You might also like
- Baral Chemical Product Cost Analysis DetailDocument27 pagesBaral Chemical Product Cost Analysis DetailHamayet Rasel82% (11)
- Ebios 2018 PDFDocument44 pagesEbios 2018 PDFRadu HawkNo ratings yet
- Minerals 11 00101 v2Document13 pagesMinerals 11 00101 v2Catalina BohórquezNo ratings yet
- 1 s2.0 S2352710222010907 MainDocument20 pages1 s2.0 S2352710222010907 MainDoc Alcides SitoeNo ratings yet
- 1 s2.0 S0950061821007534 MainDocument12 pages1 s2.0 S0950061821007534 MainElias SoaresNo ratings yet
- Ash Wood Bimasse 13Document9 pagesAsh Wood Bimasse 13rihab.ramdane9No ratings yet
- Construction and Building MaterialsDocument13 pagesConstruction and Building MaterialsAshfaq AhmedNo ratings yet
- 1 s2.0 S0950061816320141 MainDocument14 pages1 s2.0 S0950061816320141 MainboumaizaNo ratings yet
- Characterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastDocument6 pagesCharacterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastLuis Fernando Tonholo Domingos100% (1)
- Bituminous Pavement Constructed With Municipal Solid Waste Combustor Ash: Construction, Performance, and Economic IssuesDocument15 pagesBituminous Pavement Constructed With Municipal Solid Waste Combustor Ash: Construction, Performance, and Economic IssuesHardik SolankiNo ratings yet
- Wood Ash CementDocument7 pagesWood Ash CementJoshua Ian AbanNo ratings yet
- An Evaluation of The Performance of Hot Mix Asphalt Containing Calcium Carbide Residue As A FillerDocument10 pagesAn Evaluation of The Performance of Hot Mix Asphalt Containing Calcium Carbide Residue As A FillerOnggy Aries SekaNo ratings yet
- Rfa 3Document12 pagesRfa 3tyagi rishabhNo ratings yet
- Sustainable Utilization of Red Mud Waste (Bauxite Residue) and Slag For The Production of Geopolymer Composites A ReviewDocument28 pagesSustainable Utilization of Red Mud Waste (Bauxite Residue) and Slag For The Production of Geopolymer Composites A ReviewShaker QaidiNo ratings yet
- Properties of Concrete Incorporating Nano-SilicaDocument7 pagesProperties of Concrete Incorporating Nano-SilicaChan NovNo ratings yet
- Reactivity and Pozzolanic Properties of Biomass AshesGenerated by Wheat and Soybean Straw CombustionDocument20 pagesReactivity and Pozzolanic Properties of Biomass AshesGenerated by Wheat and Soybean Straw CombustionGogyNo ratings yet
- Construction and Building Materials: Mario Berra, Teresa Mangialardi, Antonio Evangelista PaoliniDocument11 pagesConstruction and Building Materials: Mario Berra, Teresa Mangialardi, Antonio Evangelista PaoliniMarden Rengifo RuizNo ratings yet
- Construction and Building Materials: Manuel G. Beltrán, Francisco Agrela, Auxi Barbudo, Jesús Ayuso, Antonio RamírezDocument8 pagesConstruction and Building Materials: Manuel G. Beltrán, Francisco Agrela, Auxi Barbudo, Jesús Ayuso, Antonio RamírezMarden Rengifo RuizNo ratings yet
- Physical and Chemical Properties of Rice Husk Ash and Ground Granulated Blast Furnace Slag - A ReviewDocument5 pagesPhysical and Chemical Properties of Rice Husk Ash and Ground Granulated Blast Furnace Slag - A ReviewGJESRNo ratings yet
- Waste Management: Ahmad Assi, Fabjola Bilo, Stefania Federici, Annalisa Zacco, Laura E. Depero, Elza BontempiDocument10 pagesWaste Management: Ahmad Assi, Fabjola Bilo, Stefania Federici, Annalisa Zacco, Laura E. Depero, Elza BontempiGarima GuptaNo ratings yet
- Utilization of Marble Powder in Making of Cement Concrete and Analysis of Its Strength CharacteristicsDocument7 pagesUtilization of Marble Powder in Making of Cement Concrete and Analysis of Its Strength CharacteristicsEditor IJTSRDNo ratings yet
- Utilization of Municipal Solid Waste IncDocument5 pagesUtilization of Municipal Solid Waste Incwiston.projectsNo ratings yet
- Palm Karnel Shell Ash As A Partial Replacement For Cement in The Production of Paving BlocksDocument6 pagesPalm Karnel Shell Ash As A Partial Replacement For Cement in The Production of Paving BlocksFolorunsho AyomideNo ratings yet
- Rafi Eizo No Oz 2016Document10 pagesRafi Eizo No Oz 2016Muhammad BasitNo ratings yet
- Materials Today: Proceedings: A. El Machi, S. Mabroum, Y. Taha, A. Tagnit-Hamou, M. Benzaazoua, R. HakkouDocument7 pagesMaterials Today: Proceedings: A. El Machi, S. Mabroum, Y. Taha, A. Tagnit-Hamou, M. Benzaazoua, R. Hakkoulahcen essNo ratings yet
- JCLPDocument10 pagesJCLPxieningNo ratings yet
- Physico-Mechanical Properties of Lime - Silica Fume Pastes Modified With Nano-MetakaolinDocument11 pagesPhysico-Mechanical Properties of Lime - Silica Fume Pastes Modified With Nano-MetakaolinHamada Shoukry MohammedNo ratings yet
- Municipal Incinerated Solid Waste Bottom Ash As Sustainable Construction Material in The Construction of Flexible PavementsDocument10 pagesMunicipal Incinerated Solid Waste Bottom Ash As Sustainable Construction Material in The Construction of Flexible PavementsAakash GuptaNo ratings yet
- Zhang 2021Document8 pagesZhang 2021Iqrima Nabilatul husniNo ratings yet
- Energies 05 03856Document18 pagesEnergies 05 03856Lisa FosterNo ratings yet
- Geo Polymer Concrete 1Document5 pagesGeo Polymer Concrete 1Møhămmĕd F M AbûghăliNo ratings yet
- Performance Evaluation of Cement Stabilized y ash-GBFS Mixes As A Highway Construction MaterialDocument7 pagesPerformance Evaluation of Cement Stabilized y ash-GBFS Mixes As A Highway Construction MaterialHuyNo ratings yet
- FinalACIManuscript ShearerDocument11 pagesFinalACIManuscript Shearerjarol22No ratings yet
- Strength Characteristic of Geopolymer Concrete ConDocument6 pagesStrength Characteristic of Geopolymer Concrete ConMøhămmĕd F M AbûghăliNo ratings yet
- Using Industrial Wastes in ConcreteDocument30 pagesUsing Industrial Wastes in ConcreteAsghar Hussain Shah S/o Zubair Shah MS Engg. Management (Swat Campus)No ratings yet
- Aritgo - Bhardwaj (2019) - Comparative Study of Geopolymer and Alkali Activated Slag Concrete Comprising Waste Foundry SandDocument11 pagesAritgo - Bhardwaj (2019) - Comparative Study of Geopolymer and Alkali Activated Slag Concrete Comprising Waste Foundry SandAdilson GonçalvesNo ratings yet
- Materials 16 04778Document28 pagesMaterials 16 04778Yasir ComposingNo ratings yet
- Construction and Building MaterialsDocument19 pagesConstruction and Building MaterialsDm EerzaNo ratings yet
- Microstructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesDocument5 pagesMicrostructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesTusharGuptaNo ratings yet
- Construction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. RamliDocument16 pagesConstruction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. Ramlijaysern7No ratings yet
- 1 s2.0 S0950061823008589 Main PDFDocument15 pages1 s2.0 S0950061823008589 Main PDFGonzalo Fuentes GuimetNo ratings yet
- Materials 14 07286 v5Document24 pagesMaterials 14 07286 v5Mc Bry BretañaNo ratings yet
- 1 s2.0 S0950061820328518 MainDocument16 pages1 s2.0 S0950061820328518 Mainhuzi420No ratings yet
- Fukuoka Paper Saravanan 30-08-2015 4 Pages 1Document5 pagesFukuoka Paper Saravanan 30-08-2015 4 Pages 1sih190016No ratings yet
- Utilization of Sugar Mill Waste Ash As PozzolanicDocument18 pagesUtilization of Sugar Mill Waste Ash As PozzolanicMuhammadAboubakarFarooqNo ratings yet
- Journal of Cleaner Production: SciencedirectDocument13 pagesJournal of Cleaner Production: Sciencedirectjuan andre pariona mendozaNo ratings yet
- Comparision of Hardness and Strength of Fly Ash and Bagasse Ash Al-MmcsDocument7 pagesComparision of Hardness and Strength of Fly Ash and Bagasse Ash Al-MmcsLong NguyễnNo ratings yet
- Hybrid Composites Prepared From Industrial Waste Mec - 2015 - Journal of AdvancDocument8 pagesHybrid Composites Prepared From Industrial Waste Mec - 2015 - Journal of AdvancDatta Srihari NaiduNo ratings yet
- Study On Strength and Durability of Cellular Cement-Fly Ash BlocksDocument6 pagesStudy On Strength and Durability of Cellular Cement-Fly Ash BlocksDaniela BaqueroNo ratings yet
- Construction and Building Materials: Hasan Katkhuda, Nasim ShataratDocument9 pagesConstruction and Building Materials: Hasan Katkhuda, Nasim ShataratnatcostaaNo ratings yet
- Artigo 1 - Minerio Na PavimentacaoDocument12 pagesArtigo 1 - Minerio Na PavimentacaoJuliana SilvaNo ratings yet
- Partial cement replacement with rice husk ashDocument12 pagesPartial cement replacement with rice husk ashGbenge JoshuaNo ratings yet
- Application of Geopolymer Concrete AppliDocument5 pagesApplication of Geopolymer Concrete AppliTrúc LyNo ratings yet
- ART20179011Document6 pagesART20179011ME-MNG-12 MD YOUSUFNo ratings yet
- 1 s2.0 S0048969720367553 Main PDFDocument9 pages1 s2.0 S0048969720367553 Main PDFGonzalo Fuentes GuimetNo ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsHouari ABDELHADINo ratings yet
- Effect of Quarry Dust On High Performance ConcreteDocument5 pagesEffect of Quarry Dust On High Performance ConcreteMark EliasNo ratings yet
- The effect of replacing sand with iron slag on cement mortar propertiesDocument7 pagesThe effect of replacing sand with iron slag on cement mortar propertiesGandhi HammoudNo ratings yet
- 16 - Municipal Solid Waste Incineration Bottom Ash Recycling in Concrete - Preliminary Approach With Oporto WastesDocument15 pages16 - Municipal Solid Waste Incineration Bottom Ash Recycling in Concrete - Preliminary Approach With Oporto WastesGabriela Bertazzi PignottiNo ratings yet
- An Experimental Investigation On Properties of Concrete by Using Silica Fume and Glass Fibre As AdmixtureDocument4 pagesAn Experimental Investigation On Properties of Concrete by Using Silica Fume and Glass Fibre As AdmixturePattifer ReadeNo ratings yet
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- Reclamation, Treatment and Utilization of Coal Mining WastesFrom EverandReclamation, Treatment and Utilization of Coal Mining WastesNo ratings yet
- General Tests, Processes and Apparatus GuideDocument288 pagesGeneral Tests, Processes and Apparatus GuideKhannidashakeel ShakeelNo ratings yet
- Investigation of Combined Polymer Flooding and Low Salinity Water For Enhanced Oil Recovery in Dolomite Reservoir Using Okro (Abelmoschus Esculentus)Document33 pagesInvestigation of Combined Polymer Flooding and Low Salinity Water For Enhanced Oil Recovery in Dolomite Reservoir Using Okro (Abelmoschus Esculentus)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Syllabus NewDocument3 pagesSyllabus NewSameer HussainNo ratings yet
- PART 1 - Spring CapeletDocument2 pagesPART 1 - Spring CapeletFabros VanessaNo ratings yet
- 2019 - Corani - Ni43-101 - r1 - Final - Compressed (2) - 56-104Document49 pages2019 - Corani - Ni43-101 - r1 - Final - Compressed (2) - 56-104Jheison YunguriNo ratings yet
- KF Threaded Ball Valve Catalog PDFDocument24 pagesKF Threaded Ball Valve Catalog PDFAnonymous qhVGVpNo ratings yet
- RapidTooling EstadodelArte PDFDocument8 pagesRapidTooling EstadodelArte PDFjtelmo1No ratings yet
- Long-Term Fatigue Strength Prediction of CFRP Structure Based On Micromechanics of FailureDocument20 pagesLong-Term Fatigue Strength Prediction of CFRP Structure Based On Micromechanics of FailureSmeriuNo ratings yet
- ASTM A572-50 Plate - Carbon Steel A572 Grade 50 Plate - O'Neal SteelDocument1 pageASTM A572-50 Plate - Carbon Steel A572 Grade 50 Plate - O'Neal SteelSharun SureshNo ratings yet
- Dehydration and Clearing - Histopathological TechniqueDocument5 pagesDehydration and Clearing - Histopathological Techniquejohnkuys0% (3)
- Results For Kantipudi Steel Cemnt - Rajahmundry - Zonalinfo2Document4 pagesResults For Kantipudi Steel Cemnt - Rajahmundry - Zonalinfo2Manoj Digi LoansNo ratings yet
- Class 6 Science Chapter 4 Revision NotesDocument3 pagesClass 6 Science Chapter 4 Revision NotesPraveen SNo ratings yet
- Katalog Himalaya Abadi 2021 UpdateDocument44 pagesKatalog Himalaya Abadi 2021 UpdateFitra PratamaNo ratings yet
- LT 2662a Brochure Design Guide For Bonding Rubber and Thermoplastic Elastomers Volume 3 2011Document82 pagesLT 2662a Brochure Design Guide For Bonding Rubber and Thermoplastic Elastomers Volume 3 2011OzkanNo ratings yet
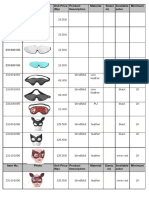
- Item No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color MinimumDocument20 pagesItem No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color Minimumrobiyanto wandooNo ratings yet
- Omega Secondary School Form Three Holiday Package - May 2010 Chemistry Set 01Document3 pagesOmega Secondary School Form Three Holiday Package - May 2010 Chemistry Set 01umuchero danielNo ratings yet
- Traditional Construction System - Wattle and Daub PDFDocument7 pagesTraditional Construction System - Wattle and Daub PDFAlkesh RaithathaNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Metals: Sci 401 Lecture 8Document54 pagesMetals: Sci 401 Lecture 8Niña Viaña BinayNo ratings yet
- HGF10R R4 ES - eDocument3 pagesHGF10R R4 ES - eNico RoisnerNo ratings yet
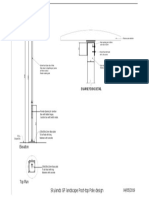
- Post-Top Pole DesignDocument1 pagePost-Top Pole DesignManoranjan ONo ratings yet
- NapGard - Brochure Final 8-6-15 PDFDocument4 pagesNapGard - Brochure Final 8-6-15 PDFPietro ViganNo ratings yet
- Resistance of Compacted Bituminous Mixtures to Moisture DamageDocument6 pagesResistance of Compacted Bituminous Mixtures to Moisture DamageAnonymous sSNLqweXgNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-Internal SAIC-D-2003 24-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-Internal SAIC-D-2003 24-Jul-18 Mechnisha_khanNo ratings yet
- Biobased Plastics and Bionanocomposites Current StatusDocument37 pagesBiobased Plastics and Bionanocomposites Current StatusGameclashNo ratings yet
- Technical Data Sheet Multi Purpose GreaseDocument4 pagesTechnical Data Sheet Multi Purpose GreaseSophia RoseNo ratings yet
- 6824 g2 Planet PDB enDocument2 pages6824 g2 Planet PDB enDuta kadayanNo ratings yet
- Parker TubingDocument85 pagesParker TubingPatrick StivénNo ratings yet