You might also like
- 1998 Dodge Ram 2500 Wiring DiagramDocument83 pages1998 Dodge Ram 2500 Wiring Diagrammike33% (3)
- Transformer Manual PDFDocument31 pagesTransformer Manual PDFpitamberverma56% (16)
- Foote-Jones 8000 Series Gear Reducer ManualDocument20 pagesFoote-Jones 8000 Series Gear Reducer ManualbwelzNo ratings yet
- 2008 R6 Kit ManualDocument61 pages2008 R6 Kit ManualBender Rodriguez100% (3)
- Service Bulletin RTA-62: 22.05.2003 Technical Information To All Owners / Operators of Sulzer RTA EnginesDocument6 pagesService Bulletin RTA-62: 22.05.2003 Technical Information To All Owners / Operators of Sulzer RTA EnginesChristopher Garcia100% (2)
- V20spareparts Mando HidraulicoDocument108 pagesV20spareparts Mando HidraulicoMiguel Angel Santos PintadoNo ratings yet
- Komatsu Pw75r2 Shop ManualDocument20 pagesKomatsu Pw75r2 Shop ManualHeather98% (53)
- Perkins 30 KVADocument4 pagesPerkins 30 KVAfirman harianjaNo ratings yet
- Piston Assembly, Skirt and Ring RTA-72Document6 pagesPiston Assembly, Skirt and Ring RTA-72rafaelNo ratings yet
- RTA 03.4 Fuel Injection NozzlesDocument5 pagesRTA 03.4 Fuel Injection NozzlesAlexis Barnabás Collins100% (1)
- RTA-22.1 Waisted Bolts For Piston Crown Spraying PlateDocument3 pagesRTA-22.1 Waisted Bolts For Piston Crown Spraying PlateCatalin CataNo ratings yet
- Rta 70Document6 pagesRta 70George Domusciu100% (1)
- Rta 15Document7 pagesRta 15George DomusciuNo ratings yet
- RTA-20 - Rotational Safety Studs For Roller Guide of Fuel Pumps and Exhaust Valve ActuatorDocument3 pagesRTA-20 - Rotational Safety Studs For Roller Guide of Fuel Pumps and Exhaust Valve Actuatordhilip87No ratings yet
- Service Bulletin S - 7: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 29.09.95Document4 pagesService Bulletin S - 7: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 29.09.95Diego ReggianiniNo ratings yet
- RTA-56 Indicator ValvesDocument4 pagesRTA-56 Indicator ValvesCatalin CataNo ratings yet
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- RTA-33.1 Crank Pin Bearing ShellsDocument13 pagesRTA-33.1 Crank Pin Bearing ShellsCatalin CataNo ratings yet
- RT Flex 11 PDFDocument4 pagesRT Flex 11 PDFMarijaŽaperNo ratings yet
- RTA-27 Plastic Water SeparatorDocument5 pagesRTA-27 Plastic Water SeparatorCatalin CataNo ratings yet
- RTA-37.1 Reconditioning of Piston RodsDocument11 pagesRTA-37.1 Reconditioning of Piston RodsCatalin CataNo ratings yet
- RTA-08 Cylinder Liners and Reinforced Water Guide JacketsDocument13 pagesRTA-08 Cylinder Liners and Reinforced Water Guide JacketsCatalin CataNo ratings yet
- 15-ScanJet SC 15TW Instruction ManualDocument43 pages15-ScanJet SC 15TW Instruction Manualogurmehmetali07No ratings yet
- RTA-46 Cracks in ColumnDocument12 pagesRTA-46 Cracks in ColumnCatalin CataNo ratings yet
- Service Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000Document20 pagesService Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000zbkt07100% (1)
- RTA-42 - 1 - Templates For Exhaust Valve Seat and SpindleDocument6 pagesRTA-42 - 1 - Templates For Exhaust Valve Seat and Spindledhilip87No ratings yet
- Service Bulletin RTA-43.3 RT-flex-05Document12 pagesService Bulletin RTA-43.3 RT-flex-05Gaby CrisNo ratings yet
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- RTA-55 Exhaust Valve Seat and Exhaust Valve SpindleDocument10 pagesRTA-55 Exhaust Valve Seat and Exhaust Valve SpindleCatalin CataNo ratings yet
- LG - KLINGER Transparent Glass InstallationDocument2 pagesLG - KLINGER Transparent Glass InstallationMazenNo ratings yet
- RTA-64 Modification of Fuel Pump Block and Pressure BushesDocument7 pagesRTA-64 Modification of Fuel Pump Block and Pressure BushesCatalin CataNo ratings yet
- Piston Rod Gland Box VentiongDocument5 pagesPiston Rod Gland Box VentiongrafaelNo ratings yet
- RTA-05 Piston Cooling Oil and Crosshead Lubrication Oil Connection Linkage ZdfaDocument8 pagesRTA-05 Piston Cooling Oil and Crosshead Lubrication Oil Connection Linkage ZdfaCatalin CataNo ratings yet
- Conversion To Loop Cooler RLB-90Document16 pagesConversion To Loop Cooler RLB-90rafaelNo ratings yet
- TM 10 4310 392 13 and PDocument43 pagesTM 10 4310 392 13 and PVitor FreitasNo ratings yet
- 2023 10.75 TST-2 Service PackerDocument15 pages2023 10.75 TST-2 Service PackerDhenny FarialNo ratings yet
- RTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersDocument5 pagesRTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersCatalin CataNo ratings yet
- Manual de Instrucciones GD y GS PDFDocument24 pagesManual de Instrucciones GD y GS PDFJunior CostaNo ratings yet
- Breakage of The Tightening Stud of Cyl - CoverDocument5 pagesBreakage of The Tightening Stud of Cyl - Coverstergios meletisNo ratings yet
- RTA-44 Tightening Instructions For The Plunger Guide NippleDocument6 pagesRTA-44 Tightening Instructions For The Plunger Guide NippleCatalin CataNo ratings yet
- SL162B Helicoil PDFDocument2 pagesSL162B Helicoil PDFjeffrey_fay100% (2)
- DAC1 79 01 Rev 0Document10 pagesDAC1 79 01 Rev 0vanNo ratings yet
- O & M MANUAL - Volt AmpDocument31 pagesO & M MANUAL - Volt Amp2003vinay60% (5)
- 02 Jaure Install MaintDocument18 pages02 Jaure Install MaintuslugiitcswNo ratings yet
- Mdi Mdis SeriesDocument8 pagesMdi Mdis SeriesAnonymous Wu6FDjbNo ratings yet
- Suzuki GT750 '79 Service Manual CorrectionsDocument4 pagesSuzuki GT750 '79 Service Manual CorrectionsNikolas KarrerNo ratings yet
- RN68 - 68M (RN76 - 76M and RN90 - 90M) Water Leakage at The Piston Cooling Running PipesDocument6 pagesRN68 - 68M (RN76 - 76M and RN90 - 90M) Water Leakage at The Piston Cooling Running PipescarmaNo ratings yet
- RTA-06.2 Recommendations Concerning Piston Runnimg PerformanceDocument15 pagesRTA-06.2 Recommendations Concerning Piston Runnimg PerformanceCatalin CataNo ratings yet
- Edbro Information Bulletin Trunnion Greasing Oct 2017Document6 pagesEdbro Information Bulletin Trunnion Greasing Oct 2017Анатолий РябухаNo ratings yet
- Service Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel EnginesDocument20 pagesService Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel Engineszbkt07100% (1)
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- RT-96 - Exhaust Valve Spindle LubricationDocument6 pagesRT-96 - Exhaust Valve Spindle LubricationGeorgios MariolisNo ratings yet
- Operating and Maintenance Manual LPG: M-285 Rev. G P.D. Oscillating Piston Flowmeter 1 4D-MD LP GasDocument20 pagesOperating and Maintenance Manual LPG: M-285 Rev. G P.D. Oscillating Piston Flowmeter 1 4D-MD LP GasCarlos RondonNo ratings yet
- Wtgo Parts ListDocument8 pagesWtgo Parts ListRoshNo ratings yet
- 3.06 ES 10K DUAL BOP ManDocument15 pages3.06 ES 10K DUAL BOP ManRafael BolivarNo ratings yet
- Relief Valve 274HD RTA-69Document7 pagesRelief Valve 274HD RTA-69rafaelNo ratings yet
- Railtech Aluminothermic Welding ManualDocument35 pagesRailtech Aluminothermic Welding ManualIrwan Joe100% (2)
- Additional Protecting Plates For Hotbox - 3216s062 - 02gbDocument3 pagesAdditional Protecting Plates For Hotbox - 3216s062 - 02gbMark ChapmanNo ratings yet
- 06 Kit Manual Yzf r6 Eng - 334741 PDFDocument43 pages06 Kit Manual Yzf r6 Eng - 334741 PDFCarlosManuelSilvaCorreiaNo ratings yet
- Torque Converter, Transmission and Bevel Pinion: Bottom Removal (Preferred Method)Document12 pagesTorque Converter, Transmission and Bevel Pinion: Bottom Removal (Preferred Method)ait mimouneNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Condensate Drain Scavenge Air Cooler RTA-74Document5 pagesCondensate Drain Scavenge Air Cooler RTA-74rafaelNo ratings yet
- RTA-29 Improved Oil Supply To The Integrated Axial DetunerDocument3 pagesRTA-29 Improved Oil Supply To The Integrated Axial DetunerCatalin CataNo ratings yet
- Lifting Device For Cilind. Liner RTADocument15 pagesLifting Device For Cilind. Liner RTArafael100% (1)
- RTA-48 Instruction For Replacement of NOx Relevant ComponentsDocument5 pagesRTA-48 Instruction For Replacement of NOx Relevant ComponentsCatalin CataNo ratings yet
- RTA-65 Daros Chromium-Ceramic Piston RingsDocument6 pagesRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNo ratings yet
- Variable Injection Timing and Fuel Quality SettingDocument17 pagesVariable Injection Timing and Fuel Quality Settingsevero97No ratings yet
- RTA-55 Exhaust Valve Seat and Exhaust Valve SpindleDocument10 pagesRTA-55 Exhaust Valve Seat and Exhaust Valve SpindleCatalin CataNo ratings yet
- RTA-46 Cracks in ColumnDocument12 pagesRTA-46 Cracks in ColumnCatalin CataNo ratings yet
- Rta 54 PDFDocument8 pagesRta 54 PDFAnonymous d00A9zetNo ratings yet
- RTA-38 Piston Crowns Loss of Material On Combustion SideDocument9 pagesRTA-38 Piston Crowns Loss of Material On Combustion SideCatalin CataNo ratings yet
- RTA-49 Gearing For Auxiliary DrivesDocument10 pagesRTA-49 Gearing For Auxiliary DrivesCatalin CataNo ratings yet
- RTA-37.1 Reconditioning of Piston RodsDocument11 pagesRTA-37.1 Reconditioning of Piston RodsCatalin CataNo ratings yet
- RTA-02 - Water Drain From Charge Air Receiver and Charge and Charge Air TemperatureDocument10 pagesRTA-02 - Water Drain From Charge Air Receiver and Charge and Charge Air Temperaturedhilip87No ratings yet
- RTA-16.1 Retrofit For Piston Rod Stuffing BoxesDocument15 pagesRTA-16.1 Retrofit For Piston Rod Stuffing BoxesCatalin CataNo ratings yet
- Service Bulletin RTA-75 RT-flex-04Document5 pagesService Bulletin RTA-75 RT-flex-04TimmyJuriNo ratings yet
- RT-159 - Issue2 Security Tips For Flexview PCDocument6 pagesRT-159 - Issue2 Security Tips For Flexview PCCatalin CataNo ratings yet
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- RT-flex-01 - 09 - Rail Unit Box, Cracks in Side Plate Corner Welding Seams - 96Document2 pagesRT-flex-01 - 09 - Rail Unit Box, Cracks in Side Plate Corner Welding Seams - 96lijinNo ratings yet
- EulaDocument12 pagesEulaCatalin CataNo ratings yet
- 0-202321Document5 pages0-202321Catalin CataNo ratings yet
- Whats NewDocument49 pagesWhats NewEduardo ApazaNo ratings yet
- BorderlandsPreSequel Readme enDocument12 pagesBorderlandsPreSequel Readme enCatalin CataNo ratings yet
- I. BibliogrDocument2 pagesI. BibliogrCatalin CataNo ratings yet
- CopyingDocument1 pageCopyingRohit SidhuNo ratings yet
- I. BibliogrDocument2 pagesI. BibliogrCatalin CataNo ratings yet
- Penoffice 4.0.0Document4 pagesPenoffice 4.0.0Mihail Ninel MarcuNo ratings yet
- ModelDocument2 pagesModelCatalin CataNo ratings yet
- 05 Jeong - STXDocument2 pages05 Jeong - STXCatalin CataNo ratings yet
- 2009 Cadillac CTS CatalogDocument56 pages2009 Cadillac CTS CataloggerwalkNo ratings yet
- 477 - 2.3 Tonne - T0512Document88 pages477 - 2.3 Tonne - T0512Patrice GuilhaumonNo ratings yet
- SPC Technical ManualDocument84 pagesSPC Technical ManualRenzo GonzalezNo ratings yet
- Tabela LubrificantesDocument1 pageTabela LubrificantesGEOMARNo ratings yet
- Socony Oven Conveyer LubricantDocument2 pagesSocony Oven Conveyer LubricantNoche de EstrellasNo ratings yet
- Paperback Book 8.5" X 8.5" Book: Cover TemplateDocument1 pagePaperback Book 8.5" X 8.5" Book: Cover TemplateJohn OkeniyiNo ratings yet
- Energies - Free Full-Text - Current Trends in Electric Vehicle Charging Infllenges in Wireless Charging IntegrationDocument58 pagesEnergies - Free Full-Text - Current Trends in Electric Vehicle Charging Infllenges in Wireless Charging IntegrationSabri GünaydınNo ratings yet
- HH26 Hooklift Operators Manual Rev 2Document52 pagesHH26 Hooklift Operators Manual Rev 2rp13No ratings yet
- Big Red TR9010 TR9020 TR9030 TR9050Document43 pagesBig Red TR9010 TR9020 TR9030 TR9050EduleofNo ratings yet
- Volkswagen AccessoriesDocument165 pagesVolkswagen AccessoriesKornelija PadleckyteNo ratings yet
- SATCO 630 - Auto Saw InstallationDocument12 pagesSATCO 630 - Auto Saw InstallationmarceloNo ratings yet
- What Norways Experience Reveals About The Ev Charging MarketDocument6 pagesWhat Norways Experience Reveals About The Ev Charging MarketAnanchai UkaewNo ratings yet
- Geely Emgrand X7 2013 WiringDiagrams 240113 194347Document231 pagesGeely Emgrand X7 2013 WiringDiagrams 240113 194347sakrkoko4No ratings yet
- Lampiran Surat 739Document1 pageLampiran Surat 739Rap IndoNo ratings yet
- XCMG Drilling Rig Xr150d-III Aug 2018Document2 pagesXCMG Drilling Rig Xr150d-III Aug 2018Angga HudayanaNo ratings yet
- DZ10718-B10 Gearbox Assy. 75 HPDocument1 pageDZ10718-B10 Gearbox Assy. 75 HPMohamed SaadNo ratings yet
- Review of Maglev Train Technologies: IEEE Transactions On Magnetics August 2006Document10 pagesReview of Maglev Train Technologies: IEEE Transactions On Magnetics August 2006Vaibhav SharmaNo ratings yet
- Engine RemanDocument24 pagesEngine RemanJoshua SimamoraNo ratings yet
- Question Bank - EV - 2023 - 2024Document3 pagesQuestion Bank - EV - 2023 - 2024GarenaNo ratings yet
- Electric Bus Brochure: TaiwanDocument14 pagesElectric Bus Brochure: TaiwanLuis Carlos Ortiz CastilloNo ratings yet
- Military Illustrated Modeller 076 - 2017 AugustDocument68 pagesMilitary Illustrated Modeller 076 - 2017 Augustparadis100% (3)
- Bomba Electro HidráulicaDocument19 pagesBomba Electro HidráulicaOrlando DíazNo ratings yet
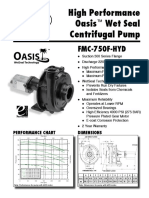
- FMC 750F HydDocument2 pagesFMC 750F HydСергей НоваковскийNo ratings yet
- Cucharas SMAG (1) Puerto BarranquillaDocument117 pagesCucharas SMAG (1) Puerto BarranquillaOsimar Pérez padillaNo ratings yet
- SM 2Document31 pagesSM 2Dmitry DimasNo ratings yet
- MANUAL UV-5153 - DetronicDocument71 pagesMANUAL UV-5153 - DetronicTiago TorresNo ratings yet
- 23 3215102 en OMDocument163 pages23 3215102 en OMraducorlanNo ratings yet