You might also like
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Chap 9-SMAW Beads Fillet WeldsDocument47 pagesChap 9-SMAW Beads Fillet WeldsSally Java SenayoNo ratings yet
- Hot Metal Skills Arc Welding GuideDocument12 pagesHot Metal Skills Arc Welding Guideaddayesudas100% (1)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalRating: 4.5 out of 5 stars4.5/5 (3)
- Arc Welding Procedures Guide: 4 Steps to a Quality WeldDocument4 pagesArc Welding Procedures Guide: 4 Steps to a Quality WeldatayxjsNo ratings yet
- SMAW Introduction GuideDocument8 pagesSMAW Introduction GuideAndrew TanNo ratings yet
- JJ203 MECHANICAL PRACTISE Welding-Report (Arc Tee Joint & Cutting & Brazing)Document9 pagesJJ203 MECHANICAL PRACTISE Welding-Report (Arc Tee Joint & Cutting & Brazing)Ah Tiang100% (1)
- Arc Welding Guide for BeginnersDocument8 pagesArc Welding Guide for BeginnersSuhayl Azmin100% (3)
- How to use arc weldDocument17 pagesHow to use arc weldLelli KurniaNo ratings yet
- Eastwood Stitch Welder ManualDocument9 pagesEastwood Stitch Welder Manualb0beiiiNo ratings yet
- 4 Welding ShopDocument9 pages4 Welding ShopMansi NegiNo ratings yet
- TVL SMAW11 Q2 M2 ModifiedDocument9 pagesTVL SMAW11 Q2 M2 ModifiedJennylynNo ratings yet
- Steps For WeldingDocument6 pagesSteps For WeldingEmoxie X - StabyielzNo ratings yet
- Arc Weld ReportDocument14 pagesArc Weld ReportAsyraf Razali67% (6)
- Self-Learning Home Task (SLHT)Document6 pagesSelf-Learning Home Task (SLHT)Felix MilanNo ratings yet
- Self-Learning Home Task (SLHT)Document6 pagesSelf-Learning Home Task (SLHT)Felix MilanNo ratings yet
- Welding Persentation 444Document38 pagesWelding Persentation 444Raunak GuptaNo ratings yet
- Welding ReportDocument10 pagesWelding ReportEboyzZ81% (16)
- INTRODUCTION TO WELDING (Mod 1) EditedDocument15 pagesINTRODUCTION TO WELDING (Mod 1) EditedFranzon MelecioNo ratings yet
- Manufacturing Technology (BPB 23303)Document9 pagesManufacturing Technology (BPB 23303)liewyoungshinNo ratings yet
- Arc Welding ProjectDocument11 pagesArc Welding ProjectLeahNo ratings yet
- Welding: IntrdutionDocument10 pagesWelding: IntrdutionJoseph George KonnullyNo ratings yet
- Power Point Essentials of WeldingDocument53 pagesPower Point Essentials of WeldingWilmerNo ratings yet
- Arc Welding GuideDocument16 pagesArc Welding GuideMuhamad AimanNo ratings yet
- Welding Techniques and ProcedureDocument11 pagesWelding Techniques and ProcedureDominic Apollo RoblesNo ratings yet
- Welding Manual - B TechDocument28 pagesWelding Manual - B TechAditya UNo ratings yet
- Shielded Metal Arc WeldingDocument7 pagesShielded Metal Arc WeldingSiraj JunaidNo ratings yet
- Learn 5 essentials of welding carbon steel platesDocument9 pagesLearn 5 essentials of welding carbon steel platesJerome A. GomezNo ratings yet
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- 5 Essentials of Shielded Metal Arc WeldingDocument15 pages5 Essentials of Shielded Metal Arc WeldingSally Java Senayo100% (3)
- SMAW Guide: Shielded Metal Arc Welding Process ExplainedDocument45 pagesSMAW Guide: Shielded Metal Arc Welding Process ExplainedEugenio Jr. MatesNo ratings yet
- SMAW Welding GuideDocument13 pagesSMAW Welding GuideCheng Yee71% (7)
- ARC Welding MachineDocument7 pagesARC Welding MachineSAATISHNo ratings yet
- Welding Lab Report. Part 1Document6 pagesWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (1)
- PORT DICKSON POLYTECHNIC MECHANICAL ENGINEERING CNC MACHINE WORKSHOP REPORTDocument19 pagesPORT DICKSON POLYTECHNIC MECHANICAL ENGINEERING CNC MACHINE WORKSHOP REPORTsujeetsaurabhNo ratings yet
- SMAW Guide Shielded Metal Arc WeldingDocument44 pagesSMAW Guide Shielded Metal Arc WeldingAndrew TanNo ratings yet
- Metal Joining CH 1 GDocument20 pagesMetal Joining CH 1 Gወይኩን ፍቃድከNo ratings yet
- Arc Welding ReportDocument6 pagesArc Welding ReportYe Chonn100% (6)
- FhszhsazfhnfDocument20 pagesFhszhsazfhnfMahes WarNo ratings yet
- Manual Metal Arc Welding (MMAW)Document20 pagesManual Metal Arc Welding (MMAW)Akmal Bin Saipul AnuarNo ratings yet
- How to Solder Electronic ComponentsDocument7 pagesHow to Solder Electronic ComponentsJohn Paolo AlvarezNo ratings yet
- SMAW Straight Bead GuideDocument7 pagesSMAW Straight Bead GuideFelix MilanNo ratings yet
- Stick Welding SMAW Complete Guide For Beginners (Abdul Qadeer) (Z-Library)Document61 pagesStick Welding SMAW Complete Guide For Beginners (Abdul Qadeer) (Z-Library)idin faridiNo ratings yet
- Beginner's Guide to Soldering: Tools, Techniques and SafetyDocument29 pagesBeginner's Guide to Soldering: Tools, Techniques and SafetyJEAN RANCES RANIDO0% (1)
- Keje Welding DaamDocument12 pagesKeje Welding Daamdzuko shamNo ratings yet
- SolderingDocument58 pagesSolderingursamitnaik100% (1)
- Introduction To Arc Welding: Information Sheet - "Document14 pagesIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNo ratings yet
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- To Investigate Band Study The Effect of Varying The Current and The Voltage On The Arc Welded SpecimenDocument5 pagesTo Investigate Band Study The Effect of Varying The Current and The Voltage On The Arc Welded SpecimenRao MaazNo ratings yet
- Arc Welding Report PUODocument15 pagesArc Welding Report PUOreda belkohNo ratings yet
- Manual 2Document16 pagesManual 2Malik Umar KhakhNo ratings yet
- 1.introduction To SMAWDocument74 pages1.introduction To SMAWRumman Ul AhsanNo ratings yet
- Welding ProjectDocument10 pagesWelding ProjectSean LimNo ratings yet
- Striking ArcDocument96 pagesStriking ArcJohn Wilner DirectoNo ratings yet
- Guide to Basic SolderingDocument13 pagesGuide to Basic SolderingJean GrandeNo ratings yet
- Learning ObjectivesDocument19 pagesLearning Objectivesfred gallardoNo ratings yet
- Butt JointDocument2 pagesButt JointAyush RanjanNo ratings yet
- Shielded Metal Arc Welding 2Document8 pagesShielded Metal Arc Welding 2Cold EnzethNo ratings yet
- WeldingDocument12 pagesWeldingapi-317106676No ratings yet
- 1101 RakibDocument12 pages1101 Rakibaman abirNo ratings yet
- Final Internship ProjectDocument91 pagesFinal Internship ProjectAbi DemNo ratings yet
- FFJFYFDocument1 pageFFJFYFaman abirNo ratings yet
- Ó - 3 The 2nd Lawú¿final Version, Homework Assigned )Document110 pagesÓ - 3 The 2nd Lawú¿final Version, Homework Assigned )aman abirNo ratings yet
- SignageDocument1 pageSignageaman abirNo ratings yet
- 2012TIM MeasurementFundamentalsDocument11 pages2012TIM MeasurementFundamentalsaman abirNo ratings yet
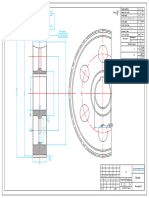
- Illustration For SDJ Series: Supplementary DesignationsDocument4 pagesIllustration For SDJ Series: Supplementary DesignationsGarcia MarcosNo ratings yet
- Tolco Pipe Hangers PDFDocument80 pagesTolco Pipe Hangers PDFHeather C BarretoNo ratings yet
- Welding Guidelines for Sandvik 2RK65Document6 pagesWelding Guidelines for Sandvik 2RK65qaNo ratings yet
- Technical Notes FOR Butt Welded, Socket Welded and Screwed Pipe FittingsDocument10 pagesTechnical Notes FOR Butt Welded, Socket Welded and Screwed Pipe FittingsMunishNo ratings yet
- Arts and Humanities (Group 1)Document52 pagesArts and Humanities (Group 1)Chris GenosasNo ratings yet
- Erp For Manufacturing IndustryDocument3 pagesErp For Manufacturing IndustrylighthouseindiaNo ratings yet
- Hydro Test ProceduresDocument10 pagesHydro Test Proceduresazimr157100% (1)
- An Experimental Investigation of Hot Machining Performance Parameters Using Oxy-Acetylene Gas SetupDocument6 pagesAn Experimental Investigation of Hot Machining Performance Parameters Using Oxy-Acetylene Gas SetupSagar MohanNo ratings yet
- AVA-Alms Valve Agency Info Sheet (2013)Document26 pagesAVA-Alms Valve Agency Info Sheet (2013)MeanRatNo ratings yet
- Seed Germination ChamberDocument6 pagesSeed Germination ChamberParveen SharmaNo ratings yet
- The Study of Metal Alloys Is A Significant Part of Materials ScienceDocument2 pagesThe Study of Metal Alloys Is A Significant Part of Materials ScienceanthonysalimmasrikanNo ratings yet
- Zenair Construction Standards - 201-07 PDFDocument42 pagesZenair Construction Standards - 201-07 PDFRogerio GuahyNo ratings yet
- 3D Printing Materials - ExOne PDFDocument3 pages3D Printing Materials - ExOne PDFnayan vyasNo ratings yet
- Results and Discussion: Sample Mark Annealing Parameters Hollomon-Jaffe ParametarDocument1 pageResults and Discussion: Sample Mark Annealing Parameters Hollomon-Jaffe ParametarDarko LandekNo ratings yet
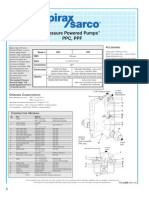
- Spirax Pressure Powered PumpsDocument2 pagesSpirax Pressure Powered Pumpshappale2002No ratings yet
- Structural Steel Fabrication ChecklistDocument1 pageStructural Steel Fabrication ChecklistHoque Anamul82% (11)
- Test Certificate: Ferro Steel SolutionDocument1 pageTest Certificate: Ferro Steel SolutionNeeraj Singh80% (5)
- Strip Heaters 375 Finned StripDocument6 pagesStrip Heaters 375 Finned StripEliasNo ratings yet
- Global Leader!: L WI REDocument20 pagesGlobal Leader!: L WI REshalometeNo ratings yet
- Cat Aluminio 2016Document40 pagesCat Aluminio 2016hexapodo2No ratings yet
- Bomba Triplex Pz8 GDDocument2 pagesBomba Triplex Pz8 GDVictor Dasilva100% (1)
- Preweld Preparation and Post Weld Procedure in SmawDocument2 pagesPreweld Preparation and Post Weld Procedure in Smawcharlesbryan.martinezNo ratings yet
- Welding QuestnDocument37 pagesWelding QuestnmehdiNo ratings yet
- Class IV oral questions on ship construction and safety equipmentDocument18 pagesClass IV oral questions on ship construction and safety equipmentdeepanck100% (2)
- 3rd To 6th Sem Mech Syllabus-2015 PDFDocument77 pages3rd To 6th Sem Mech Syllabus-2015 PDFUday SainiNo ratings yet
- Unit 3Document71 pagesUnit 3kartik guptaNo ratings yet
- ASTM A276 - 2013a PDFDocument8 pagesASTM A276 - 2013a PDFMarcel Dandaro100% (2)
- Complete Tensile Test On MS BarDocument9 pagesComplete Tensile Test On MS Barafzal taiNo ratings yet
- LHB Coach (Mechnical Features)Document38 pagesLHB Coach (Mechnical Features)gayathri12092002No ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Taking Back Eden: Eight Environmental Cases that Changed the WorldFrom EverandTaking Back Eden: Eight Environmental Cases that Changed the WorldRating: 4 out of 5 stars4/5 (2)
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Stand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailFrom EverandStand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailRating: 3 out of 5 stars3/5 (3)