You might also like
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- KSS713 - Die Casting Tool Standard - Rev.03Document17 pagesKSS713 - Die Casting Tool Standard - Rev.03Adrian Doru100% (2)
- Gear HoningDocument12 pagesGear HoningSanjay MehrishiNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Finishing Operations GuideDocument27 pagesFinishing Operations GuideAnnieMalik100% (1)
- Compounders ListDocument12 pagesCompounders Listabhimanyu.xplastNo ratings yet
- 1-Theory of Metal Cutting PDFDocument144 pages1-Theory of Metal Cutting PDFNithinArvindNo ratings yet
- Is 1364 Part 2 or ISO 4017Document19 pagesIs 1364 Part 2 or ISO 4017santhosh kumarNo ratings yet
- Compound Tool For Press Tool WasherDocument6 pagesCompound Tool For Press Tool WasherDhaneshNo ratings yet
- Machining Operations: Text-Based VersionDocument5 pagesMachining Operations: Text-Based Versionvijayans_1No ratings yet
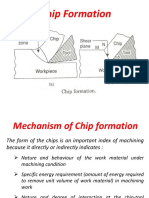
- IPE 341 Chip Formation MechanismDocument22 pagesIPE 341 Chip Formation MechanismAsif Bin Syed100% (1)
- Chip Formation: Manufacturing Technology-IiDocument20 pagesChip Formation: Manufacturing Technology-IiSachin BharadwajNo ratings yet
- 15650778Document48 pages15650778AntonyNo ratings yet
- 04 IPE 2101 LFW 4 Fundamentals of MachiningDocument56 pages04 IPE 2101 LFW 4 Fundamentals of Machiningfontawesome111No ratings yet
- 5 - Pembentukan GeramDocument21 pages5 - Pembentukan GeramHizkia OswariNo ratings yet
- (I) Mechanism of Chip Formation in MachiningDocument16 pages(I) Mechanism of Chip Formation in MachiningtsegayNo ratings yet
- Unit PPTDocument81 pagesUnit PPTGayatri KanwadeNo ratings yet
- Mechanics of Chip FormationDocument9 pagesMechanics of Chip FormationberhaneNo ratings yet
- Gear Grinding Methods ExplainedDocument9 pagesGear Grinding Methods Explainedسید مرتضی حسینیNo ratings yet
- Multi-Purpose Machine Performs Drilling, Cutting & GrindingDocument6 pagesMulti-Purpose Machine Performs Drilling, Cutting & GrindingAnonymous IK1nsqBqSNo ratings yet
- MT-2 Unit-1 Notes (19-12-2018)Document65 pagesMT-2 Unit-1 Notes (19-12-2018)chinnarasu132No ratings yet
- PDM Chap5 MachiningDocument67 pagesPDM Chap5 MachiningNABIL HUSSAINNo ratings yet
- Mechanical Preparation of MaterialsDocument11 pagesMechanical Preparation of MaterialswalkerbhoNo ratings yet
- Design For MachiningDocument33 pagesDesign For MachiningAnkit chauhanNo ratings yet
- Manufacturing Technology I - Material Removal Process 2Document164 pagesManufacturing Technology I - Material Removal Process 2Ayush KishoreNo ratings yet
- Theory of Metal CuttingDocument170 pagesTheory of Metal CuttingPreet DamaniNo ratings yet
- Mechanics of Metal Cutting: By: Dr. Pawan Sharma Assistant Professor SVNIT, SuratDocument46 pagesMechanics of Metal Cutting: By: Dr. Pawan Sharma Assistant Professor SVNIT, SuratShubham BorseNo ratings yet
- Theory of Metal Cutting-Module 1Document116 pagesTheory of Metal Cutting-Module 1rejeesh_rajendranNo ratings yet
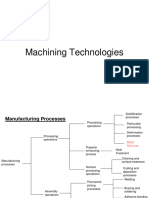
- Machining TechnologiesDocument37 pagesMachining TechnologiesDawood AbdullahNo ratings yet
- Lecture2-Metalcutting 2Document40 pagesLecture2-Metalcutting 2girma workuNo ratings yet
- Theory of Metal CuttingDocument162 pagesTheory of Metal CuttingShrikrushna MaliNo ratings yet
- Lecture Objectives: To Develop An Understanding ofDocument24 pagesLecture Objectives: To Develop An Understanding ofMuhammad IrfanNo ratings yet
- Broaching Process ExplainedDocument5 pagesBroaching Process ExplainedDowell ArcNo ratings yet
- Lathe OperationsDocument35 pagesLathe Operationsdvshadow0004No ratings yet
- Mini 2Document20 pagesMini 2Yash ChNo ratings yet
- Metal Cutting Basics-MinDocument104 pagesMetal Cutting Basics-MinmuthukumaranNo ratings yet
- Advanced Production and Process2Document32 pagesAdvanced Production and Process2christo royNo ratings yet
- Lectut MIN-216 PDF UNIT 1 Theory of MachiningDocument112 pagesLectut MIN-216 PDF UNIT 1 Theory of Machiningvishal guptaNo ratings yet
- Lecture 6 IMPDocument3 pagesLecture 6 IMPLouie Jean LabradorNo ratings yet
- Broaching - Sawing ProcessesDocument33 pagesBroaching - Sawing ProcessesashutoshNo ratings yet
- QB-Solution 4,5,6Document16 pagesQB-Solution 4,5,6Pratik KarwadeNo ratings yet
- 3rd Edition Anthony J. Wheeler Ahmad R.Document58 pages3rd Edition Anthony J. Wheeler Ahmad R.Ahmad IkhwanNo ratings yet
- Chapter 4 Metal Removal ProcessesDocument66 pagesChapter 4 Metal Removal Processesdagimawgchew777No ratings yet
- Material Removal Processes: Chip FormationDocument17 pagesMaterial Removal Processes: Chip FormationHavid ManchunianNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineChandra NurikoNo ratings yet
- Part 1 - Sec I-Traditional Machining ProcessesDocument46 pagesPart 1 - Sec I-Traditional Machining ProcessesAtalelew ZeruNo ratings yet
- Instructional Objectives: Version 2 ME IIT, KharagpurDocument4 pagesInstructional Objectives: Version 2 ME IIT, KharagpurNilaksh BansalNo ratings yet
- IPE 341-Chip Formation MechanismDocument21 pagesIPE 341-Chip Formation MechanismAbdulNo ratings yet
- Machining of MetalsDocument78 pagesMachining of MetalsKhalid Sheikh100% (1)
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Surface Finishing ProcessesDocument21 pagesSurface Finishing Processesjigar daveNo ratings yet
- ME6402 Manufacturing Technology II NotesDocument124 pagesME6402 Manufacturing Technology II NotesMr.N.S. NateshNo ratings yet
- Fundamentals of Metal Cutting and Theory of MachiningDocument20 pagesFundamentals of Metal Cutting and Theory of MachiningSalman AhmedNo ratings yet
- Module-2 Machining Process: Lesson ContentsDocument20 pagesModule-2 Machining Process: Lesson ContentsYashas KattemaneNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Pipes and UnionDocument8 pagesPipes and UnionSuraj Mahendra RamrajNo ratings yet
- Astm Volume 02 02Document4 pagesAstm Volume 02 02RonNo ratings yet
- Reducing overpackaged goods through shared responsibilityDocument1 pageReducing overpackaged goods through shared responsibilityHoàng PhạmNo ratings yet
- Construction Equipment and MaintenanceDocument17 pagesConstruction Equipment and Maintenanceangelica suazoNo ratings yet
- Quotation For 800-1000 KG SunwardDocument7 pagesQuotation For 800-1000 KG SunwardFarzan PuneNo ratings yet
- PIO_APPL_HTDocument271 pagesPIO_APPL_HTarunbaddi16No ratings yet
- MD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelDocument8 pagesMD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelTran KhuynhNo ratings yet
- MEP-P-ES-003-Fabricated PipingDocument8 pagesMEP-P-ES-003-Fabricated PipingElias EliasNo ratings yet
- Leading Manufacturer of Textile Carding Parts and SolutionsDocument17 pagesLeading Manufacturer of Textile Carding Parts and SolutionsAbdul MoeezNo ratings yet
- Company Profile Rev1Document21 pagesCompany Profile Rev1allrounder_mannNo ratings yet
- SASTRA INGGRIS SalinanDocument5 pagesSASTRA INGGRIS SalinanMila AmeliaNo ratings yet
- NonWoven Module 2023Document90 pagesNonWoven Module 2023Aweru gebremariamNo ratings yet
- Materi Pertemuan 10 (Aglomerasi, Pengeringan, Kalsinasi, Roasting)Document36 pagesMateri Pertemuan 10 (Aglomerasi, Pengeringan, Kalsinasi, Roasting)HrdsJeviezaDaffaYounaNo ratings yet
- Welding Costs - Continued - TWIDocument6 pagesWelding Costs - Continued - TWISumantaNo ratings yet
- Advance Manufacturing Technology 26100720014Document10 pagesAdvance Manufacturing Technology 26100720014matrika adhikariNo ratings yet
- User Instructions - W10920985 - Rev ADocument12 pagesUser Instructions - W10920985 - Rev ALe, Vu UyNo ratings yet
- A Guide To Understanding Steel Grit andDocument3 pagesA Guide To Understanding Steel Grit andPreety sharmaNo ratings yet
- Internship Report On Online Training at Sandvik Asia PVT - LTDDocument10 pagesInternship Report On Online Training at Sandvik Asia PVT - LTDShravani GogawaleNo ratings yet
- Drill Rod Size AfkosDocument2 pagesDrill Rod Size AfkosSugeng Ciko DarmintoNo ratings yet
- OK Blowing Molding System For 0.4-2L BottleDocument15 pagesOK Blowing Molding System For 0.4-2L BottleHani KhaledNo ratings yet
- Analysis of Manufacturing Methods and Die Design FDocument20 pagesAnalysis of Manufacturing Methods and Die Design Fshoyeb rakibNo ratings yet
- 18MES103L-Civil and Mechanical Engineering WorkshopDocument8 pages18MES103L-Civil and Mechanical Engineering WorkshopBhowmik VashishtNo ratings yet
- Mech 204 Takehome Exam 1 of 2020Document2 pagesMech 204 Takehome Exam 1 of 2020Manuel Tikongyin WundengbaNo ratings yet
- CP22 - Nepra 092022 FescoDocument39 pagesCP22 - Nepra 092022 FescoGYAAN-E-NAFSIYATNo ratings yet
- Guidelines Inspection Testing PlywoodDocument5 pagesGuidelines Inspection Testing PlywoodKarambir SinghNo ratings yet
- Junagadh 1Document7 pagesJunagadh 1Tanya SinghNo ratings yet
- Monthly Scrap - MayDocument1 pageMonthly Scrap - MayAmirHakimRusliNo ratings yet