Professional Documents
Culture Documents
Soldaduras Tanque
Uploaded by
sparrowomar85Original Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
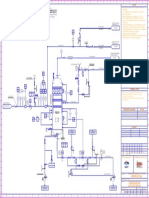
Soldaduras Tanque
Uploaded by
sparrowomar85Copyright:
Available Formats
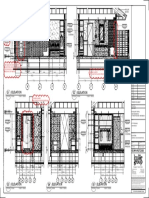
DETAIL "A" - COVER MOUNTED ACCESSORIES DETAIL "C" - JACKSTEPS & JACKPADS DETAIL "D" - LIFTING LUGS WELD
Fig.
SIZE"W"
GUSSET A1042_ 01
GTSM TANK WALL THICKNESS 8 1/2
A1042_ 02
A1042_ 03
1/4 USE WELD SIZE "W" ONLY WHEN A1042_ 04
THE INFO ARE NOT IN A SPECIFIC A1042_ 05 8 5/8
"W" 3/16" 3/16" DRAWING A1042_ 06
1/4 TYPICAL FLAT A1042_ 07
1/4 WELDED PLATE
A1048_ 01
TUBE FOR 9 3/8
A1048_ 02
VALVES W W A1048_ 03 9 1/2
A1048_ 04
"W" "W"
A1048_ 05
INT.TANK 9 5/8
A1048_ 06
Fig.8 Fig.9 A1048_ 07
COVER
CONTINUOUS WELD SIZE = COVER THK.
WELD AROUND 5/16 WHEN COVER THK. < 5/16" TANK WALL PLATE
DO NOT WELD 1/4 1/4 4 ENDS OF Fig.14 THK.
WELD SIZE
"A"
1/4
ON ENDS
CHANNEL
"t" "t"
6 OF BAR TANK FLANGE
3/16" TANK WALL
5/16 3/16
"A" "A"
PLATE 3/8 1/4
"A" WELD SIZE
FIBREGLASS CORD ( GASKET) THK. OIL FILLING BOX
BEAM CHANNEL 3/16" TUBES & BOSSES "A" 1/2 5/16
1/4 4-8 "t"
LUG PART No. "W"
1/4
1/4 "t"
3/16
A1043_ 01 1/4 5/16
INT.TANK 90° "A"
A1043_ 02 5/16
WELD SIZE 3/8 1/4
A1043_ 03
1/2
CM, CS JOBS CM, CS JOBS - I BEAM & CHANNELS
Fig.1 PART No.
"A"
GUSSET
THK. "W"
INT.TANK
BAR STIFFENERS CL JOBS ALL STIFFENERS "A" 1/2 5/16
A1043_ 04 TANK WALL
ONLY A1110_ 01 3/4 5/16
A1110_ 02
A1110_ 03
3/8 1 3/8 DETAIL "E2" DETAIL "E1"
A1110_ 04 3/16" TANK
SEAL >1 1/2 CORNERS Fig.10
1/8" WELD
Fig.2 REINFORCE WELD FOR STIFFENERS TANK
DETAIL "B" - BASE MEMBERS PART No.
WELD SIZE 3/16" FLANGES ENDS AND TANK CORNERS "A"
CORNERS G
"A" 90° 6"
Fig.1 - FLAT TYPE "A"
A2182_ 01
DETAIL OF THE REINFORCE WELD ENDS
1/4+A 2 min MIN
min 135 º 2FP2-98-145 90°
PAG. 1
1/2 INT.TANK A=t t
D=A+1/4
A 1/4+A
TO ALIGN BOTH
L 1/4+A 2 min PLATES PARALLEL
REMOVE ALL INTERNAL SHARP EDGES L > 3 *135º
( D min
-A)
"t"
TANK WALL INT.TANK TANK WALL INT.TANK
3/8" 3/8" 3/8"
BOLTED OPENING FOR CLEAN AND MAINTENANCE
FOR ALL HEAD DUCT COOLING ENDS.
"t" = 3/16 OR 1/4 OR 5/16
2 SEE DETAIL "K"
HEADER HEADER
THROAT, INSP. OPENING OR BOX 2
OR BOX LIQUID FILLED SEE DETAL "L"
2 SEE DETAIL "K"
1/2 Fig.11 1/2+1/8
45
G
CHAMFER THICKNESS/2 <45° 3, 1
5/16 HOLE IN HOLE IN
TANK HEADER
INNER CHANNEL RIBS
2 SEE DETAIL "D" 1/4
3/16"
1/4
1/4
1/4
FOR MATERIAL < 3/16" THK.
1/8 2
OUTER CHANNEL RIBS
Fig.2 - CHANNEL TYPE 2
1/4
FOR MATERIAL 3/16" OR THICKER 5/8"
1/4 PLATE OUTSIDE INSIDE
G THK.
"C"
2 DETAIL "F2" 1/4 TYPICAL FLAT "t" "A"
A+1/4 2
1/4 WELDED PLATE
3/16 3/16 3/16 3/8
"C" 45
"t" 1/4 1/4 1/4 1/2 "W"+3/16
2 END PLATES
1/8 4 CORNERS 2 5/16 1/4 1/4 3/4
Fig.12 "W"+3/16
1/8 "B" "A"
G 90° 45
3/8 5/16 5/16 3/4 FLANGE WELD G
THK. SIZE
1/2 3/8 5/16 3/4 "t" "W"
2 NAMEPLATE SUPPORT
1/8 THROAT, INSP. OPENING
OR BOX AIR FILLED 1 3/8
1/4 BOTTOM PLATE
1.1/4 1/2
CORNER JOINT SEE STEEL ANGLE FOR PIPE RADIATOS, WELDING 5/8
2 1.1/2
DETAIL "E1" & "E" A 1/2 RAIL SHIPPING "W"
Chamfer "W"
1/8 BAR OR ANGLE STIFFENERS TANK WALL ( INTERNAL)
2
2 1/4 OR SUPPORT BRACKETS
1/4
1/4 tank hole "t"
ØExternal pipe diameter-5
1/8
2 DETAIL "F2"
A+1/4 -001
1/4 G LTC COMPARTMENT 2 RADIATORS TO TANK
1/4
2 SEE DETAIL "F"
A
Chamfer
TANK WALL ( INTERNAL) Fig.13 COVER BOLTED
Fig.3 - BAR TYPE SEE DETAIL "C"
wrap weld 30 ( 90)
1/8IN
if tank
hole=ØInternalPipeDiameter -002
1/4 CAPACITY LOAD THK WELD SIZE RADIATORS TO TANK GASKET AREA
G Chamfer 6 x 6
80,000 Lbs 1 5/16
Chamfer 4 x 4
120,000 Lbs 1-1/4 3/8
1/8
165,000 Lbs 1-1/2 1/2
2
head duct pipe 90
24
260,000 Lbs 2 5/8 head duct hole R25 38
MINIMUM PREHEAT & INTERPASS TEMPERATURES
( PER CSA W59; TABLE 5.3) 400,000 Lbs 2-1/2 3/4 ØInternalpipediameter -003 R50 90
GROOVE BARRIER
ALL BOSSES, FLANGES, PIPES, NIPPLES & MOUNTING RADIATOR TO HEAD DUCT PIPE COOLING 20
3/16 PADS SEE DETAIL "M" 2
PREHEAT TEMPERATURE
WPS Process Description
AT POINT OF WELDING
DETAIL "O" - STANDARD LIFTING LUGS NUMBER PART AND WELD "W" INFO
CHANGED IN DETAIL "D" AND TABLE WERE UPDATE
joint, V groove
TANK CORNER DETAIL E2 WERE ADDED
TO 3/4 > 32° F 1 SMAW/FCAW Butt
PIPING TO FLANGE WELDING
DETAILS "C","F" AND "K" MODIFIED
DETAIL "L" NOTE ADDED
TABLE IN DETAIL "A" CHANGED
Siemens Transformadores S.A. de C.V.
> 3/4 TO 1.1/2 50° F 2 FCAW T joint Chamfer 45°
> 1.1/2 TO 2.1/2 150° F SHOP NOTES:
1/4 3 SAW/FCAW Butt joint, V groove ESTANDAR DE SOLDADURAS PARA TANQUE
> 2.1/2 225° F 1. USE THE APPROPRIATE WELD PROCESS FOR THE JOB. Flange
2. REFER TO PROCESS AND DATA SHEETS FOR WELDING DETAILS. THK NA 15/SEP/07 RICARDO F CARLOS V. JUAN O.
3. WHEN WELDING STAINLESS STEEL TO STAINLESS STEEL OR MILD STEEL,
1/4
USE STAINLESS STEEL WELD CONSUMABLES. Standard
piping 0.75xTHK NA DT1060_01_D ESTANDAR 1/2
You might also like
- 302-KG - Nirup - Residence 2bed - Type 2 - 2BRS - DD - King Room Bathroom-303Document1 page302-KG - Nirup - Residence 2bed - Type 2 - 2BRS - DD - King Room Bathroom-303hari alfandiNo ratings yet
- Kurnool - 30 NM - RWY 2000Document1 pageKurnool - 30 NM - RWY 2000aeeNo ratings yet
- Working Drawing: Furniture LayoutDocument1 pageWorking Drawing: Furniture LayoutRACHANA SADANINo ratings yet
- Penthouse Floor PlanDocument1 pagePenthouse Floor PlanErickson MalicsiNo ratings yet
- P2009000104 EcpDocument1 pageP2009000104 EcpPaj PacinaNo ratings yet
- Farm House Layout PlanDocument1 pageFarm House Layout PlanshNo ratings yet
- J3B-AM-05-D-41124-2 - RO Building. 05-SP-124Document2 pagesJ3B-AM-05-D-41124-2 - RO Building. 05-SP-124Nauman TahirNo ratings yet
- Amolik 97 Site Map - 7827005000Document1 pageAmolik 97 Site Map - 7827005000dsgbookmyflats1No ratings yet
- Planta 1 Cancha OlimpicaDocument1 pagePlanta 1 Cancha OlimpicaRaul BarreroNo ratings yet
- Ada-Canyon Counties, IdahoDocument1 pageAda-Canyon Counties, IdahoIgor SemenovNo ratings yet
- A-7 - StairsDocument1 pageA-7 - StairsfelixNo ratings yet
- 10 603110 0000100201 Mah Civ SHD 000033 - 01Document1 page10 603110 0000100201 Mah Civ SHD 000033 - 01ibrahemomr9993No ratings yet
- 1 Level 00 Floor Plan Sector 7: Bus Infrastructure Study, Design and Construction Supervision ServicesDocument1 page1 Level 00 Floor Plan Sector 7: Bus Infrastructure Study, Design and Construction Supervision ServicesAbid AyubNo ratings yet
- 1 Level 01 Floor Plan Sector 4: Bus Infrastructure Study, Design and Construction Supervision ServicesDocument1 page1 Level 01 Floor Plan Sector 4: Bus Infrastructure Study, Design and Construction Supervision ServicesAbid AyubNo ratings yet
- Cancha de Voyboll PDFDocument1 pageCancha de Voyboll PDFRaul BarreroNo ratings yet
- NTS DWG El GR 20116Document1 pageNTS DWG El GR 20116janNo ratings yet
- ZX230 270 Eng e PDFDocument1 pageZX230 270 Eng e PDFIksan RadenNo ratings yet
- S 4 Roof Framing Plan Schedule of FootingDocument1 pageS 4 Roof Framing Plan Schedule of FootingJBFPNo ratings yet
- Sheet Title: Part Plan of Toilet: Working DrawingDocument1 pageSheet Title: Part Plan of Toilet: Working DrawingAditiNo ratings yet
- Lb-2027-Jlt-Id-Add-2002-30th Floor Buffet Area Elevation-1002Document1 pageLb-2027-Jlt-Id-Add-2002-30th Floor Buffet Area Elevation-1002Saravananan SelvarajNo ratings yet
- Denah Ars Lantai 3 R7 25.08.2022-DenahDocument1 pageDenah Ars Lantai 3 R7 25.08.2022-Denahqiuqiu broNo ratings yet
- S004 76-10526-Detail Design: Typical Slab Thickening Under Block WallDocument1 pageS004 76-10526-Detail Design: Typical Slab Thickening Under Block WallMazen IsmailNo ratings yet
- Especificaciones CVL Mobil - 160902Document1 pageEspecificaciones CVL Mobil - 160902Earlgrey 79No ratings yet
- BEAM 5 (9"x17")Document1 pageBEAM 5 (9"x17")Rooking Ewondo SfuutNo ratings yet
- Legend: 225Mw/337.5Mwp Ground Mounted Solar PV Project At, Vijayanagar KarnatakaDocument1 pageLegend: 225Mw/337.5Mwp Ground Mounted Solar PV Project At, Vijayanagar Karnatakaamit mitraNo ratings yet
- 018409-Jingold M&e Bole Me FC SH 01 08Document1 page018409-Jingold M&e Bole Me FC SH 01 08Getahun AbebeNo ratings yet
- Sx7eca6 Oc 288Document15 pagesSx7eca6 Oc 288bladimyrNo ratings yet
- Castletown WebDocument2 pagesCastletown WebFilthyNo ratings yet
- Dimensions Table Elastometric BearingDocument1 pageDimensions Table Elastometric BearingDMRNo ratings yet
- 1 Level 01 Floor Plan Sector 1: Bus Infrastructure Study, Design and Construction Supervision ServicesDocument1 page1 Level 01 Floor Plan Sector 1: Bus Infrastructure Study, Design and Construction Supervision ServicesAbid AyubNo ratings yet
- Altri Componenti Di Sm000074: R2 0,22ohm R3 0,22ohmDocument1 pageAltri Componenti Di Sm000074: R2 0,22ohm R3 0,22ohmHazim SamerNo ratings yet
- Lightning M Queen Hawk: Nose Dive! Back Flip!Document1 pageLightning M Queen Hawk: Nose Dive! Back Flip!Etienne Poy PoeymirouNo ratings yet
- AQsthFER - DE.00002.R00.implFLOOR PLANDocument1 pageAQsthFER - DE.00002.R00.implFLOOR PLANpauloagarayNo ratings yet
- 395edgewood CDs FULLDocument2 pages395edgewood CDs FULLJoseph CabangNo ratings yet
- DJ 302 O en SCO 00 0005 - Basement MEP Coordination Part 1Document1 pageDJ 302 O en SCO 00 0005 - Basement MEP Coordination Part 1info.infinitytechnicalNo ratings yet
- Notes: Investor/Operator Engineering ContractorDocument1 pageNotes: Investor/Operator Engineering ContractorPerviz BabazadeNo ratings yet
- Section Detail: J-DmsDocument1 pageSection Detail: J-DmsMary DenizeNo ratings yet
- Tribuna Sector Oriente: TUBERIA COLECTOR ADS N12 Ø 10" S 0.25% - 109 M TUBERIA COLECTOR ADS N12 Ø 10" S 0.25% - 109 MDocument4 pagesTribuna Sector Oriente: TUBERIA COLECTOR ADS N12 Ø 10" S 0.25% - 109 M TUBERIA COLECTOR ADS N12 Ø 10" S 0.25% - 109 MNicanor CarcaustoNo ratings yet
- 12 - December 2020Document1 page12 - December 2020Ramesh BaluNo ratings yet
- Ayap - Struc 1Document1 pageAyap - Struc 1Kristopher AyapNo ratings yet
- ONE - 5W-IS-5615-1: Key PlanDocument1 pageONE - 5W-IS-5615-1: Key Plantuan phanNo ratings yet
- NNNN 222Document1 pageNNNN 222SAURABH KUMAR SINGHNo ratings yet
- Salut D Amour ViolinDocument1 pageSalut D Amour ViolinCassandraMimiagaNo ratings yet
- General Notes & Specifications Detail "A" Barrel Details Section "B-B"Document1 pageGeneral Notes & Specifications Detail "A" Barrel Details Section "B-B"ton carolinoNo ratings yet
- General Notes & Specifications Detail "A" Barrel Details Section "B-B"Document1 pageGeneral Notes & Specifications Detail "A" Barrel Details Section "B-B"ton carolinoNo ratings yet
- Water Distribution Layout Sanitary Layout: Floor Drain Detail Detail of Water MeterDocument1 pageWater Distribution Layout Sanitary Layout: Floor Drain Detail Detail of Water MeterAllen Robert WaganNo ratings yet
- Floor Plan Layout: HallwayDocument1 pageFloor Plan Layout: HallwayClynne Jay DespiNo ratings yet
- 206-Sheet - S 100 C - Excavation Layout-Layout1Document1 page206-Sheet - S 100 C - Excavation Layout-Layout1sameer khanNo ratings yet
- B011 000 16 50 01205 - Rev 2Document1 pageB011 000 16 50 01205 - Rev 2GLOBUS ENGINEERSNo ratings yet
- A102-R7 Ground Floor Plan-A102-r7 Revised Ground Floor PlanDocument1 pageA102-R7 Ground Floor Plan-A102-r7 Revised Ground Floor Planzubair khanNo ratings yet
- 100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 007-007Document1 page100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 007-007Tamil Arasu SNo ratings yet
- Equipments Foundation Layout: Geographic North 22.377° Prevaling Summer Wind S/WDocument1 pageEquipments Foundation Layout: Geographic North 22.377° Prevaling Summer Wind S/Wtitir bagchiNo ratings yet
- Map SnowDocument1 pageMap SnowFreehold InJerseyNo ratings yet
- 21121-EL-DWG-0023 - AC Cable Route Layout & Cross SectionDocument2 pages21121-EL-DWG-0023 - AC Cable Route Layout & Cross SectionvishnutryNo ratings yet
- 1077 - Floor PlanDocument1 page1077 - Floor PlanErmin TralješićNo ratings yet
- Omkar 1973 FinalDocument1 pageOmkar 1973 FinalNidhi VermaNo ratings yet
- Matrix and ZoningDocument2 pagesMatrix and ZoningToledo, Denise Klaire M.No ratings yet
- S05 Drilling CompartmentDocument100 pagesS05 Drilling CompartmentrolandNo ratings yet
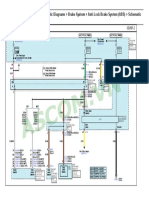
- 2018 G 1.0 MPI KAPPA Schematic Diagrams Brake System Anti-Lock Brake System (ABS) Schematic DiagramsDocument1 page2018 G 1.0 MPI KAPPA Schematic Diagrams Brake System Anti-Lock Brake System (ABS) Schematic DiagramsHuy Trần QuốcNo ratings yet
- Detroit - DD5 GHG17 (2017 - Newer) .ACM2.1Document8 pagesDetroit - DD5 GHG17 (2017 - Newer) .ACM2.1nenadNo ratings yet
- Module Diy Kit GuideDocument5 pagesModule Diy Kit GuideZomaar1234567890No ratings yet
- Jumo Heattherm-At and Jumo Heattherm-Dr: Type 603070, Surface-Mounted or Room Thermostat VersionsDocument15 pagesJumo Heattherm-At and Jumo Heattherm-Dr: Type 603070, Surface-Mounted or Room Thermostat VersionsRafael PaivaNo ratings yet
- MS40 / MS40EX: Magnetic Level Gauge SwitchDocument4 pagesMS40 / MS40EX: Magnetic Level Gauge SwitchMahdi PiranhaNo ratings yet
- Ultrasonic ProbesDocument38 pagesUltrasonic ProbesAndre RoswellNo ratings yet
- CNC Turning Center ProgrammingDocument29 pagesCNC Turning Center ProgrammingSrinivas Yadav100% (1)
- Artikel Fisika Bahasa Inggris Tentang Optik-5Document4 pagesArtikel Fisika Bahasa Inggris Tentang Optik-5Xerxes Xanthe XyzaNo ratings yet
- Miniature Radio Equipment Conststruction Manual Bernard 85 Edwin Bradley PDFDocument43 pagesMiniature Radio Equipment Conststruction Manual Bernard 85 Edwin Bradley PDFOliver2010No ratings yet
- Vactor Jet Rodder: Single Piston Water PumpDocument1 pageVactor Jet Rodder: Single Piston Water PumpRocko CallejasNo ratings yet
- Clisis 9Document15 pagesClisis 9fortroniNo ratings yet
- Workbook-WPS Office 5Document5 pagesWorkbook-WPS Office 5Vijay JamadarNo ratings yet
- Principle of Operation: EatonDocument12 pagesPrinciple of Operation: EatonДаня СторчеусNo ratings yet
- Filtro Grasa 84004 LincolnDocument1 pageFiltro Grasa 84004 Lincolnfia171098No ratings yet
- LT Panel MCC Revalidation Report - (Ril J3 Project) : S.No Check Points Observation RemarksDocument48 pagesLT Panel MCC Revalidation Report - (Ril J3 Project) : S.No Check Points Observation RemarksSanjay Kumar KanaujiaNo ratings yet
- Pulsador ManualDocument4 pagesPulsador ManualmezcalinmezcalinNo ratings yet
- Marantz UD9004 Ver.5 PDFDocument190 pagesMarantz UD9004 Ver.5 PDFboroda2410No ratings yet
- Trainer Kit For Pressure MeasurementDocument1 pageTrainer Kit For Pressure MeasurementAdvanceElectronicesNo ratings yet
- 002 - GET InstallationDocument20 pages002 - GET InstallationVictor Marcos BautistaNo ratings yet
- Argus Motion Sensors CatalogueDocument2 pagesArgus Motion Sensors CatalogueEmir HarismiNo ratings yet
- Janes TanksDocument450 pagesJanes TanksEnrique Paragas100% (1)
- Price List TSC Abril 2021Document281 pagesPrice List TSC Abril 2021Yesica SantamariaNo ratings yet
- WA150-5 SEBM033805 Structure, Function & MaintenanceDocument191 pagesWA150-5 SEBM033805 Structure, Function & Maintenancehaimay118No ratings yet
- 4002 TrackDocument62 pages4002 TrackTitchNo ratings yet
- 1678 MCC Repair Price List 2019Document1 page1678 MCC Repair Price List 2019Comptest Polska Sp z o oNo ratings yet
- 3517 4Document4 pages3517 4Ramdas PaithankarNo ratings yet
- Trafoindo Catalogue Instrument TransformersDocument6 pagesTrafoindo Catalogue Instrument TransformersFaisal Irsan PasaribuNo ratings yet
- I-O ListDocument6 pagesI-O ListEkundayo JohnNo ratings yet
- Panasonic Filmadora AG-DV7Document4 pagesPanasonic Filmadora AG-DV7Nazo FsNo ratings yet