You might also like
- Chapter No. 1: 1.1 Problem Statement (FMEA) Failure Mode Effect Analysis of Welding Defects of Beam AssemblyDocument27 pagesChapter No. 1: 1.1 Problem Statement (FMEA) Failure Mode Effect Analysis of Welding Defects of Beam AssemblyharshalNo ratings yet
- Failure Mode and Effect Analysis (FMEA) Implementation: A Literature ReviewDocument17 pagesFailure Mode and Effect Analysis (FMEA) Implementation: A Literature ReviewAdvanced Research PublicationsNo ratings yet
- FMEA For Manufacturing and Assembly Process: VJTI, Mumbai Siemens LTD., MumbaiDocument9 pagesFMEA For Manufacturing and Assembly Process: VJTI, Mumbai Siemens LTD., MumbaiKevin JordanNo ratings yet
- Fmea Thesis PDFDocument6 pagesFmea Thesis PDFwguuxeief100% (2)
- Answers To 7 FAQs About FMEA, FMECA, and FMEDADocument2 pagesAnswers To 7 FAQs About FMEA, FMECA, and FMEDAjagger zgNo ratings yet
- A Case Study of Risks Prioritization Using Fmea Method OkDocument4 pagesA Case Study of Risks Prioritization Using Fmea Method OkchrysobergiNo ratings yet
- Failure Mode and Effects Analysis (FMEA)Document17 pagesFailure Mode and Effects Analysis (FMEA)DME100% (1)
- Systematic Failure Mode Effect Analysis (FMEA) Using Fuzzy Linguistic ModellingDocument19 pagesSystematic Failure Mode Effect Analysis (FMEA) Using Fuzzy Linguistic ModellingSri Susilawati IslamNo ratings yet
- Failure Mode and Effects: AnalysisDocument17 pagesFailure Mode and Effects: AnalysisDelfina SugandiNo ratings yet
- FMEA For Manufacturing and Assembly ProcessDocument9 pagesFMEA For Manufacturing and Assembly ProcessAsep SuryanaNo ratings yet
- ACTIVIDAD1 - Practical Aspects of The Application of RCMDocument10 pagesACTIVIDAD1 - Practical Aspects of The Application of RCMeduardoperez.uniNo ratings yet
- Risk Analysis Method: FMEA/FMECA in The OrganizationsDocument9 pagesRisk Analysis Method: FMEA/FMECA in The OrganizationsrusitadianNo ratings yet
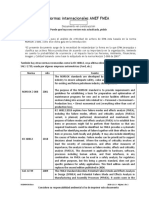
- Normas AMEF FMEA Ver 01Document2 pagesNormas AMEF FMEA Ver 01jose EscobarNo ratings yet
- Implementasi Failure Mode Effect Analysis (Fmea) Dan Fuzzy Logic Sebagai Program Pengendalian KualitasDocument14 pagesImplementasi Failure Mode Effect Analysis (Fmea) Dan Fuzzy Logic Sebagai Program Pengendalian KualitasAbdillah ThohaNo ratings yet
- The Possibility For FMEA Method Improvement and Its Implementation Into Bus Life CycleDocument8 pagesThe Possibility For FMEA Method Improvement and Its Implementation Into Bus Life CycleFerchin MartinezNo ratings yet
- TQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14Document13 pagesTQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14mechatronicsmkNo ratings yet
- FELECIA - Fuzzy Logic Reliability Centered MaintenanceDocument7 pagesFELECIA - Fuzzy Logic Reliability Centered MaintenanceJoseph Anthony Ramos ArellanoNo ratings yet
- FMEA Failure Modes Effects Analysis PDFDocument32 pagesFMEA Failure Modes Effects Analysis PDFVILLANUEVA_DANIEL2064100% (1)
- Failure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingDocument5 pagesFailure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingSRIDHAREEE61No ratings yet
- History of FMEA: FMEA Cause and Effect DiagramDocument8 pagesHistory of FMEA: FMEA Cause and Effect Diagramervikas34No ratings yet
- Development of A Predictive Maintenance Model Using Modified FMEA ApproachDocument12 pagesDevelopment of A Predictive Maintenance Model Using Modified FMEA Approachstefania di giosiaNo ratings yet
- FMEA A Life Cycle Cost PerspectiveDocument11 pagesFMEA A Life Cycle Cost Perspectivearkaprava ghoshNo ratings yet
- FMEADocument5 pagesFMEAAhmed KsibiNo ratings yet
- Quality Analysis Using Fmea Method On Assembly Processes of Washing Machine (Case Study in Panasonic Manufacturing Indonesia)Document5 pagesQuality Analysis Using Fmea Method On Assembly Processes of Washing Machine (Case Study in Panasonic Manufacturing Indonesia)gadhang dewanggaNo ratings yet
- Failure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingDocument5 pagesFailure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingMadan PrakashNo ratings yet
- Reliability Centered MaintenanceDocument2 pagesReliability Centered MaintenanceM Soban FurqanNo ratings yet
- Validation of COTS Using Single Life Cycle Approach - RD McDowallDocument15 pagesValidation of COTS Using Single Life Cycle Approach - RD McDowallNitin KashyapNo ratings yet
- RCM vs. FMEA - There Is A Distinct Difference!: RCM - Reliability Centered MaintenanceDocument4 pagesRCM vs. FMEA - There Is A Distinct Difference!: RCM - Reliability Centered Maintenanceg_viegasNo ratings yet
- Software Requirements For Reliability-Centered Maintenance ApplicationDocument7 pagesSoftware Requirements For Reliability-Centered Maintenance ApplicationGilmer PatricioNo ratings yet
- Anexo 024 PDFDocument7 pagesAnexo 024 PDFfaraherh amberNo ratings yet
- Smart Fmea CriticalDocument27 pagesSmart Fmea CriticalEdwin RamirezNo ratings yet
- FMEADocument12 pagesFMEAAlejandro José Poveda GuevaraNo ratings yet
- Chapter 2 System Approach To CBM-PHMDocument22 pagesChapter 2 System Approach To CBM-PHMDioNo ratings yet
- FMEA Types and Their UsageDocument4 pagesFMEA Types and Their UsageAnder GaragorriNo ratings yet
- fmeaRIEJ - Volume 7 - Issue 3 - Pages 336-348Document13 pagesfmeaRIEJ - Volume 7 - Issue 3 - Pages 336-348Eva WatiNo ratings yet
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- FMEADocument9 pagesFMEAVinay Kumar KumarNo ratings yet
- Asi 05 00045 v2Document20 pagesAsi 05 00045 v2velos666No ratings yet
- RCM and Digital TechnologyDocument6 pagesRCM and Digital TechnologyAnis SuryadiNo ratings yet
- Software LevelDocument7 pagesSoftware LevelEddy PrahastaNo ratings yet
- FMEADocument12 pagesFMEARADHIKA CHANDAKNo ratings yet
- 1998 ASME CIE KmentaDocument9 pages1998 ASME CIE KmentaAlper GmNo ratings yet
- Jurnal RCM 1Document9 pagesJurnal RCM 1teguhNo ratings yet
- Quality Management AnswersDocument42 pagesQuality Management AnswersVrushali Nayak100% (1)
- Failure Mode and Effects Analysis 2Document15 pagesFailure Mode and Effects Analysis 2Oyebanji SurajNo ratings yet
- Design, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxDocument32 pagesDesign, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxAtul DahiyaNo ratings yet
- Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryDocument5 pagesReliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryflavianosamelNo ratings yet
- FMEA MatrixDocument17 pagesFMEA MatriximbavioletNo ratings yet
- Meantime To FailureDocument10 pagesMeantime To FailureSatsangat KhalsaNo ratings yet
- FMEA CostDocument6 pagesFMEA CostNhan HuynhNo ratings yet
- Scope of WorkDocument2 pagesScope of WorkMadhu Sudhan ReddyNo ratings yet
- Aladon Reliability-Mgmt E-Brochure 062116Document4 pagesAladon Reliability-Mgmt E-Brochure 062116HugoCabanillasNo ratings yet
- 2018-Chih-Chung Chiu, Kuo-Sui Lin-A New Design Review Method For Functional Safety of Automotive Electrical SystemsDocument9 pages2018-Chih-Chung Chiu, Kuo-Sui Lin-A New Design Review Method For Functional Safety of Automotive Electrical SystemsAde Hikma TianaNo ratings yet
- Siemens PLM Polarion How To Conduct A Failure Modes and Effects Analysis FMEA WP 60071 A3Document8 pagesSiemens PLM Polarion How To Conduct A Failure Modes and Effects Analysis FMEA WP 60071 A3Rajesh MurugesanNo ratings yet
- AvailabilityDocument9 pagesAvailabilityMuhd Fadzlee ZNo ratings yet
- Next Generation Prognostics and Health Management For Unmanned AircraftDocument14 pagesNext Generation Prognostics and Health Management For Unmanned AircraftMark WalkerNo ratings yet
- Fmea PDFDocument36 pagesFmea PDFalsoraya00100% (1)
- Co-Evolution of Metamodels and Model Transformations: An operator-based, stepwise approach for the impact resolution of metamodel evolution on model transformations.From EverandCo-Evolution of Metamodels and Model Transformations: An operator-based, stepwise approach for the impact resolution of metamodel evolution on model transformations.No ratings yet
- Computer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryFrom EverandComputer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryRating: 3 out of 5 stars3/5 (1)