You might also like
- Me Performance ReportDocument1 pageMe Performance ReportgioNo ratings yet
- Integrated Flight Display Pilot GuideDocument177 pagesIntegrated Flight Display Pilot Guiderainerfranz100% (1)
- The Ovation NX Amplifier V2.0 8Document57 pagesThe Ovation NX Amplifier V2.0 8marginwalker77100% (1)
- Vehicle Identification: Telephone: Fax: VAT Registration No.Document5 pagesVehicle Identification: Telephone: Fax: VAT Registration No.Adrian Macaya100% (1)
- LV Relay SettingDocument12 pagesLV Relay SettingRatheesh KumarNo ratings yet
- Class-4 - Equipment ListDocument5 pagesClass-4 - Equipment ListBharadwaj RangarajanNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- C4 4 CalibracionDocument5 pagesC4 4 CalibracionJaya Abadi100% (1)
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
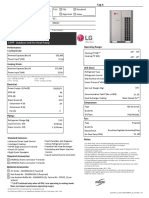
- ARUN240LTE5Document2 pagesARUN240LTE5Edgard Chara CarhuayoNo ratings yet
- Assembly Section: Mast - Contact Combilift Quoting The Truck Serial Number For Mast Parts ManualDocument145 pagesAssembly Section: Mast - Contact Combilift Quoting The Truck Serial Number For Mast Parts ManualJulianNo ratings yet
- MTC Inv 053 PDFDocument1 pageMTC Inv 053 PDFBeshnu Garanaik100% (2)
- PQR A106 HAL-1Document1 pagePQR A106 HAL-1Budi Setia RahmanNo ratings yet
- PQRDocument2 pagesPQRHoangNo ratings yet
- Mtz18ja5ave MTZ18 5viDocument6 pagesMtz18ja5ave MTZ18 5viIRAN FREONNo ratings yet
- DMR-019 - Louisiana - A-2-D - 07 - Oct-18Document5 pagesDMR-019 - Louisiana - A-2-D - 07 - Oct-18Aziz AndriyantoNo ratings yet
- Summary Daily ReportDocument10 pagesSummary Daily Reportdidi sudiNo ratings yet
- FH2511Z Kz1aDocument1 pageFH2511Z Kz1aAndres VargazNo ratings yet
- Mtz28je5ave MTZ28 5viDocument6 pagesMtz28je5ave MTZ28 5viIRAN FREONNo ratings yet
- ARUV241BTE5Document2 pagesARUV241BTE5jaimegutierrezlinganNo ratings yet
- JICS TemplateDocument2 pagesJICS TemplateMohd Effiezool YaserNo ratings yet
- Amal-18 Sta DDR#8 19-02-2020Document30 pagesAmal-18 Sta DDR#8 19-02-2020eng7mohamed7hashimNo ratings yet
- Ex Wps Train 01Document2 pagesEx Wps Train 01aidil30No ratings yet
- Reporting Date:-Production Report For:-: Quality Management SystemDocument4 pagesReporting Date:-Production Report For:-: Quality Management SystemsourajpatelNo ratings yet
- PROGRAMA DE PERFORACION P3-12 HorizontalDocument2 pagesPROGRAMA DE PERFORACION P3-12 HorizontalcarlosNo ratings yet
- PressureSwitch 20230729124938.190 XDocument1 pagePressureSwitch 20230729124938.190 XDon't MindNo ratings yet
- Elevators Testing ReportDocument6 pagesElevators Testing ReportMUHAIDEEN KANI ABDUL AZEEZNo ratings yet
- Hims Masterlist MatrixDocument3 pagesHims Masterlist MatrixFarghud EismethNo ratings yet
- Piping Support Manual Load CalculationDocument1 pagePiping Support Manual Load CalculationFaiyaz RezaNo ratings yet
- Welding Procedure Specifications (WPS) - Qw482Document23 pagesWelding Procedure Specifications (WPS) - Qw482vichu_villamarNo ratings yet
- Welding Procedure Specifications Wps Ow482 1677154438Document23 pagesWelding Procedure Specifications Wps Ow482 1677154438Quang NhậtNo ratings yet
- FeaturesDocument3 pagesFeaturesHector0412No ratings yet
- ARUN160BTE5Document2 pagesARUN160BTE5Jeyson Sandoval LópezNo ratings yet
- HT Test Reopts July CTPT 2020Document6 pagesHT Test Reopts July CTPT 2020HineNo ratings yet
- WPS Sa240 S410SDocument3 pagesWPS Sa240 S410SBudi Setia RahmanNo ratings yet
- SAEP-88 Appendix J: Materials Selection Table (MST) Template (1 of 2)Document2 pagesSAEP-88 Appendix J: Materials Selection Table (MST) Template (1 of 2)Afzal AsifNo ratings yet
- NDE Request Form: Client: Location: Project Name & No.: Construction Code: Drawing No.: Date: Request No.Document2 pagesNDE Request Form: Client: Location: Project Name & No.: Construction Code: Drawing No.: Date: Request No.Enrico BishopNo ratings yet
- ZENNER Single Jet ETKD-N, 2-Page BROCHUREDocument2 pagesZENNER Single Jet ETKD-N, 2-Page BROCHUREVikram S GadreNo ratings yet
- Ocrte-9f2ol WelderDocument1 pageOcrte-9f2ol WelderSAHAJ DIGITAL ZONENo ratings yet
- F-MQC-08-Rev-5-Date - 16-Nov-2019Document3 pagesF-MQC-08-Rev-5-Date - 16-Nov-2019Deepak HoleNo ratings yet
- Proportional Relief Valve: PRP-10W-X-Y-Z-B1Document1 pageProportional Relief Valve: PRP-10W-X-Y-Z-B1Michał A.No ratings yet
- Data Sheet: PDF Created With Pdffactory Trial VersionDocument3 pagesData Sheet: PDF Created With Pdffactory Trial VersiontsplinstNo ratings yet
- VCST14Document2 pagesVCST14Hadi AlizadehNo ratings yet
- 3827-E10-067 - High Performance Butterfly Valve - BDocument2 pages3827-E10-067 - High Performance Butterfly Valve - BMohamed Elsaid El ShallNo ratings yet
- Programa de Perforación XA-32 LateralDocument1 pagePrograma de Perforación XA-32 LateralcarlosNo ratings yet
- Gas Transmission Pipeline Rev9Document1 pageGas Transmission Pipeline Rev9wahyuNo ratings yet
- Upvc Bonding Log SheetDocument6 pagesUpvc Bonding Log Sheet123aefNo ratings yet
- Dual Counterbalance: A-VBSO-DE-30-PI 08.48.11 - X - Y - ZDocument2 pagesDual Counterbalance: A-VBSO-DE-30-PI 08.48.11 - X - Y - ZcoelhoclaudiosNo ratings yet
- Flow Element: Base Maximum Flow Min Flow Property MethodDocument4 pagesFlow Element: Base Maximum Flow Min Flow Property Methodscploperation.2x50 CommonNo ratings yet
- JR R s45b Ls 20 20 NN N 3 C3ve A8n NNN JJJ NNNDocument1 pageJR R s45b Ls 20 20 NN N 3 C3ve A8n NNN JJJ NNNIanNo ratings yet
- WS38-16 DPPS PDFDocument1 pageWS38-16 DPPS PDFJohnsNo ratings yet
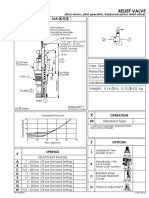
- Relief Valve: RQ-10A-X-Y-ZDocument1 pageRelief Valve: RQ-10A-X-Y-ZBenAbrahamSamuelNo ratings yet
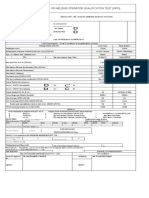
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)tebetupar.ttNo ratings yet
- WPS P1 Group Any To P1 Group Any GTAW-FCAW (Manual-Machine)Document2 pagesWPS P1 Group Any To P1 Group Any GTAW-FCAW (Manual-Machine)Prasad ChakkrapaniNo ratings yet
- ARUV216BTE5: Multi V™ 5 - 220V - 18RT Outdoor Unit For Cooling OnlyDocument2 pagesARUV216BTE5: Multi V™ 5 - 220V - 18RT Outdoor Unit For Cooling OnlyCristian monsalve mendozaNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- Measurement of Payment (Electrical Work)Document14 pagesMeasurement of Payment (Electrical Work)Steven JosephNo ratings yet
- 79 P3Document6 pages79 P3vespoNo ratings yet
- PQR 77Document14 pagesPQR 77BIIS QAQC Babu SivaNo ratings yet
- Ekm Feb 2017Document1 pageEkm Feb 2017Arun SNo ratings yet
- Drive by WireDocument5 pagesDrive by WirekarlNo ratings yet
- Arjun ResumeDocument1 pageArjun Resumearjun_soccerbugNo ratings yet
- EN-Configurator - TSDZ2-mb.20beta1.ADocument14 pagesEN-Configurator - TSDZ2-mb.20beta1.AAlex GarridoNo ratings yet
- Oilfield Supply Parts Lot N8234Document13 pagesOilfield Supply Parts Lot N8234Dwiki RamadhaniNo ratings yet
- Schenider VCB PV and TCDocument2 pagesSchenider VCB PV and TCajeetNo ratings yet
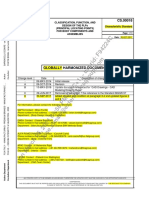
- NORMA FIAT-CLASSIFICATION, FUNCTION, AND DESIGN OF THE PLPs-CS.00018Document13 pagesNORMA FIAT-CLASSIFICATION, FUNCTION, AND DESIGN OF THE PLPs-CS.00018Helder VieiraNo ratings yet
- Reference: Selection No# 75294: Friday, July 26, 2019Document5 pagesReference: Selection No# 75294: Friday, July 26, 2019deepak kumarNo ratings yet
- Report of SOYMPH Tile TentingDocument4 pagesReport of SOYMPH Tile TentingHugo LabastidaNo ratings yet
- Steel: (Applications and Market Survey)Document6 pagesSteel: (Applications and Market Survey)SHASHWAT GUPTANo ratings yet
- Scimakelatex 1450 XXXDocument6 pagesScimakelatex 1450 XXXborlandspamNo ratings yet
- UntitledDocument28 pagesUntitledAli RazuNo ratings yet
- 820-01598 Prometheus Power Sequence Diagram LO2Document1 page820-01598 Prometheus Power Sequence Diagram LO2Patricio VelezNo ratings yet
- Non-Newtonian Tangential Flow in Cylindrical Annuli: TadmorDocument10 pagesNon-Newtonian Tangential Flow in Cylindrical Annuli: TadmorAlejandro Serrano ChavezNo ratings yet
- PRP 11.5A Environmental Monitoring PlanningDocument8 pagesPRP 11.5A Environmental Monitoring PlanningAvskilt MazidNo ratings yet
- The Use of The Variogram in Time Series AnalysisDocument50 pagesThe Use of The Variogram in Time Series AnalysisGeorge KrasadakisNo ratings yet
- 1.5in PX4 Higienica EOMDocument43 pages1.5in PX4 Higienica EOMWalter CastilloNo ratings yet
- Spesifikasi Teknis Heat PumpDocument16 pagesSpesifikasi Teknis Heat Pumpcrisma tariNo ratings yet
- 0.1 μF, 5 V Powered CMOS RS-232 Drivers/Receivers ADM206/ADM207/ADM208/ADM211/ADM213Document16 pages0.1 μF, 5 V Powered CMOS RS-232 Drivers/Receivers ADM206/ADM207/ADM208/ADM211/ADM213Ad'han YulyandreyNo ratings yet
- How To Use Cidex® Opa SolutionDocument1 pageHow To Use Cidex® Opa SolutionSuresh KumarNo ratings yet
- D112ContribDocument4 pagesD112ContribCorina TricaNo ratings yet
- FabshieldXLR 8Document2 pagesFabshieldXLR 8Michael ClaphamNo ratings yet
- Pipecoater-Iii/900: Internal Pipecoater For Pipe ID 300 MM To 900 MM (12" - 36")Document2 pagesPipecoater-Iii/900: Internal Pipecoater For Pipe ID 300 MM To 900 MM (12" - 36")BepdjNo ratings yet
- Item1 MKA 600FDocument3 pagesItem1 MKA 600FzeljkogrNo ratings yet
- Oracle Financials E-Business Suite Release 12 Period End ProceduresDocument60 pagesOracle Financials E-Business Suite Release 12 Period End ProceduresandiglynnNo ratings yet
- SVM AgfaLine 30 44 OLPDocument148 pagesSVM AgfaLine 30 44 OLPMarcos SamsoniukNo ratings yet