You might also like
- Gamma Radiography Not Allowed for Pipeline WeldingDocument24 pagesGamma Radiography Not Allowed for Pipeline WeldingZaidiNo ratings yet
- ES-30.99.37.0017 - External Pipeline Coatings - Part 1Document63 pagesES-30.99.37.0017 - External Pipeline Coatings - Part 1maheshNo ratings yet
- 0000JSD130004-Rev 0Document8 pages0000JSD130004-Rev 0aegean227No ratings yet
- TDW C-Pro Series White PaperDocument8 pagesTDW C-Pro Series White PaperSujay SarkarNo ratings yet
- Q116 Hydrostatic Test ProcedureDocument18 pagesQ116 Hydrostatic Test ProcedureParthiban NCNo ratings yet
- Control Valve Specification SheetDocument1 pageControl Valve Specification SheetAnthony InostrozaNo ratings yet
- 2Document11 pages2maheshNo ratings yet
- Failure Modes, Inspection, Testing and Monitoring: Flexible PipesDocument34 pagesFailure Modes, Inspection, Testing and Monitoring: Flexible PipesHamad HameedNo ratings yet
- Iooc Idhc BPD Ins Pro 007 R4Document8 pagesIooc Idhc BPD Ins Pro 007 R4Fatholla SalehiNo ratings yet
- Nawppl-Bims-Nppl-000-Yl-Spe-00001-000 - Specification For Pipeline ConstructionDocument71 pagesNawppl-Bims-Nppl-000-Yl-Spe-00001-000 - Specification For Pipeline Constructionradhwen chammakhi100% (1)
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
- Cathodic Protection ITPDocument25 pagesCathodic Protection ITPZaidiNo ratings yet
- TRHT TB PL 18 OO 202 - 0 - SignedDocument20 pagesTRHT TB PL 18 OO 202 - 0 - Signedbelhaska100% (1)
- L1-R-1132-1003 - Att 1 - LNG Unloading Arms Technical Specification - 0Document66 pagesL1-R-1132-1003 - Att 1 - LNG Unloading Arms Technical Specification - 0sushil100% (1)
- CPOC-GS-PI-0004 Rev 0 PDFDocument19 pagesCPOC-GS-PI-0004 Rev 0 PDFPCHAN@TOMNo ratings yet
- 1242352015di400100 D1Document6 pages1242352015di400100 D1Cristinel NechiforNo ratings yet
- CPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingDocument18 pagesCPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingAdil Ijaz100% (1)
- Att. 2. POF - Specs - 2009-M (Part of Scope of Work P23) PDFDocument38 pagesAtt. 2. POF - Specs - 2009-M (Part of Scope of Work P23) PDFChristian Olascoaga MoriNo ratings yet
- National Oil Plastic and Glass Fibre Piping SpecificationDocument23 pagesNational Oil Plastic and Glass Fibre Piping SpecificationRochdi SahliNo ratings yet
- Functional Specification: Eni S.p.ADocument24 pagesFunctional Specification: Eni S.p.AKthiri WaelNo ratings yet
- Specification 503 Rev. 18 - Pipe, Fitting and ValvesDocument203 pagesSpecification 503 Rev. 18 - Pipe, Fitting and Valvesvelap15504No ratings yet
- Class 11011 piping design limits and component materialsDocument9 pagesClass 11011 piping design limits and component materialsPranpath NarupantawartNo ratings yet
- SPC. 00-ZA-E-09101: Incidental Scenario IdentificationDocument22 pagesSPC. 00-ZA-E-09101: Incidental Scenario IdentificationMauro MLR100% (1)
- 119020-QC-007-Typical Quality Control Standard For PPL Construction PDFDocument31 pages119020-QC-007-Typical Quality Control Standard For PPL Construction PDFMoaatazz NouisriNo ratings yet
- MS002-UZ-PRO-0B1-50220 - B01 Welding Qualification Plan For Riser FabDocument19 pagesMS002-UZ-PRO-0B1-50220 - B01 Welding Qualification Plan For Riser FabPuspita LerianaNo ratings yet
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Calculation: Waste Water Generation and Holding Tank Sizing For Bgcs-5 Sepco & Labor CampDocument5 pagesCalculation: Waste Water Generation and Holding Tank Sizing For Bgcs-5 Sepco & Labor Camp龙琦No ratings yet
- Procedure For ReinstatementDocument13 pagesProcedure For ReinstatementBhargav BbvsNo ratings yet
- Off-Skid Process DiagramDocument6 pagesOff-Skid Process DiagramAtty AttyNo ratings yet
- GAIL India Steel Pipeline Technical SpecificationsDocument359 pagesGAIL India Steel Pipeline Technical SpecificationsALOK SHARMANo ratings yet
- Narmada Hydrotest Procedure (Rigid) - Rev 1Document37 pagesNarmada Hydrotest Procedure (Rigid) - Rev 1api-2622018486% (7)
- 23 Astm A790 A790m-2018Document10 pages23 Astm A790 A790m-2018FYNo ratings yet
- R P RP O501 E W P S: Ecommended RacticeDocument43 pagesR P RP O501 E W P S: Ecommended RacticepaulortsNo ratings yet
- Precommissioning Activities Reinstatement ChecklistDocument1 pagePrecommissioning Activities Reinstatement ChecklistYusufNo ratings yet
- QGL-CE-007-Guidelines For Preparation of Hydrostatic Test Packages For Submission To QP-DC Rev2Document8 pagesQGL-CE-007-Guidelines For Preparation of Hydrostatic Test Packages For Submission To QP-DC Rev2vinh thieu100% (1)
- Pipeline Pigging Philosophy for Rumaila ProjectDocument15 pagesPipeline Pigging Philosophy for Rumaila ProjectfadhilNo ratings yet
- Pghu Eh Lspds 002004 Rev 0Document43 pagesPghu Eh Lspds 002004 Rev 0BhoyPachoNo ratings yet
- Gas Over Oil Actuators PDFDocument12 pagesGas Over Oil Actuators PDFShakeel AhmedNo ratings yet
- Installation Guideline - UG PipingDocument11 pagesInstallation Guideline - UG PipingPRADEEP S PILLAI100% (1)
- Steel Line Blanks & Spacer Dimension TableDocument5 pagesSteel Line Blanks & Spacer Dimension TableSeungmin PaekNo ratings yet
- GP 03 19 01Document12 pagesGP 03 19 01Anonymous fvO1W3100% (2)
- Process Design Basis: Doc. No.: DB-SP2021ON-PR-103-P312-0201Document19 pagesProcess Design Basis: Doc. No.: DB-SP2021ON-PR-103-P312-0201mohsen ranjbarNo ratings yet
- 4002 Rev.9 - FS For CP System For Submarine PipelineDocument13 pages4002 Rev.9 - FS For CP System For Submarine Pipelinesridar rNo ratings yet
- Jangkrik Complex - Mto Piping Bulk (Bidding)Document13 pagesJangkrik Complex - Mto Piping Bulk (Bidding)shoghi wisesaNo ratings yet
- Bb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Document24 pagesBb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Luong AnhNo ratings yet
- Anchor FlangeDocument1 pageAnchor FlangeHector MejiaNo ratings yet
- Trenching, Backfilling & Compacting OPSS - Muni 401 Nov15Document10 pagesTrenching, Backfilling & Compacting OPSS - Muni 401 Nov15mmkamran1017No ratings yet
- ITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFDocument29 pagesITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFBlade ChannelTvNo ratings yet
- Datasheet Anchor FlangeDocument1 pageDatasheet Anchor FlangeHafiz Ashadi100% (1)
- 05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2Document17 pages05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2AdvisNo ratings yet
- Free Span Design According To The DNV-RP-F105 For Free Spanning PipelinesDocument24 pagesFree Span Design According To The DNV-RP-F105 For Free Spanning PipelinesconanbhNo ratings yet
- Pipe Support ProcedureDocument21 pagesPipe Support ProcedureEfrain PonseNo ratings yet
- 09 Samss 089Document32 pages09 Samss 089Aravind BabuNo ratings yet
- Gate Valve Specification for Fuel Gas Supply ProjectDocument14 pagesGate Valve Specification for Fuel Gas Supply Projectmoonstar_dme100% (1)
- ITP Valves PDFDocument4 pagesITP Valves PDFric leonisoNo ratings yet
- 08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev0 PDFDocument34 pages08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev0 PDFbelhaska100% (2)
- DRP001-OUF-GAL-PRO-Q-000-067 Rev-S1Document61 pagesDRP001-OUF-GAL-PRO-Q-000-067 Rev-S1Rafat KhanNo ratings yet
- Cathodic Protection System Design for Mehar Gas Development ProjectDocument41 pagesCathodic Protection System Design for Mehar Gas Development ProjectSlim.B100% (1)
- B-Qac-Pro-210-391xx QCP Welding ControlDocument22 pagesB-Qac-Pro-210-391xx QCP Welding ControlZaidiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Penetrant Inspection Test Procedure B-QAC-PRO-210-39160Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Penetrant Inspection Test Procedure B-QAC-PRO-210-39160ZaidiNo ratings yet
- New Microsoft Excel WorksheetDocument2 pagesNew Microsoft Excel WorksheetBadiNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument64 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentBadiNo ratings yet
- P Qac Pro 200 38257 DDDDocument64 pagesP Qac Pro 200 38257 DDDBadiNo ratings yet
- C P T R F C P I: Athodic Rotection EST Eport ORM Over Age and NstructionsDocument5 pagesC P T R F C P I: Athodic Rotection EST Eport ORM Over Age and NstructionsNathanNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument64 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentBadiNo ratings yet
- A-Ele-Lst-000-47960-B - Cable Shedule For Pipeline Cathodic Protection SystemDocument44 pagesA-Ele-Lst-000-47960-B - Cable Shedule For Pipeline Cathodic Protection SystemBadiNo ratings yet
- P Ple Als 220 30004 0Document1 pageP Ple Als 220 30004 0BadiNo ratings yet
- P Ple Als 220 30016 0Document1 pageP Ple Als 220 30016 0BadiNo ratings yet
- Main EPC Contract QCP for Pipeline Cleaning, Gauging and HydrotestingDocument48 pagesMain EPC Contract QCP for Pipeline Cleaning, Gauging and HydrotestingBadi100% (1)
- TR Piul Lead 0252Document1 pageTR Piul Lead 0252BadiNo ratings yet
- A-Ele-Lst-000-47961-B - Test Facility Schedule For Pipeline Cathodic Protection SystemDocument23 pagesA-Ele-Lst-000-47961-B - Test Facility Schedule For Pipeline Cathodic Protection SystemBadiNo ratings yet
- A-Mtl-Dwg-000-47952-C - General Arrangement Drawing For Pipeline Cathodic Protection SystemDocument43 pagesA-Mtl-Dwg-000-47952-C - General Arrangement Drawing For Pipeline Cathodic Protection SystemBadiNo ratings yet
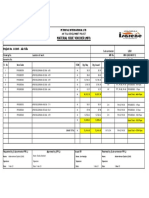
- PETROFAC INTERNATIONAL LTD. AIN TSILA DEVELOPMENT PROJECT MATERIAL ISSUE VOUCHERDocument1 pagePETROFAC INTERNATIONAL LTD. AIN TSILA DEVELOPMENT PROJECT MATERIAL ISSUE VOUCHERBadiNo ratings yet
- P Ple Als 220 30005 0Document1 pageP Ple Als 220 30005 0BadiNo ratings yet
- P Ple Als 220 30001 0Document1 pageP Ple Als 220 30001 0BadiNo ratings yet
- TELECOM FIBER OPTIC CABLE DRUM SCHEDULEDocument6 pagesTELECOM FIBER OPTIC CABLE DRUM SCHEDULEBadiNo ratings yet
- P Ple Als 220 30002 0Document1 pageP Ple Als 220 30002 0BadiNo ratings yet
- Ain Tsila Development Project: Handling & Storage ProcedureDocument1 pageAin Tsila Development Project: Handling & Storage ProcedureBadiNo ratings yet
- Cathodic protection system design notesDocument3 pagesCathodic protection system design notesBadiNo ratings yet
- Ain Tsila Development Project: Handling & Storage ProcedureDocument1 pageAin Tsila Development Project: Handling & Storage ProcedureBadiNo ratings yet
- TR Piul Lead 0252Document1 pageTR Piul Lead 0252BadiNo ratings yet
- A Ple DWG 200 30005 2Document1 pageA Ple DWG 200 30005 2BadiNo ratings yet
- TR Piul Lead 0252Document1 pageTR Piul Lead 0252BadiNo ratings yet
- Map View: General Layout DrawingsDocument7 pagesMap View: General Layout DrawingsBadiNo ratings yet
- A Ple DWG 200 30009 1Document1 pageA Ple DWG 200 30009 1BadiNo ratings yet
- Relocation of Deep Ground BedDocument28 pagesRelocation of Deep Ground BedBadiNo ratings yet
- Aron Smith: Work ExperienceDocument2 pagesAron Smith: Work ExperienceRAYMOND DUNCANNo ratings yet
- PETROFAC INTERNATIONAL LTD. AIN TSILA DEVELOPMENT PROJECT MATERIAL ISSUE VOUCHERDocument1 pagePETROFAC INTERNATIONAL LTD. AIN TSILA DEVELOPMENT PROJECT MATERIAL ISSUE VOUCHERBadiNo ratings yet
- Cathodic protection system design notesDocument3 pagesCathodic protection system design notesBadiNo ratings yet
- Service Electrical Fuel Injection System and Its ComponentsDocument50 pagesService Electrical Fuel Injection System and Its ComponentsBiruk TilahunNo ratings yet
- 5 6327711652896571694Document168 pages5 6327711652896571694Anant SaggamNo ratings yet
- PF-200B Eff. SN 20013-01Document162 pagesPF-200B Eff. SN 20013-01Jose Eduardo Casanueva OchoaNo ratings yet
- Practice Test 7 Static Gravitation SHMDocument17 pagesPractice Test 7 Static Gravitation SHMLynn Hollenbeck BreindelNo ratings yet
- Chapter 5-Part1-EEE301Document42 pagesChapter 5-Part1-EEE301DilekNo ratings yet
- FVCPDocument14 pagesFVCPHéctor Gabriel CastilloNo ratings yet
- Training Report On Thermal Power Plant, Panki KanpurDocument30 pagesTraining Report On Thermal Power Plant, Panki Kanpurravi800150% (2)
- Investigation of The Sliding Contact Properties of WC-Co Hard Metals Using Nanoscratch TestingDocument8 pagesInvestigation of The Sliding Contact Properties of WC-Co Hard Metals Using Nanoscratch Testingkannanmech87No ratings yet
- Epm Userguide Sarasota Id900 fd900 pd900 tr900Document94 pagesEpm Userguide Sarasota Id900 fd900 pd900 tr900Ziyaur RahmanNo ratings yet
- Toyota 1KZ-TE Installation InstructionsDocument2 pagesToyota 1KZ-TE Installation InstructionsWill Meridith100% (5)
- 1920 Level M Applied Math Exam Related Materials T2 Wk3Document19 pages1920 Level M Applied Math Exam Related Materials T2 Wk3ayahNo ratings yet
- Toyo Pumps Specification Sheet & Quotation: DEC Series Heavy Duty Vertical Cantilever PumpDocument4 pagesToyo Pumps Specification Sheet & Quotation: DEC Series Heavy Duty Vertical Cantilever PumpNicolas Celis Perez100% (1)
- (23540192 - Mechanics and Mechanical Engineering) Kinematic and Dynamic Analysis For A New MacPherson Strut Suspension SystemDocument16 pages(23540192 - Mechanics and Mechanical Engineering) Kinematic and Dynamic Analysis For A New MacPherson Strut Suspension SystemIulian NgiNo ratings yet
- Fuel Delivery ComponentsDocument4 pagesFuel Delivery ComponentsSirleh Saleh100% (1)
- Linde H50Document1,203 pagesLinde H50Николай МозговNo ratings yet
- Guitar StringsDocument4 pagesGuitar StringsantoniobhNo ratings yet
- C SMTPDocument116 pagesC SMTPJoel MooreNo ratings yet
- Iare Ead Tutorial Question BankDocument9 pagesIare Ead Tutorial Question BankTomble BravoNo ratings yet
- BMW MDocument132 pagesBMW Mmnbvqwert100% (3)
- Armature Windings: Coils, Turns, ConductorsDocument4 pagesArmature Windings: Coils, Turns, ConductorsLRPereraNo ratings yet
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocument7 pagesResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsNo ratings yet
- Pages From BS7430-2011-A1-2015Document2 pagesPages From BS7430-2011-A1-2015Nouh RaslanNo ratings yet
- 9 - Footings Footings: Footings Definition Footings DefinitionDocument25 pages9 - Footings Footings: Footings Definition Footings DefinitionMotamed Ben TaherNo ratings yet
- Rotary Shaft Seals: Common Rotary Seal ProfilesDocument2 pagesRotary Shaft Seals: Common Rotary Seal ProfilesEarl HarbertNo ratings yet
- New LP 7505 Douple Drum RollerDocument15 pagesNew LP 7505 Douple Drum RollerRauf Gebreel100% (1)
- Dang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Document10 pagesDang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Bi ChenNo ratings yet
- Instruction and Maintenance Manual For Alfa Romeo 2000 Fuel Injection Models U.S.A. VersionDocument42 pagesInstruction and Maintenance Manual For Alfa Romeo 2000 Fuel Injection Models U.S.A. VersionVladimirNo ratings yet
- Bolt TorqueDocument33 pagesBolt TorqueVivek Velturi100% (6)
- PHYS 211 Wize Physics 1 Textbook: This Booklet Was Designed To Be Used With Wize Online Exam PrepDocument12 pagesPHYS 211 Wize Physics 1 Textbook: This Booklet Was Designed To Be Used With Wize Online Exam Prepsamantha davidsonNo ratings yet
- 15M 5 Anchoring CapacityDocument6 pages15M 5 Anchoring CapacityJan JanNo ratings yet