technical Spec FPDocument16 pagesTechnical Spec FPAristeo GarzonNo ratings yet
- Liebherr Model Numbers - Heavy Equipment ForumsDocument6 pagesLiebherr Model Numbers - Heavy Equipment ForumsmkNo ratings yet
- Zeiss Opmi Pico s100 Repair and Alignment InstructionsDocument13 pagesZeiss Opmi Pico s100 Repair and Alignment InstructionsAngeloNo ratings yet
- Air-Cooled Modular Chiller New Grand Smart SeriesDocument4 pagesAir-Cooled Modular Chiller New Grand Smart SeriesAgung SetiajiNo ratings yet