You might also like
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- Electric Scooter PlansDocument6 pagesElectric Scooter PlansJim88% (8)
- Iwa L'ewa : The Intersection of Aesthetics and Metaphysics in Classical Yoruba Philosophy : From Human Being To Being in GeneralDocument5 pagesIwa L'ewa : The Intersection of Aesthetics and Metaphysics in Classical Yoruba Philosophy : From Human Being To Being in GeneralToyin Adepoju50% (2)
- Mental Health of GNMDocument133 pagesMental Health of GNMGuruKPO100% (9)
- RT 149 PDFDocument10 pagesRT 149 PDFRaul Diaz100% (1)
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Additional Protecting Plates For Hotbox - 3216s062 - 02gbDocument3 pagesAdditional Protecting Plates For Hotbox - 3216s062 - 02gbMark ChapmanNo ratings yet
- Simple & Compound SentencesDocument24 pagesSimple & Compound SentencesIbnu RusyidNo ratings yet
- Upgrading of Generators To Improve ReliabilityDocument10 pagesUpgrading of Generators To Improve ReliabilityDanielAlejandroRamosQueroNo ratings yet
- HR Audit NotesDocument28 pagesHR Audit NotesTitli TitleNo ratings yet
- RT-96 - Exhaust Valve Spindle LubricationDocument6 pagesRT-96 - Exhaust Valve Spindle LubricationGeorgios MariolisNo ratings yet
- Practical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesFrom EverandPractical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesNo ratings yet
- HF-4 Emergency Towing System (Including Instruction Book)Document43 pagesHF-4 Emergency Towing System (Including Instruction Book)MUKUL100% (1)
- Technical Bulletin: RT-82 Wärtsilä 2-StrokeDocument23 pagesTechnical Bulletin: RT-82 Wärtsilä 2-StrokeRaul DiazNo ratings yet
- RT-92 - Issue3 Valve Control UnitDocument12 pagesRT-92 - Issue3 Valve Control UnitcataNo ratings yet
- MS ActDocument16 pagesMS ActMUKULNo ratings yet
- 2022 Taekwondo MagazineDocument105 pages2022 Taekwondo MagazineDodot SudrajatNo ratings yet
- Case Study MilitaryDocument1 pageCase Study Militaryrazvan6b49No ratings yet
- Welding Precautions: InstructionsDocument6 pagesWelding Precautions: InstructionsSyed UmerNo ratings yet
- CPC Sample Exam 1Document9 pagesCPC Sample Exam 1Renika_r80% (5)
- Engines: Cylinder Head Studs For Wärtsilä 46Document3 pagesEngines: Cylinder Head Studs For Wärtsilä 46Fakir Mahadi Hasan100% (1)
- Technical Bulletin RT-108: Wärtsilä Low-Speed EnginesDocument6 pagesTechnical Bulletin RT-108: Wärtsilä Low-Speed EnginesKr ManuNo ratings yet
- RT-83 Con-Rod Bottom End BRG - Upper Shell Cavitation (Issue 3, 20-02-2017)Document11 pagesRT-83 Con-Rod Bottom End BRG - Upper Shell Cavitation (Issue 3, 20-02-2017)maxwell333No ratings yet
- RTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersDocument5 pagesRTA-09 Cylinder Covers With Erosion and Corrosion Resistant CladdersCatalin CataNo ratings yet
- U3l2s Seals - HosesDocument18 pagesU3l2s Seals - HosespmcisissengueNo ratings yet
- I-32 Assessment of Connecting Rod Top End Bearing ShellDocument7 pagesI-32 Assessment of Connecting Rod Top End Bearing ShellposeidonNo ratings yet
- RT-270 - Cooling Water Valve Safety LoDocument6 pagesRT-270 - Cooling Water Valve Safety LoAndré MarçaloNo ratings yet
- Oil Maintenance EAL 29-06-2020Document11 pagesOil Maintenance EAL 29-06-2020costas volikasNo ratings yet
- 538-220 - Thomas Coupling ManualDocument10 pages538-220 - Thomas Coupling ManualFelipeNo ratings yet
- RTA-33.1 Crank Pin Bearing ShellsDocument13 pagesRTA-33.1 Crank Pin Bearing ShellsCatalin CataNo ratings yet
- Service: (MadeDocument2 pagesService: (MadeAmer RafiqueNo ratings yet
- CT Storage Corrosion - October 2002 - 3011055 - 01Document28 pagesCT Storage Corrosion - October 2002 - 3011055 - 01gcgiron100% (1)
- RTA52 (U) - RTA62 (U) - RTA72 (U) Cylinder Liner With Insulation Tubes and Insulation BandagesDocument10 pagesRTA52 (U) - RTA62 (U) - RTA72 (U) Cylinder Liner With Insulation Tubes and Insulation BandagescarmaNo ratings yet
- Fallas Encilindro EatonDocument4 pagesFallas Encilindro EatonSaul Huaman SanchezNo ratings yet
- RTA-65 Daros Chromium-Ceramic Piston RingsDocument6 pagesRTA-65 Daros Chromium-Ceramic Piston RingsCatalin CataNo ratings yet
- Battery Replacement Manual (DOC0945) R01-000Document21 pagesBattery Replacement Manual (DOC0945) R01-000874895No ratings yet
- Protect Safety Valves Using Rupture DiscsDocument2 pagesProtect Safety Valves Using Rupture DiscsBramJanssen76No ratings yet
- G - Analysis of Chain DamageDocument17 pagesG - Analysis of Chain DamageTegoarNo ratings yet
- Article 1000788Document4 pagesArticle 1000788Anonymous 2p6UltflNo ratings yet
- RT-128 Exhaust Valve Actuator Pipe HolderDocument6 pagesRT-128 Exhaust Valve Actuator Pipe HoldercataNo ratings yet
- DUO CONE SEALS-install, CaterpillarDocument16 pagesDUO CONE SEALS-install, CaterpillarLuisNo ratings yet
- SL - Wartsila - Technical Bulletin - 2020 - Attention - RT-239 - Optimisation Jacket Cooling Water - XDFDocument14 pagesSL - Wartsila - Technical Bulletin - 2020 - Attention - RT-239 - Optimisation Jacket Cooling Water - XDFVlad FreelancerNo ratings yet
- Alpine CDA 9830R Service ID1320Document68 pagesAlpine CDA 9830R Service ID1320Souza SouzaNo ratings yet
- Tie Technology DK SKDocument32 pagesTie Technology DK SKVladimir PleșcaNo ratings yet
- RTA-10 Piston Skirt in Two PartsDocument6 pagesRTA-10 Piston Skirt in Two PartsCatalin CataNo ratings yet
- Cracks in Portland Cement Plaster (Stucco) : TechnicalbulletinDocument1 pageCracks in Portland Cement Plaster (Stucco) : TechnicalbulletinAbhijeet landageNo ratings yet
- Installation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BDocument44 pagesInstallation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BValentina PopescuNo ratings yet
- SL - Wartsila - 2021 - RT-242 - Issue1 - Main Injector - Potential Cross Contamination of Fuel and System Oil - XDFDocument15 pagesSL - Wartsila - 2021 - RT-242 - Issue1 - Main Injector - Potential Cross Contamination of Fuel and System Oil - XDFVlad FreelancerNo ratings yet
- Compatibility of Gas and Cylinder Material: Prepared by The Safety Advisory Group SAG NL 75/02/EDocument2 pagesCompatibility of Gas and Cylinder Material: Prepared by The Safety Advisory Group SAG NL 75/02/EMuhammad Noor FadhliNo ratings yet
- RT-120 - Exhaust Valve Damper CavitationDocument6 pagesRT-120 - Exhaust Valve Damper CavitationMUKULNo ratings yet
- 09.01 ICU Rail Valve LeakagesDocument11 pages09.01 ICU Rail Valve LeakagesGennadi JermilovNo ratings yet
- Rutland 913 Wind GeneratorDocument20 pagesRutland 913 Wind Generatorsaxonpirate100% (1)
- (101, 201) Pendulum Flap Valve SZ 30Document9 pages(101, 201) Pendulum Flap Valve SZ 30Bata ZivanovicNo ratings yet
- Circuit Breaker Maintenance, Sentinels On GuardDocument4 pagesCircuit Breaker Maintenance, Sentinels On GuardНаталья ЕфименкоNo ratings yet
- 5065761401Document9 pages5065761401Alok KumarNo ratings yet
- RT-157 Piston Running BehaviourDocument12 pagesRT-157 Piston Running BehaviourCatalin CataNo ratings yet
- Calzoni Hydraulic Motor Seal Kits 2022Document4 pagesCalzoni Hydraulic Motor Seal Kits 2022Sidney Pereira JuniorNo ratings yet
- RT-80 - Issue1 Retrofit Cylinder Lubricating Quill Non Return ValveDocument5 pagesRT-80 - Issue1 Retrofit Cylinder Lubricating Quill Non Return ValvecataNo ratings yet
- Pressure Relief With Rupture DiscsDocument3 pagesPressure Relief With Rupture DiscsValesh MonisNo ratings yet
- TD2015-03 EN - Installation Instruction Duresca BusbarDocument21 pagesTD2015-03 EN - Installation Instruction Duresca BusbarMarcelo Delgado100% (1)
- File1 229 152531320717Document40 pagesFile1 229 152531320717MEHDINo ratings yet
- NOV Lock Wiring Guide: Document No ASP00019Document9 pagesNOV Lock Wiring Guide: Document No ASP00019Mohammed JalalNo ratings yet
- FUELCAPS - EPA (Filtro de Combustible)Document4 pagesFUELCAPS - EPA (Filtro de Combustible)SUPERVISOR PROYECTOS BCI & RCI (EDUARDO VILLANUEVA)No ratings yet
- Clad Construction TiFabDocument6 pagesClad Construction TiFabJaison JoseNo ratings yet
- RT-250 - Heavy Sea Mode Usage GuideDocument6 pagesRT-250 - Heavy Sea Mode Usage GuideVlad FreelancerNo ratings yet
- Waterproof Lining of WaDocument37 pagesWaterproof Lining of WaAyakkkNo ratings yet
- DNCDocument68 pagesDNCi_aordazNo ratings yet
- Block and Bleed Gauge Valves - M25 and M251: Product OverviewDocument5 pagesBlock and Bleed Gauge Valves - M25 and M251: Product OverviewFercomil S.A.SNo ratings yet
- Piston Assembly, Skirt and Ring RTA-72Document6 pagesPiston Assembly, Skirt and Ring RTA-72rafaelNo ratings yet
- Testing and Maintenance of High-Voltage BushingsDocument10 pagesTesting and Maintenance of High-Voltage BushingsNoé Rafael Colorado SósolNo ratings yet
- Loadline Certificate - in UseDocument4 pagesLoadline Certificate - in UseMUKULNo ratings yet
- HF-2 List of Spare Parts For Deck Machineries (Hull Part)Document197 pagesHF-2 List of Spare Parts For Deck Machineries (Hull Part)MUKULNo ratings yet
- Member States Audit Scheme by ImoDocument1 pageMember States Audit Scheme by ImoMUKULNo ratings yet
- Annex 9 Inspection Type and Clear GroundsDocument3 pagesAnnex 9 Inspection Type and Clear GroundsMUKULNo ratings yet
- RT-124 - Troubleshooting and Maintenance On Size4 ICUDocument21 pagesRT-124 - Troubleshooting and Maintenance On Size4 ICUMUKULNo ratings yet
- RT-120 - Exhaust Valve Damper CavitationDocument6 pagesRT-120 - Exhaust Valve Damper CavitationMUKULNo ratings yet
- International Convention On Civil Liability For Oil Pollution Damage, 1992 (1992 Liability Convention)Document8 pagesInternational Convention On Civil Liability For Oil Pollution Damage, 1992 (1992 Liability Convention)MUKULNo ratings yet
- MIKE21 BW Short DescriptionDocument18 pagesMIKE21 BW Short DescriptionsamNo ratings yet
- Conference and Restaurant Building ResearchDocument16 pagesConference and Restaurant Building ResearchJoshua GonzalesNo ratings yet
- Chikki Choo Business PlanDocument33 pagesChikki Choo Business PlankamiNo ratings yet
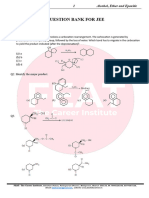
- Question Bank For Jee: Objective QuestionsDocument44 pagesQuestion Bank For Jee: Objective QuestionsYash KapoorNo ratings yet
- Employment Linkages and Capacity Building Officer VacancyDocument2 pagesEmployment Linkages and Capacity Building Officer VacancyNocha CherequejanheNo ratings yet
- HIRA 008 Height Work.Document4 pagesHIRA 008 Height Work.srinibas mohapatraNo ratings yet
- Essay About Climate ChangeDocument2 pagesEssay About Climate Changekim marcosNo ratings yet
- RD400 Manual EngDocument80 pagesRD400 Manual Engr2c1No ratings yet
- SME and SI of STEM STUDENTSFINALDocument80 pagesSME and SI of STEM STUDENTSFINALCamille Ann Faigao FamisanNo ratings yet
- Sea Ice Nomenclature March 2014Document121 pagesSea Ice Nomenclature March 2014magnepetNo ratings yet
- (25745) 6. Forces CfE Questions 2Document7 pages(25745) 6. Forces CfE Questions 2Emmanuel KiptooNo ratings yet
- IDSE Unit 2 E9Document12 pagesIDSE Unit 2 E9Kannan JaganNo ratings yet
- Optimization of Novel Lepidium Perfoliatum Linn Biodiesel Using Zirconium Modified Montmorillonite Clay CatalystDocument17 pagesOptimization of Novel Lepidium Perfoliatum Linn Biodiesel Using Zirconium Modified Montmorillonite Clay CatalystGanesh T NaikNo ratings yet
- TN GRP BDocument4 pagesTN GRP Bvijay vidyalayaNo ratings yet
- Extraction of Nicotine From CigarettesDocument5 pagesExtraction of Nicotine From Cigarettesdiananurallatief0% (1)
- BPVC X rp-1 PDFDocument2 pagesBPVC X rp-1 PDFEmma DNo ratings yet
- DTM Ch05 Ql210b EngDocument8 pagesDTM Ch05 Ql210b EngNeymet QurbanovNo ratings yet
- MMu Mullana Eligibility13-14Document36 pagesMMu Mullana Eligibility13-14pardeepbthNo ratings yet
- Nama Chocolate - Just One CookbookDocument6 pagesNama Chocolate - Just One CookbookcoritylovaNo ratings yet
- Citizenship and National Identity in Early Meiji Japan 1868 1889 A Comparative AssessmentDocument37 pagesCitizenship and National Identity in Early Meiji Japan 1868 1889 A Comparative AssessmentAbhinava Goswami100% (1)
- Goat Shed 1 at JaringiDocument8 pagesGoat Shed 1 at JaringiDEEPA BAGNo ratings yet
- Asian Ghost Film vs. Western Horror Movie: Feng Shui: Tilman BaumgärtelDocument13 pagesAsian Ghost Film vs. Western Horror Movie: Feng Shui: Tilman BaumgärtelEunice RiveraNo ratings yet