You might also like
- TSPP8Document76 pagesTSPP8Ian Naylor100% (1)
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringFrom EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringRating: 5 out of 5 stars5/5 (3)
- Quiz 5: Machine Design Part 1: Fig. 1: Isometric View of Rod OABDocument6 pagesQuiz 5: Machine Design Part 1: Fig. 1: Isometric View of Rod OABGururaj0% (1)
- Technical Specification for 315kVA to 2500kVA Distribution TransformersDocument51 pagesTechnical Specification for 315kVA to 2500kVA Distribution Transformerstsraj1083% (6)
- SOW - Chemical Injection Skids (Solar) Rev0Document13 pagesSOW - Chemical Injection Skids (Solar) Rev0Aamir Sayeed100% (2)
- Cone Penetration Testing: Methods and InterpretationFrom EverandCone Penetration Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (3)
- Gemstone Polishing 20200327Document4 pagesGemstone Polishing 20200327Rogerio Araujo100% (3)
- AISI 1018 Mild/Low Carbon Steel Properties & UsesDocument4 pagesAISI 1018 Mild/Low Carbon Steel Properties & UsesFikri Rahim100% (1)
- V7 Part 1 ValvesDocument25 pagesV7 Part 1 ValvesAshraf Ismail HassenNo ratings yet
- Dis5 7Document24 pagesDis5 7Ahmed Mohamed RedaNo ratings yet
- PRS28Document40 pagesPRS28swaminathangsNo ratings yet
- DIS 8.6.2 Bag StopDocument20 pagesDIS 8.6.2 Bag StopAshraf Ismail HassenNo ratings yet
- SPECS Draft Short Nuetral Section (SNS)Document9 pagesSPECS Draft Short Nuetral Section (SNS)Luv KaushalNo ratings yet
- Table of Content S.N0. Topic: Page NoDocument2 pagesTable of Content S.N0. Topic: Page NoRajat SinghNo ratings yet
- DIS 8.6.1 Iris StopDocument26 pagesDIS 8.6.1 Iris StopAshraf Ismail HassenNo ratings yet
- Rules: For The Classification and Construction of Subsea PipelinesDocument170 pagesRules: For The Classification and Construction of Subsea Pipelinesjosmery cabrera gonzalezNo ratings yet
- Horizontal End Suction Pumps: Flowmore LimitedDocument36 pagesHorizontal End Suction Pumps: Flowmore LimitedJojolasNo ratings yet
- Ece1 PDFDocument25 pagesEce1 PDFtincanNo ratings yet
- Direct Mounted Double Row Spherical Roller Bearings SpecificationDocument23 pagesDirect Mounted Double Row Spherical Roller Bearings SpecificationShivendra KumarNo ratings yet
- Procedure For: J164 (Rev 11/02)Document21 pagesProcedure For: J164 (Rev 11/02)tomcanNo ratings yet
- Skyworth (Group) Co., LTD.: Engineering Evaluation Report (Components)Document42 pagesSkyworth (Group) Co., LTD.: Engineering Evaluation Report (Components)Abir AhmedNo ratings yet
- Turbine Control Board SpecificationDocument8 pagesTurbine Control Board SpecificationAhmed ShawkiNo ratings yet
- Polymer Surge ArresterDocument31 pagesPolymer Surge ArresterSiddhartha MishraNo ratings yet
- Swivel Joist-Expansion Joints: (With/without Noise Reduction)Document48 pagesSwivel Joist-Expansion Joints: (With/without Noise Reduction)Tamaduianu IoanNo ratings yet
- ES9-54 Fastener Installation Torque Values Rev GDocument34 pagesES9-54 Fastener Installation Torque Values Rev GIfran SierraNo ratings yet
- DIS 5.11.1 Close Lining (PE)Document23 pagesDIS 5.11.1 Close Lining (PE)Ashraf Ismail HassenNo ratings yet
- 10kva 25 Kva Dist - Transformer Spec Revision Dtd. 20.04.2018Document45 pages10kva 25 Kva Dist - Transformer Spec Revision Dtd. 20.04.2018Ritesh DhawaleNo ratings yet
- Indian Railways: Ref: CG-WI-4.2.1-1 Ver.-1.0 Page 1 of 14 Date of Issue October 2018 Spec. NoDocument14 pagesIndian Railways: Ref: CG-WI-4.2.1-1 Ver.-1.0 Page 1 of 14 Date of Issue October 2018 Spec. NoMohitrajranikashyapNo ratings yet
- Gas Industry Standard: GIS/V7-1:2007Document31 pagesGas Industry Standard: GIS/V7-1:2007ankit7588No ratings yet
- Specification FOR Approval: 23.8" Full HD TFT LCD TitleDocument34 pagesSpecification FOR Approval: 23.8" Full HD TFT LCD TitleSamuel Ulises Leon GonzalezNo ratings yet
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- KOC Guide to Cathodic Protection of Steel Tank BottomsDocument32 pagesKOC Guide to Cathodic Protection of Steel Tank BottomsJigarNo ratings yet
- Transformer TestingDocument37 pagesTransformer TestingVinodNo ratings yet
- DIS 5.9 Mains InsertionDocument20 pagesDIS 5.9 Mains InsertionAshraf Ismail HassenNo ratings yet
- DIS 2.3 Planning and DesignDocument24 pagesDIS 2.3 Planning and DesignAshraf Ismail HassenNo ratings yet
- T/SP/P/2: Specification For TheDocument43 pagesT/SP/P/2: Specification For Thebr1ggsy100% (1)
- V Series Tech InfoDocument80 pagesV Series Tech InfoAlan GervaisNo ratings yet
- Quality of Goods General RequirementsDocument36 pagesQuality of Goods General RequirementsrenatoredeNo ratings yet
- D-08 Modify 2017Document28 pagesD-08 Modify 2017Ahmed JaNo ratings yet
- Mercon V SpecificationDocument22 pagesMercon V Specificationocto widodoNo ratings yet
- NDT-SA-SATORP-PT-60 Rev 01-Date-15-AUG-2023Document14 pagesNDT-SA-SATORP-PT-60 Rev 01-Date-15-AUG-2023Md Abu Hanif RajuNo ratings yet
- 04 315 MVA 400 220 KV Varsana No QR R2 Jun 11Document89 pages04 315 MVA 400 220 KV Varsana No QR R2 Jun 11asodiyamechNo ratings yet
- ES1745 Installation Instructions Rev - CDocument12 pagesES1745 Installation Instructions Rev - CIfran Sierra100% (1)
- VD-LINE-WP57-SUB-ATM-0001-017 - ERECTION AND INSTALLATION PROCEDURE ATM TANK - Rev.1Document18 pagesVD-LINE-WP57-SUB-ATM-0001-017 - ERECTION AND INSTALLATION PROCEDURE ATM TANK - Rev.1tomy.jipNo ratings yet
- Specification FOR Approval: 27.0" Uhd TFT LCD TitleDocument31 pagesSpecification FOR Approval: 27.0" Uhd TFT LCD TitleSaberSama620No ratings yet
- Lc320exj See1 LGDocument34 pagesLc320exj See1 LGRinaldyNo ratings yet
- Use and Maintenance Manual: Doc. NoDocument125 pagesUse and Maintenance Manual: Doc. NoAccNo ratings yet
- STN - GMP Powertrain/Carbody Adaptation Interface Assembled Exhaust LineDocument42 pagesSTN - GMP Powertrain/Carbody Adaptation Interface Assembled Exhaust LineAlireza AameriNo ratings yet
- NG00-GZ-QPQAC-0075154 Rev2Document28 pagesNG00-GZ-QPQAC-0075154 Rev2esor adaNo ratings yet
- Koc-P-004 Part 8 Rev 2Document41 pagesKoc-P-004 Part 8 Rev 2Hari KrishnanNo ratings yet
- Eni Drilling Design ManualDocument230 pagesEni Drilling Design Manualbweimar2100% (1)
- Transformer LoadingDocument9 pagesTransformer LoadingShweta Khadse0% (1)
- A Ple Spe 200 30011 1Document27 pagesA Ple Spe 200 30011 1BadiNo ratings yet
- KPC Coating Specification GuideDocument47 pagesKPC Coating Specification GuideRentu PhiliposeNo ratings yet
- Design Report of Shoring System Rev 5Document78 pagesDesign Report of Shoring System Rev 5Nauman MumtazNo ratings yet
- T.PR.DP 1Document28 pagesT.PR.DP 1Ashraf Ismail HassenNo ratings yet
- 34 TRF 20-11-2019Document54 pages34 TRF 20-11-2019abhi6784No ratings yet
- Master Thesis (Abdul Basit)Document100 pagesMaster Thesis (Abdul Basit)Abdul BasitNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Electronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionRating: 5 out of 5 stars5/5 (1)
- Modern Practice in Servo Design: International Series of Monographs in Electrical EngineeringFrom EverandModern Practice in Servo Design: International Series of Monographs in Electrical EngineeringRating: 5 out of 5 stars5/5 (1)
- DIS 5.9 Mains InsertionDocument20 pagesDIS 5.9 Mains InsertionAshraf Ismail HassenNo ratings yet
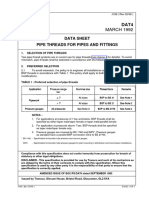
- PIPE THREADS FOR PIPES AND FITTINGSDocument3 pagesPIPE THREADS FOR PIPES AND FITTINGSAshraf Ismail HassenNo ratings yet
- SCO 2 ISSUE OF PERMITS TO WORK AND FORMSDocument29 pagesSCO 2 ISSUE OF PERMITS TO WORK AND FORMSAshraf Ismail HassenNo ratings yet
- Valve PolicyDocument7 pagesValve PolicyAshraf Ismail HassenNo ratings yet
- TPRG17Document19 pagesTPRG17tomcanNo ratings yet
- GIS-V8 2019 With Corrections 9-19 With Adoption DisclaimerDocument12 pagesGIS-V8 2019 With Corrections 9-19 With Adoption DisclaimerAshraf Ismail HassenNo ratings yet
- T.PR.DP 1Document28 pagesT.PR.DP 1Ashraf Ismail HassenNo ratings yet
- Gis pl3 2023Document56 pagesGis pl3 2023Ashraf Ismail HassenNo ratings yet
- DIS 5.5 Pressure TestingDocument48 pagesDIS 5.5 Pressure TestingAhmed RedaNo ratings yet
- Gis-Lc1 2022Document36 pagesGis-Lc1 2022Ashraf Ismail HassenNo ratings yet
- Valve TorqueDocument2 pagesValve TorqueAshraf Ismail HassenNo ratings yet
- D2 Gas EscapesDocument15 pagesD2 Gas EscapesAshraf Ismail HassenNo ratings yet
- DIS 0 - IntroductionDocument25 pagesDIS 0 - IntroductionAshraf Ismail HassenNo ratings yet
- Tanino SDocument30 pagesTanino SMari Carmen Jodar MenaNo ratings yet
- Acs Langmuir 7b01682Document10 pagesAcs Langmuir 7b01682harry mahfuzanNo ratings yet
- UntitledDocument1 pageUntitledamitiffco0% (1)
- Analysis of Reinforced Concrete (Rectangular & Flanged SectionDocument58 pagesAnalysis of Reinforced Concrete (Rectangular & Flanged SectionNORFITRIAH YAHYANo ratings yet
- The Influence of Hydrogen On Tension-Compression and Rolling Contact Fatigue Properties of Bearing SteelDocument8 pagesThe Influence of Hydrogen On Tension-Compression and Rolling Contact Fatigue Properties of Bearing Steelmp87_ingNo ratings yet
- Ae2130 Practicum Report Hardness TestDocument22 pagesAe2130 Practicum Report Hardness TestSilviaNo ratings yet
- Concrete Pavement - Group 8Document8 pagesConcrete Pavement - Group 8Bryan YuNo ratings yet
- Idea Lesson ExemplarDocument3 pagesIdea Lesson Exemplareleonor ataatNo ratings yet
- Depressuring CriteriaDocument2 pagesDepressuring CriteriaMohamadamin TarkhanehNo ratings yet
- Junction Diode Characteristics ReviewDocument55 pagesJunction Diode Characteristics ReviewSanthosh DheerajNo ratings yet
- Din 1623-05Document11 pagesDin 1623-05dietersimaNo ratings yet
- ISO 3834 5 Ver EDocument10 pagesISO 3834 5 Ver ESrinivasa RaghavanNo ratings yet
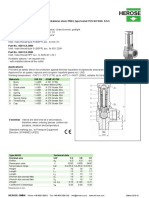
- Type 06011 - Gastight: Safety ValvesDocument2 pagesType 06011 - Gastight: Safety ValvesMohamed RaafatNo ratings yet
- Evaluation of Ductile-Brittle Failure TheoryDocument10 pagesEvaluation of Ductile-Brittle Failure TheoryMiloš BulajićNo ratings yet
- Aluminium ConductorsDocument2 pagesAluminium ConductorsNgô Tiến PhúNo ratings yet
- 1.1 LOKRING Brass Technical-Submittal enDocument32 pages1.1 LOKRING Brass Technical-Submittal enByron RubyNo ratings yet
- 1st Partial Billing Balut Island SHC KatnissDocument10 pages1st Partial Billing Balut Island SHC Katnisskeonrey orilloNo ratings yet
- Fumanite - Maximum Asset UptimeDocument256 pagesFumanite - Maximum Asset UptimePranpath NarupantawartNo ratings yet
- Article - Calculation of Pitting Resistance Equivalent Numbers (PREN)Document3 pagesArticle - Calculation of Pitting Resistance Equivalent Numbers (PREN)eugenio.gutenbertNo ratings yet
- Sriharsha KarumuriDocument12 pagesSriharsha KarumuriAn DangNo ratings yet
- CHEMISTRYDocument8 pagesCHEMISTRYMUHAMMAD AHMADNo ratings yet
- ElangovanDocument23 pagesElangovanElangoNo ratings yet
- Biogas - Instructables Methane For BiogasDocument19 pagesBiogas - Instructables Methane For Biogaslouis adonis silvestreNo ratings yet
- KAT - Ege - ENGDocument84 pagesKAT - Ege - ENGCsaba VargaNo ratings yet
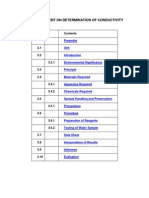
- Determination of Conductivity Exp3 - PDFDocument12 pagesDetermination of Conductivity Exp3 - PDFSusheel TalrejaNo ratings yet
- Chapter 4 Food Sanitation SafetyDocument24 pagesChapter 4 Food Sanitation SafetySamille Joy SanchezNo ratings yet
- Good Practice Guide No. 121: Corrosion Control For Buried PipelinesDocument22 pagesGood Practice Guide No. 121: Corrosion Control For Buried PipelinesMochamad Irvan MaulanaNo ratings yet