You might also like
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- KDC InstallationDocument2 pagesKDC InstallationJIANG LUNo ratings yet
- Stop and Check ValvesDocument24 pagesStop and Check ValvesRahul PatilNo ratings yet
- Safety Valves and Double Stop ValvesDocument24 pagesSafety Valves and Double Stop ValvesRahul PatilNo ratings yet
- FlowCon EVS Instruction 04 2012Document8 pagesFlowCon EVS Instruction 04 2012Jeff Anderson CollinsNo ratings yet
- Flowcon ABM InstructionDocument4 pagesFlowcon ABM InstructionJeff Anderson CollinsNo ratings yet
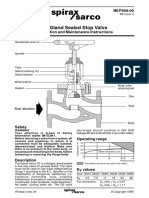
- Válvula Globo Tipo Placa - Spirax SarcoDocument2 pagesVálvula Globo Tipo Placa - Spirax SarcodgarciabNo ratings yet
- Ball Valves and Rotary Actors GuideDocument12 pagesBall Valves and Rotary Actors GuideAdvokat HadziTonicNo ratings yet
- Manual Zetkama Fig.215 - 216Document8 pagesManual Zetkama Fig.215 - 216George_Wabag_2014No ratings yet
- Safety Relief Valves BSV 8: InstructionsDocument2 pagesSafety Relief Valves BSV 8: InstructionsPaweł HejmowskiNo ratings yet
- Model Da8: (Formerly DA8/9) Direct-Acting, Positive Bias Differential Back Pressure RegulatorDocument18 pagesModel Da8: (Formerly DA8/9) Direct-Acting, Positive Bias Differential Back Pressure RegulatorBoubekeur HamegNo ratings yet
- Apv Delta Sv1Document20 pagesApv Delta Sv1VLASTARNo ratings yet
- Iom WKM 310FDocument4 pagesIom WKM 310FNasir NaqviNo ratings yet
- Abovegroundhydrants Dropdownpillar 84-25-27 P7 PDFDocument4 pagesAbovegroundhydrants Dropdownpillar 84-25-27 P7 PDFLimhot SitanggangNo ratings yet
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- VDLSE502 - VRB2-3 - Danfoss VentiliDocument8 pagesVDLSE502 - VRB2-3 - Danfoss VentilizigicsasaNo ratings yet
- p177 02 PDFDocument4 pagesp177 02 PDFJuan ZamoraNo ratings yet
- +GF+ Pressure Retaining Valve Type 586Document4 pages+GF+ Pressure Retaining Valve Type 586ROMNANo ratings yet
- Transformer Pressure Relief Valve For Power TransformersDocument4 pagesTransformer Pressure Relief Valve For Power TransformersKizito Emmanuel KyeyuneNo ratings yet
- 3 WayDocument18 pages3 WayLeonardNo ratings yet
- Piht0f402 Icmts Icad600tsDocument2 pagesPiht0f402 Icmts Icad600tsamruta21No ratings yet
- SV5 Safety Valve-Installation Maintenance ManualDocument12 pagesSV5 Safety Valve-Installation Maintenance ManualGOKUL PRASADNo ratings yet
- 12165-70 - 1 Sundry Instr.Document328 pages12165-70 - 1 Sundry Instr.kodrysNo ratings yet
- Betriebsanleitung Schieber CA EnglDocument9 pagesBetriebsanleitung Schieber CA EnglborodichNo ratings yet
- Chillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentDocument18 pagesChillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentsyhnhpc7qmNo ratings yet
- KTM Actuator CatalogueDocument12 pagesKTM Actuator CatalogueRahimNo ratings yet
- Sur-Flo Products Control Valve Liquid Turbine Meter RunDocument40 pagesSur-Flo Products Control Valve Liquid Turbine Meter RunCheng HuangNo ratings yet
- 8b Dados TecnicosDocument2 pages8b Dados TecnicosWeyvson SilvaNo ratings yet
- Control Valve Norriseal - Series2200 O&MDocument16 pagesControl Valve Norriseal - Series2200 O&MJairo AlonsoNo ratings yet
- Pre-Setting Manual Balancing Valves CIM 788: Technical InformationDocument7 pagesPre-Setting Manual Balancing Valves CIM 788: Technical InformationblindjaxxNo ratings yet
- I PM380-125 07 05 enDocument8 pagesI PM380-125 07 05 enOmprakash_janaNo ratings yet
- Quick closing oil drain valve guideDocument8 pagesQuick closing oil drain valve guideabdur rafayNo ratings yet
- SV 3 Safety ValveDocument7 pagesSV 3 Safety ValveWanderley FonsecaNo ratings yet
- Pressure Relief Valves Operating Instructions: Supplemental ProtectionDocument2 pagesPressure Relief Valves Operating Instructions: Supplemental ProtectionlorenzoNo ratings yet
- CSA Products For Waste Water: Combination Air ValveDocument9 pagesCSA Products For Waste Water: Combination Air ValvezaidNo ratings yet
- Install, Operate & Maintain Knife Gate ValvesDocument12 pagesInstall, Operate & Maintain Knife Gate ValvesSamet BabaNo ratings yet
- Install and service knife gate valvesDocument14 pagesInstall and service knife gate valvesCarlos SalazarNo ratings yet
- Operational Manualhcr-Fls Valve - 2 116 10K PDFDocument14 pagesOperational Manualhcr-Fls Valve - 2 116 10K PDFParag PadoleNo ratings yet
- CSA XLC 410-ND Automatic Control Valve ManualDocument26 pagesCSA XLC 410-ND Automatic Control Valve ManualnicolasgonzNo ratings yet
- Worcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance InstructionsDocument14 pagesWorcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance Instructionsافضح الكوارثNo ratings yet
- SFVL & DSVL Instructions RI7FE102 PDFDocument2 pagesSFVL & DSVL Instructions RI7FE102 PDFLuciano CaireNo ratings yet
- Sisto-C: 1. InstallationDocument1 pageSisto-C: 1. InstallationEric LarrondoNo ratings yet
- Valvetop D-Series With AS-interface: Installation, Operation & Maintenance ManualDocument16 pagesValvetop D-Series With AS-interface: Installation, Operation & Maintenance ManualAdeel RazaNo ratings yet
- NC No.10 New Niikura Hi-Vent Valve Instruction ManualDocument14 pagesNC No.10 New Niikura Hi-Vent Valve Instruction ManualSreejithNo ratings yet
- Installation and Maintenance Instructions for Naval Gas Ball ValveDocument5 pagesInstallation and Maintenance Instructions for Naval Gas Ball ValveMaria MarcanoNo ratings yet
- Instruction Manual Fisher 9500 Butterfly Control Valve en 127086Document20 pagesInstruction Manual Fisher 9500 Butterfly Control Valve en 127086Jan Richardo GultomNo ratings yet
- Sherwood Valves Cylinder ValvesDocument17 pagesSherwood Valves Cylinder Valvesklr_sean100% (1)
- 3890137e Tech Spec Data Sheets 1556604052Document14 pages3890137e Tech Spec Data Sheets 1556604052Prakash AnnamalaiNo ratings yet
- 52 32 Convertible Namur Solenoid Valve Model 51424 51424Lw 51424is PDFDocument7 pages52 32 Convertible Namur Solenoid Valve Model 51424 51424Lw 51424is PDFysr3eeNo ratings yet
- Spirax Sarco - Non Return Valve Type DCV3Document4 pagesSpirax Sarco - Non Return Valve Type DCV3jimmiilongNo ratings yet
- Venturi ManualDocument8 pagesVenturi ManualStavros DorisNo ratings yet
- Condensate Drain Valves CDV 32: DescriptionDocument4 pagesCondensate Drain Valves CDV 32: Descriptionconstantin.iacomi3837No ratings yet
- Series 767FR Specification SheetDocument4 pagesSeries 767FR Specification SheetFEBCONo ratings yet
- FA + Solenoid Valve ICF 15/20 EVRAT: Installation GuideDocument8 pagesFA + Solenoid Valve ICF 15/20 EVRAT: Installation GuideramonmartinezcatalaNo ratings yet
- k512 en MainDocument8 pagesk512 en MainSani PoulouNo ratings yet
- CVV N Manual de Instrucciones 1Document16 pagesCVV N Manual de Instrucciones 1LeonardNo ratings yet
- Yukenmodularvalves Yuken CatDocument140 pagesYukenmodularvalves Yuken Catchidambaram kasi100% (1)
- Check Valve Cmovalves Serie R Rev 03 Maintenance enDocument8 pagesCheck Valve Cmovalves Serie R Rev 03 Maintenance enKushen ScottNo ratings yet
- D 101550 X 012Document24 pagesD 101550 X 012Norberto SotoNo ratings yet
- Syllabuses ME 16 17 4YDocument17 pagesSyllabuses ME 16 17 4YPRASANNANo ratings yet
- EIC E 1001 0 DSG 01 Series Direction Control Valve PDFDocument12 pagesEIC E 1001 0 DSG 01 Series Direction Control Valve PDFmaherNo ratings yet
- General Combined Brochure RevisedDocument406 pagesGeneral Combined Brochure Revisedseeralan balakrishnanNo ratings yet
- Navigating the Psychrometric ChartDocument11 pagesNavigating the Psychrometric ChartmohdkamalhaziqNo ratings yet
- Material ComparisonDocument1 pageMaterial ComparisonSetiyo Bayu IndrayanaNo ratings yet
- Nano Fluid 2Document14 pagesNano Fluid 2PRASANNANo ratings yet
- EP19176429NWA1Document18 pagesEP19176429NWA1PRASANNANo ratings yet
- EMTDDocument9 pagesEMTDPRASANNANo ratings yet
- Osweiller 2000Document8 pagesOsweiller 2000PRASANNANo ratings yet
- Osweiller 1992Document8 pagesOsweiller 1992PRASANNANo ratings yet
- Sample Design Calculation - Vessel Supported On Legs (Beam)Document7 pagesSample Design Calculation - Vessel Supported On Legs (Beam)Eni Vino0% (2)
- Osweiller 2006Document8 pagesOsweiller 2006PRASANNANo ratings yet
- Cudok Etal 2021Document42 pagesCudok Etal 2021PRASANNANo ratings yet
- Alfa Laval U BendDocument23 pagesAlfa Laval U BendPRASANNANo ratings yet
- Scheme and Syllabus of BTech 1styr Automation RoboticsDocument37 pagesScheme and Syllabus of BTech 1styr Automation RoboticsPRASANNANo ratings yet
- SSCLiBr PDFDocument6 pagesSSCLiBr PDFLuis GarciaNo ratings yet
- 600TR VAPOR ABSORPTION CHILLER SPECDocument36 pages600TR VAPOR ABSORPTION CHILLER SPECaleemhakNo ratings yet
- ROD BAFFLE HEAT EXCHANGER TITLEDocument15 pagesROD BAFFLE HEAT EXCHANGER TITLEPRASANNANo ratings yet
- SSCLiBr PDFDocument6 pagesSSCLiBr PDFLuis GarciaNo ratings yet
- NH3&H2O Props EnglishDocument53 pagesNH3&H2O Props EnglishPRASANNANo ratings yet
- Analysis of Rectangular Water Tank by STADD ProDocument3 pagesAnalysis of Rectangular Water Tank by STADD ProPRASANNANo ratings yet
- Soluble & Insoluble Fiber Foods List: Fresh & Dried Fruits Serving Soluble Fiber (G) Insoluble Fiber (G) Total Fiber (G)Document2 pagesSoluble & Insoluble Fiber Foods List: Fresh & Dried Fruits Serving Soluble Fiber (G) Insoluble Fiber (G) Total Fiber (G)PRASANNANo ratings yet
- Water-Lithium Bromide Absorption Cooling AnalysisDocument132 pagesWater-Lithium Bromide Absorption Cooling AnalysisPRASANNANo ratings yet
- 600TR VAPOR ABSORPTION CHILLER SPECDocument36 pages600TR VAPOR ABSORPTION CHILLER SPECaleemhakNo ratings yet
- ABSIMDocument74 pagesABSIMchibinano0% (1)
- Java IntroductionDocument88 pagesJava Introductionpotharaju janaki deviNo ratings yet
- V382 - 20 (00205363) - DecryptDocument27 pagesV382 - 20 (00205363) - Decryptleodias.souzaNo ratings yet
- FM Approvals News Release 030117Document2 pagesFM Approvals News Release 030117Thuc PhanNo ratings yet
- Research Paper On Cyber Security & CryptographyDocument2 pagesResearch Paper On Cyber Security & CryptographyInternational Journal of Innovative Science and Research Technology100% (1)
- Flats and Apartments FINALDocument29 pagesFlats and Apartments FINALAditi SharmaNo ratings yet
- Package SsDocument2 pagesPackage SsNagaraj VjNo ratings yet
- Shell Scripting PreparationDocument23 pagesShell Scripting Preparationnjoy986No ratings yet
- Profile: Environmental OfficerDocument17 pagesProfile: Environmental OfficerAndi Tri Fardiyat SardiNo ratings yet
- Processor Design The Language of Bits: Computer Organisation and ArchitectureDocument71 pagesProcessor Design The Language of Bits: Computer Organisation and ArchitecturebinnyjNo ratings yet
- ASTRO 500: 10 Year LED Array WarrantyDocument2 pagesASTRO 500: 10 Year LED Array WarrantyJerome Cardenas TablacNo ratings yet
- Sample Problem Statement Project Hope RFP Geraci BrieDocument2 pagesSample Problem Statement Project Hope RFP Geraci Brieapi-195624308No ratings yet
- Low Pressure Switch Technical SpecsDocument10 pagesLow Pressure Switch Technical Specsdcf67myNo ratings yet
- LESSON PLAN FORMAT GUIDEDocument11 pagesLESSON PLAN FORMAT GUIDERjNo ratings yet
- JD730 Power Sensor JDPM Operating Guide R1.4Document44 pagesJD730 Power Sensor JDPM Operating Guide R1.4mborazNo ratings yet
- Acoplamentos de Lamela de Aço ROBA-DSDocument72 pagesAcoplamentos de Lamela de Aço ROBA-DSFernando KonitzNo ratings yet
- Gulf of Mexico Oil Gusher BPDocument308 pagesGulf of Mexico Oil Gusher BPVincent J. CataldiNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461No ratings yet
- Analyze and Design Sewer and Stormwater Systems with SewerGEMSDocument18 pagesAnalyze and Design Sewer and Stormwater Systems with SewerGEMSBoni ClydeNo ratings yet
- Social WeeblyDocument4 pagesSocial Weeblyapi-401560883No ratings yet
- Marketing Management: Marketing Audit Report: Sony CorporationDocument24 pagesMarketing Management: Marketing Audit Report: Sony CorporationJahanzaib ShahzadNo ratings yet
- Manual of Green Building MaterialsDocument153 pagesManual of Green Building MaterialsKawser HossainNo ratings yet
- Annexure - Aqar - 2019 - 2020Document92 pagesAnnexure - Aqar - 2019 - 2020Nishant KumarNo ratings yet
- 2az-Fe Engine Control System Sfi SystemDocument6 pages2az-Fe Engine Control System Sfi SystemMarcelo DecimaNo ratings yet
- JabongDocument18 pagesJabonghimanshusanga100% (1)
- Design of Sewerage SystemDocument51 pagesDesign of Sewerage SystemZac Francis Daymond91% (11)
- How To Filter Data by Multiple Colors in ExcelDocument3 pagesHow To Filter Data by Multiple Colors in ExceldarkwolfbrNo ratings yet
- High-Power LED Technical Data SheetDocument7 pagesHigh-Power LED Technical Data Sheetdyaza_1No ratings yet
- Machinery Inspection ChecklistDocument4 pagesMachinery Inspection ChecklistCynthia ChuaNo ratings yet
- Shortthree PDFDocument86 pagesShortthree PDFEnugukonda UshasreeNo ratings yet
- Assignment Sequential CircuitsDocument2 pagesAssignment Sequential CircuitsPavan SaiNo ratings yet