You might also like
- Decoupling MethodologyDocument39 pagesDecoupling Methodologyahzhun2000100% (1)
- VVS-2 - 23&PDocument154 pagesVVS-2 - 23&PBurek Turek100% (1)
- Mathcad For Electrical EngineeringDocument22 pagesMathcad For Electrical EngineeringSauravNo ratings yet
- Criteria of Judgement of BearingDocument1 pageCriteria of Judgement of BearingzaheerNo ratings yet
- Carefully To Carry: Sulphur CargoesDocument3 pagesCarefully To Carry: Sulphur Cargoesdoan80100% (1)
- Electronics Today 1979 11Document90 pagesElectronics Today 1979 11cornel_24No ratings yet
- Derrick Beckett (Auth.), J. E. Harding, G. A. R. Parke, M. J. Ryall (Eds.) - Bridge Management - Inspection, Maintenance, Assessment and Repair-Springer US (1990)Document772 pagesDerrick Beckett (Auth.), J. E. Harding, G. A. R. Parke, M. J. Ryall (Eds.) - Bridge Management - Inspection, Maintenance, Assessment and Repair-Springer US (1990)foo-hoat LimNo ratings yet
- Support Material Class X Science Term-1Document148 pagesSupport Material Class X Science Term-1Vennila SenthilNo ratings yet
- Copper Braid ManufacturerDocument10 pagesCopper Braid ManufacturerRaghu LethwalaNo ratings yet
- Specification of DC Connector - MC4 TypeDocument4 pagesSpecification of DC Connector - MC4 TypeKalyanaraman RamakrishnanNo ratings yet
- Arka Series WSMD-515-545 Wel-E&pd-515-545-144-Mp-Hc-03-20.05.2021Document2 pagesArka Series WSMD-515-545 Wel-E&pd-515-545-144-Mp-Hc-03-20.05.2021Helius SolarNo ratings yet
- RODAC - CFW-ENG-FST - Conductive MaterialDocument2 pagesRODAC - CFW-ENG-FST - Conductive MaterialRodrigo Jechéla BarriosNo ratings yet
- Tabla de Componente ElectronicoDocument1 pageTabla de Componente ElectronicoWilfredo PrimeraNo ratings yet
- AAF Product Leaflet AmAir 300 enDocument2 pagesAAF Product Leaflet AmAir 300 enluisNo ratings yet
- ARKA SERIES WSMD 515 545 WEL E and PD 515 545 144 MP HC 08 10 04 2023 63a1cb9b97Document2 pagesARKA SERIES WSMD 515 545 WEL E and PD 515 545 144 MP HC 08 10 04 2023 63a1cb9b97Bharat GouripurNo ratings yet
- PUR SupportDocument1 pagePUR SupportjmsmechNo ratings yet
- TDS WAPDA Control CablesDocument3 pagesTDS WAPDA Control CablesAli ShahzadNo ratings yet
- Specification of Branch Connector (Y)Document5 pagesSpecification of Branch Connector (Y)Kalyanaraman RamakrishnanNo ratings yet
- Belt Sequence SwitchDocument2 pagesBelt Sequence SwitchGanesh KumarNo ratings yet
- Tata Steel Is - 26MnB5 HR - Data Sheet enDocument2 pagesTata Steel Is - 26MnB5 HR - Data Sheet enGopi KrishnanNo ratings yet
- Servodisc CatalogDocument87 pagesServodisc CatalogEstebanRojasKrustofskyNo ratings yet
- Analysis On Shielding Effectiveness of Board Level Shielding With Apertures - Interference TechnologyDocument2 pagesAnalysis On Shielding Effectiveness of Board Level Shielding With Apertures - Interference Technologydbm010102No ratings yet
- 107 - WELDOX - 700 - UK - Data SheetDocument2 pages107 - WELDOX - 700 - UK - Data SheetLuis AguilarNo ratings yet
- Flexible Termination System (FT-CAP), X7R Dielectric, 6.3 - 250 VDC, VW 80808 SpecificationDocument19 pagesFlexible Termination System (FT-CAP), X7R Dielectric, 6.3 - 250 VDC, VW 80808 SpecificationNhan NguyenNo ratings yet
- Arka Series: WSMD-645 To WSMD-665Document2 pagesArka Series: WSMD-645 To WSMD-665Eureka SolarNo ratings yet
- Microwave Office - Introduction PresentationDocument34 pagesMicrowave Office - Introduction PresentationVedran IbrahimovicNo ratings yet
- Mydocs en 159160161162Document74 pagesMydocs en 159160161162mostafa.akpbcNo ratings yet
- Sitesdefaultfilestata Steel Engineering 27mnb5 HR Hot Rolled Manganese Boron Wear Resistant ADocument2 pagesSitesdefaultfilestata Steel Engineering 27mnb5 HR Hot Rolled Manganese Boron Wear Resistant ASuleyman TaskazanNo ratings yet
- The Field in The Gap of Two Plasmonic Particles: Au AgDocument1 pageThe Field in The Gap of Two Plasmonic Particles: Au AgLidia MikhailovaNo ratings yet
- Avx FilmDocument20 pagesAvx FilmVilnis PetersonsNo ratings yet
- NIC Components NRSK SeriesDocument5 pagesNIC Components NRSK SeriesNICCompNo ratings yet
- Facet Coating and Its Effect On The Characteristics of 980nm Quantum Well Laser DiodeDocument4 pagesFacet Coating and Its Effect On The Characteristics of 980nm Quantum Well Laser DiodecjpanchalNo ratings yet
- Combined Gradation of Coarse AggregateDocument1 pageCombined Gradation of Coarse AggregateBscpl Repalle to EeppurpalemNo ratings yet
- Case Study 5 Electrical ConnectorsDocument2 pagesCase Study 5 Electrical ConnectorsSunil BaliNo ratings yet
- Bp1 CalculationDocument3 pagesBp1 CalculationMuhammedSalihNo ratings yet
- Lecture02a Optimization Annotated PDFDocument23 pagesLecture02a Optimization Annotated PDFNing YangNo ratings yet
- 17 The Effect of CoreDocument6 pages17 The Effect of CoreUmair NazirNo ratings yet
- NA US Mobiltrans HD Series 230224 085446Document4 pagesNA US Mobiltrans HD Series 230224 085446omar alayashNo ratings yet
- Vishay Dale: FeaturesDocument6 pagesVishay Dale: FeaturesnemoneoNo ratings yet
- Optimization of Thin Films of Al2O3 AR and Pairs of Al2O3-TiO2 HR Coatings For Facets of 808 NM Laser DiodeDocument4 pagesOptimization of Thin Films of Al2O3 AR and Pairs of Al2O3-TiO2 HR Coatings For Facets of 808 NM Laser DiodecjpanchalNo ratings yet
- Materials Today: Proceedings: Divya Marelli, Singh S.K., Sateesh Nagari, Ram SubbiahDocument7 pagesMaterials Today: Proceedings: Divya Marelli, Singh S.K., Sateesh Nagari, Ram SubbiahGopinath GangadhariNo ratings yet
- Spec 59889Document1 pageSpec 59889hobad57099No ratings yet
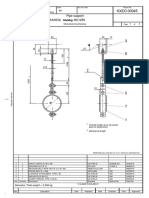
- HAX053A 80/1250 Pipe Support: KXEO-00045Document1 pageHAX053A 80/1250 Pipe Support: KXEO-00045facebookshopNo ratings yet
- A Presentation On: A Hybrid DWT-ANN Based Fault Location Algorithm For Parallel Transmission LinesDocument31 pagesA Presentation On: A Hybrid DWT-ANN Based Fault Location Algorithm For Parallel Transmission LinesSom AnkarNo ratings yet
- RCND2015 Extended AbstractDocument2 pagesRCND2015 Extended AbstractLê CaoNo ratings yet
- Asece de Panel DatasheetDocument2 pagesAsece de Panel DatasheetSathish KumarNo ratings yet
- PV Module Catalogue - JAM72S10400MRDocument2 pagesPV Module Catalogue - JAM72S10400MRLordM00nNo ratings yet
- Base Plate Design by PROKON.: Input DataDocument4 pagesBase Plate Design by PROKON.: Input Datasam_antony2005No ratings yet
- 410W MBB Half-Cell Module: JAM72S10 390-410/MRDocument2 pages410W MBB Half-Cell Module: JAM72S10 390-410/MRMANUEL ALEJANDRO CAMBINDO ANGULONo ratings yet
- 410W MBB Half-Cell Module: JAM72S10 390-410/MRDocument2 pages410W MBB Half-Cell Module: JAM72S10 390-410/MRSơn Lê Thanh (Sbooz)No ratings yet
- Iso 13715 PDFDocument2 pagesIso 13715 PDFnovkovic1984No ratings yet
- 03-Conn-102 - Glass RailingDocument5 pages03-Conn-102 - Glass RailingReysan Caballero GonzalesNo ratings yet
- Data Sheet: Applications Designation Chemical CompositionDocument2 pagesData Sheet: Applications Designation Chemical CompositionManankNo ratings yet
- 0607 Carcoseal Un Data SheetDocument2 pages0607 Carcoseal Un Data SheetMarco FranceseNo ratings yet
- 2011 Heiber PV Int Review Diamond Wire Wafering Technology Meyer BurgerDocument9 pages2011 Heiber PV Int Review Diamond Wire Wafering Technology Meyer BurgerBeyza Nur AKBOLATNo ratings yet
- Multi-Busbar Solar Cells and Modules: High Efficiencies and Low Silver ConsumptionDocument6 pagesMulti-Busbar Solar Cells and Modules: High Efficiencies and Low Silver Consumptionhabtamu tesfayeNo ratings yet
- 3362 - 1/4 Square Trimpot Trimming Potentiometer: FeaturesDocument3 pages3362 - 1/4 Square Trimpot Trimming Potentiometer: FeaturesPhan Ngọc DuyNo ratings yet
- (PDF) Metal Casting Processes QUALITATIVE PROBLEMS Trien Nguyen - Academia - EduDocument1 page(PDF) Metal Casting Processes QUALITATIVE PROBLEMS Trien Nguyen - Academia - EduAlii AlliNo ratings yet
- Vishay Bccomponents: FeaturesDocument18 pagesVishay Bccomponents: FeaturesJose cuelloNo ratings yet
- Axial Leads/Spinguard: General DescriptionDocument6 pagesAxial Leads/Spinguard: General DescriptionSero StivNo ratings yet
- Domex 355 MC: High Strength Cold Forming SteelDocument2 pagesDomex 355 MC: High Strength Cold Forming SteelKhantoNo ratings yet
- NIC Components NAWT SeriesDocument3 pagesNIC Components NAWT SeriesNICCompNo ratings yet
- Quadrax Connector Series: For Shell Sizes MIL-DTL-38999/20 & 26 - White PaperDocument14 pagesQuadrax Connector Series: For Shell Sizes MIL-DTL-38999/20 & 26 - White PaperManoj CNo ratings yet
- 642C PDFDocument2 pages642C PDFGustavo CelyNo ratings yet
- Bridge Sup1 28012023225335Document300 pagesBridge Sup1 28012023225335foo-hoat LimNo ratings yet
- Integra Web v21Document5 pagesIntegra Web v21foo-hoat LimNo ratings yet
- Diffuse PolutionDocument298 pagesDiffuse Polutionfoo-hoat LimNo ratings yet
- 20230916160226130Document420 pages20230916160226130foo-hoat LimNo ratings yet
- 理解颜色隐喻 英汉比较研究Document58 pages理解颜色隐喻 英汉比较研究foo-hoat LimNo ratings yet
- Hidrologi 12112017215339Document240 pagesHidrologi 12112017215339foo-hoat LimNo ratings yet
- Pu sp1 20122017204157Document214 pagesPu sp1 20122017204157foo-hoat LimNo ratings yet
- Foundation Swami1 17122017165212Document304 pagesFoundation Swami1 17122017165212foo-hoat LimNo ratings yet
- Water Project1 15122017204305Document258 pagesWater Project1 15122017204305foo-hoat LimNo ratings yet
- Water Balance1 26112017150852Document92 pagesWater Balance1 26112017150852foo-hoat LimNo ratings yet
- (ACS Symposium Volume 315) Willa Y. Garner, Richard C. Honeycutt, and Herbert N. Nigg (Eds.) - Evaluation of Pesticides in Ground Water-American Chemical Society (1986)Document571 pages(ACS Symposium Volume 315) Willa Y. Garner, Richard C. Honeycutt, and Herbert N. Nigg (Eds.) - Evaluation of Pesticides in Ground Water-American Chemical Society (1986)foo-hoat LimNo ratings yet
- hf1 21122017214111Document256 pageshf1 21122017214111foo-hoat LimNo ratings yet
- Mca1 23122017192743Document252 pagesMca1 23122017192743foo-hoat LimNo ratings yet
- Curve2 29102017175500Document94 pagesCurve2 29102017175500foo-hoat LimNo ratings yet
- Pro-Da 1-05112017200946Document176 pagesPro-Da 1-05112017200946foo-hoat LimNo ratings yet
- Asia Pacific 13112017233119Document264 pagesAsia Pacific 13112017233119foo-hoat LimNo ratings yet
- fluent噪声培训资料 (下)Document14 pagesfluent噪声培训资料 (下)foo-hoat LimNo ratings yet
- Clark1 30102017230154Document180 pagesClark1 30102017230154foo-hoat LimNo ratings yet
- Urban1 07102017001626Document312 pagesUrban1 07102017001626foo-hoat LimNo ratings yet
- Curved Bridge 29102017180101Document346 pagesCurved Bridge 29102017180101foo-hoat LimNo ratings yet
- Concrete Chart 29102017195743Document212 pagesConcrete Chart 29102017195743foo-hoat LimNo ratings yet
- Water Supply Planning2 06102017235932Document280 pagesWater Supply Planning2 06102017235932foo-hoat LimNo ratings yet
- Pro str1 04112017201530Document298 pagesPro str1 04112017201530foo-hoat LimNo ratings yet
- Rievr Yieldy1Document378 pagesRievr Yieldy1foo-hoat LimNo ratings yet
- Resrvoir Siizing PDFDocument176 pagesResrvoir Siizing PDFfoo-hoat LimNo ratings yet
- Fiering 2Document82 pagesFiering 2foo-hoat LimNo ratings yet
- Water Resources YieldDocument236 pagesWater Resources Yieldfoo-hoat LimNo ratings yet
- Fiering 1Document82 pagesFiering 1foo-hoat LimNo ratings yet
- CAP562 CAIPS 09 Elec EqptDocument128 pagesCAP562 CAIPS 09 Elec EqptVinayNo ratings yet
- ST - STR - 008 Electrolytically Deposited Coatings of Zinc Hex-Chrome FreeDocument8 pagesST - STR - 008 Electrolytically Deposited Coatings of Zinc Hex-Chrome FreeVinicius BacellarNo ratings yet
- Aalco Metals LTD Aluminium Alloy 5052 H32 Sheet and Treadplate 138Document2 pagesAalco Metals LTD Aluminium Alloy 5052 H32 Sheet and Treadplate 138AndryyanNo ratings yet
- Pipeline Corroson Integrity Management EPGDocument9 pagesPipeline Corroson Integrity Management EPGJo AzzamNo ratings yet
- Multichelate Acid in HT Sandstone FormationDocument10 pagesMultichelate Acid in HT Sandstone Formationsuhaimi manNo ratings yet
- Chemistry: Higher Tier Paper 2Document32 pagesChemistry: Higher Tier Paper 2Mohamad HabbalNo ratings yet
- Blutek Products CatalogDocument12 pagesBlutek Products CatalogAhmad MarzukiNo ratings yet
- Lecture 5 Cathodic Protection Engineering - Assessment of Pipeline Condition Through Surveys - Part-I - WatermarkDocument23 pagesLecture 5 Cathodic Protection Engineering - Assessment of Pipeline Condition Through Surveys - Part-I - WatermarkPradip GajjarNo ratings yet
- Mathematical Model of Mass Transfer Processes in BDocument8 pagesMathematical Model of Mass Transfer Processes in BEugeneNo ratings yet
- MPSM Section 11.05 - Chemical/Consumable Products - Specification/CPN Cross Reference List (M20-8)Document43 pagesMPSM Section 11.05 - Chemical/Consumable Products - Specification/CPN Cross Reference List (M20-8)Ricky100% (1)
- Technical Brochure Metal Ceilings V100-V200-en EUDocument12 pagesTechnical Brochure Metal Ceilings V100-V200-en EUNicu PotîngNo ratings yet
- Maintenance Manual: 3 Issue, July 04, 2011 Revision, 0Document67 pagesMaintenance Manual: 3 Issue, July 04, 2011 Revision, 0Rafael RafaelNo ratings yet
- Galvanic Corrosion of Aluminium-Copper Model AlloysDocument9 pagesGalvanic Corrosion of Aluminium-Copper Model AlloysTrần NamNo ratings yet
- Core Acceptance - Turbo CartridgeDocument8 pagesCore Acceptance - Turbo CartridgeGersonNo ratings yet
- MSD Report Pressure Vessel DRAFT 1Document26 pagesMSD Report Pressure Vessel DRAFT 1prabhaakarNo ratings yet
- Trends in Corrosion Management - FinalDocument11 pagesTrends in Corrosion Management - FinalLuís PiresNo ratings yet
- Datasheet 77 Stone Chip 27072009Document2 pagesDatasheet 77 Stone Chip 27072009Jase22No ratings yet
- Materials Today: Proceedings: Gaurav Prashar, Hitesh VasudevDocument5 pagesMaterials Today: Proceedings: Gaurav Prashar, Hitesh Vasudevnagaraj patilNo ratings yet
- Materials Selection: Lecturer: Muhammad SulaimanDocument15 pagesMaterials Selection: Lecturer: Muhammad SulaimanHussain AliNo ratings yet
- DBI83-04 Caltrans CMP Culvert Repair Practices ManualDocument210 pagesDBI83-04 Caltrans CMP Culvert Repair Practices Manualmm0493440100% (1)
- OVIVO EWT TracVac Sludge CollectorDocument4 pagesOVIVO EWT TracVac Sludge Collectormiguel_vera6592No ratings yet
- Jotun Malathon TDSDocument5 pagesJotun Malathon TDSBiju_PottayilNo ratings yet
- Technical Data of Powder CoatingDocument1 pageTechnical Data of Powder CoatingLahore 4C2No ratings yet
- DWST-MTHL-QP007 Painting ProcedureDocument31 pagesDWST-MTHL-QP007 Painting ProcedureDeepak UpadhayayNo ratings yet
- Hazardous EquipmentDocument150 pagesHazardous EquipmentNaseem100% (1)
- Dibenzyl Disulfide in Transformer Oil: January 2008Document5 pagesDibenzyl Disulfide in Transformer Oil: January 2008victor josuaNo ratings yet