You might also like
- Nuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresFrom EverandNuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresRating: 5 out of 5 stars5/5 (1)
- AISC Crane Runway TipsDocument25 pagesAISC Crane Runway Tipstpaterno77100% (10)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- International Management Culture Strategy and Behavior 9th Edition Luthans Test Bank 1Document62 pagesInternational Management Culture Strategy and Behavior 9th Edition Luthans Test Bank 1yvonne100% (48)
- HQ27 - Gurugram - Snapshot - Aug 2022Document16 pagesHQ27 - Gurugram - Snapshot - Aug 2022Manoj KumarNo ratings yet
- White Paper Useful Remaining Life Hydro Power WEBDocument4 pagesWhite Paper Useful Remaining Life Hydro Power WEBAnito ShobithNo ratings yet
- Damage Tolerance AnalysisDocument13 pagesDamage Tolerance AnalysisjilaalieNo ratings yet
- Research ArticleDocument9 pagesResearch ArticleM. Ade Surya PratamaNo ratings yet
- Couplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Document19 pagesCouplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Christopher ShawNo ratings yet
- Fatigue of Bulk Handling Machines: Frank GattoDocument4 pagesFatigue of Bulk Handling Machines: Frank Gattoam8445244No ratings yet
- Analysis of Steel Track Undercarriage Wear Based On Geographic LocationDocument9 pagesAnalysis of Steel Track Undercarriage Wear Based On Geographic LocationCharlNo ratings yet
- Remaining Life AssesmentDocument17 pagesRemaining Life AssesmentSurya EngineeringNo ratings yet
- DK598X - Book - FM Page 1 Monday, January 24, 2005 11:11 PMDocument6 pagesDK598X - Book - FM Page 1 Monday, January 24, 2005 11:11 PMnrd9771No ratings yet
- Ship Conversion Overhaul RepairDocument50 pagesShip Conversion Overhaul RepairSk Nahidul Islam ShrabonNo ratings yet
- Tidal Paper Ver 1 0Document12 pagesTidal Paper Ver 1 0Nader EtemadiNo ratings yet
- Moodle Exercise 1, AGKDocument5 pagesMoodle Exercise 1, AGKNikola TorbicaNo ratings yet
- Substation Maintenance Optimization by Considering Ageing EquipmentDocument8 pagesSubstation Maintenance Optimization by Considering Ageing EquipmentJawad AmjadNo ratings yet
- Tips For Avoiding Crane Runway ProblemsDocument25 pagesTips For Avoiding Crane Runway ProblemsAshishNo ratings yet
- Evaluation of A Remanufacturing For Lithium Ion Batteries From Electric CarsDocument7 pagesEvaluation of A Remanufacturing For Lithium Ion Batteries From Electric CarsKhalid MahmoodNo ratings yet
- Selected Lifting and Loading Equipment: Regulations Serving Operational SafetyDocument2 pagesSelected Lifting and Loading Equipment: Regulations Serving Operational Safetyrobson2015No ratings yet
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIENo ratings yet
- Ted GE CH 10 - Replacement AnalysisDocument28 pagesTed GE CH 10 - Replacement AnalysisRochma wahyu adilaNo ratings yet
- WPD - Crane-Structural-Maintenance - Article MCC GRUA PORTICO PUERTODocument4 pagesWPD - Crane-Structural-Maintenance - Article MCC GRUA PORTICO PUERTODOCP INGENIERIAS SASNo ratings yet
- Seminar On Coupling PDFDocument0 pagesSeminar On Coupling PDFsgupta_615796100% (1)
- LCC and OEEDocument4 pagesLCC and OEESAURAV KUMARNo ratings yet
- Renovation Modernization and Uprating of Hydro Power StationsDocument5 pagesRenovation Modernization and Uprating of Hydro Power StationsAbhijeet SinghNo ratings yet
- Synthetic Mooring Ropes For Marine Renewable EnergyDocument14 pagesSynthetic Mooring Ropes For Marine Renewable EnergyantonioNo ratings yet
- 1.0 CHP 1 Introduction DM&MEsDocument17 pages1.0 CHP 1 Introduction DM&MEsbutukiprop68372No ratings yet
- Rapid Manufacturing JournalDocument12 pagesRapid Manufacturing JournalAdelina RomanNo ratings yet
- Construction Equipment Engine Performance Degradation Due To Environmental and Operation Factors in Latin AmericaDocument26 pagesConstruction Equipment Engine Performance Degradation Due To Environmental and Operation Factors in Latin AmericaGede PrimaNo ratings yet
- Thesis TitleDocument11 pagesThesis TitleReanna Mae A. BaganiNo ratings yet
- Remaining Life Assessment of Engineering ComponentsDocument23 pagesRemaining Life Assessment of Engineering ComponentsIndah PermataNo ratings yet
- Paper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeDocument10 pagesPaper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeEdú BrizuelaNo ratings yet
- Rotating Equipment Switchover Frequency Reduction-2020Document10 pagesRotating Equipment Switchover Frequency Reduction-2020Abdulrahman AlkhowaiterNo ratings yet
- Replacement of Machines & Equipments Before Failure Should Be Preferable: A StudyDocument3 pagesReplacement of Machines & Equipments Before Failure Should Be Preferable: A StudyPooja PandeyNo ratings yet
- The Aging of Engines An Operator's PerspectiveDocument21 pagesThe Aging of Engines An Operator's Perspective김영찬No ratings yet
- Devel Dur ProdDocument20 pagesDevel Dur ProdSunilkumar ReddyNo ratings yet
- MinMach HomePage01Document18 pagesMinMach HomePage01miningnova2No ratings yet
- Effective Maintenance Policy and OEEDocument7 pagesEffective Maintenance Policy and OEEhadiNo ratings yet
- DK1341ch8 PDFDocument16 pagesDK1341ch8 PDFUbaid Ur RehmanNo ratings yet
- Effects of Propeller Design-Point Definition On The PerformanceDocument30 pagesEffects of Propeller Design-Point Definition On The PerformanceDaniel Riveros100% (1)
- Machine Fault Diagnostic DA-01Document10 pagesMachine Fault Diagnostic DA-01JohnNo ratings yet
- Omae2008 57411Document17 pagesOmae2008 57411Shubhodeep SarkarNo ratings yet
- Cocomat Guidelines For Design & Analysis of CFRP Stiffened Panels For Buckling & PostbucklingDocument4 pagesCocomat Guidelines For Design & Analysis of CFRP Stiffened Panels For Buckling & Postbucklingww59686No ratings yet
- Determination of The Most Opportune Time For Industrial Circuit Breaker ReplacementDocument12 pagesDetermination of The Most Opportune Time For Industrial Circuit Breaker ReplacementInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Paper FinalDocument33 pagesPaper FinalIbsaNo ratings yet
- Analyzing Reliability and Maintainability of Crawler Dozer BD155 Transmission Failure Using Markov Method and Total Productive MaintenanceDocument18 pagesAnalyzing Reliability and Maintainability of Crawler Dozer BD155 Transmission Failure Using Markov Method and Total Productive MaintenanceJheison QuintoNo ratings yet
- Towards Advanced Manufacturing Systems For Large Parts A ReviewDocument20 pagesTowards Advanced Manufacturing Systems For Large Parts A ReviewJ MrNo ratings yet
- Powerful New Ideas: in Material Handling and MovementDocument9 pagesPowerful New Ideas: in Material Handling and MovementAmarjeet RaiNo ratings yet
- V3.sia1 - .25.analysis and Design Updation of Aerial Monocable Ropeway Conveyors For Eliminating Recurring Failures and DowntimesDocument12 pagesV3.sia1 - .25.analysis and Design Updation of Aerial Monocable Ropeway Conveyors For Eliminating Recurring Failures and DowntimesTarunNo ratings yet
- A Review On FEA and Optimization of Backhoe Attachment in Hydraulic ExcavatorDocument7 pagesA Review On FEA and Optimization of Backhoe Attachment in Hydraulic ExcavatorfetniNo ratings yet
- Session 8 - Maintenance For Reliability - Bathtub Curve Concept-Class Notes2Document40 pagesSession 8 - Maintenance For Reliability - Bathtub Curve Concept-Class Notes2Usama AliNo ratings yet
- Surface RoughnessDocument7 pagesSurface RoughnessDitya DewanggaNo ratings yet
- A Simple Strategy For Eliminating Machinery Maintenance-Alkhowaiter-Oct-27-2019-3Document17 pagesA Simple Strategy For Eliminating Machinery Maintenance-Alkhowaiter-Oct-27-2019-3Abdulrahman AlkhowaiterNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Extending Equipment’s Life Cycle – The Next Challenge for Maintenance: 1, #12From EverandExtending Equipment’s Life Cycle – The Next Challenge for Maintenance: 1, #12No ratings yet
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionFrom EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionRating: 5 out of 5 stars5/5 (3)
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Accounting Chapter 1 QuestionsDocument5 pagesAccounting Chapter 1 Questionsjoe smithNo ratings yet
- Cash QuizDocument6 pagesCash QuizGwen Cabarse PansoyNo ratings yet
- SCR 2011 053Document131 pagesSCR 2011 053divya kathareNo ratings yet
- Duration Gap ModelDocument29 pagesDuration Gap ModelSachit KCNo ratings yet
- International Business Environments and Operations, 13/e Global EditionDocument20 pagesInternational Business Environments and Operations, 13/e Global EditionMichael BrandonNo ratings yet
- Business Plan Zambia - Individual InvestorsDocument11 pagesBusiness Plan Zambia - Individual InvestorsMelvin D'SouzaNo ratings yet
- Adobe Scan 21 Sep 2022Document2 pagesAdobe Scan 21 Sep 2022ACNo ratings yet
- Synopsis: Comparative Analysis of MARKETING STRATEGIES OF Vodafone & AIRTELDocument7 pagesSynopsis: Comparative Analysis of MARKETING STRATEGIES OF Vodafone & AIRTELme_akashmbaNo ratings yet
- How To Create An Employee in Oracle Fusion R13Document5 pagesHow To Create An Employee in Oracle Fusion R13shashankNo ratings yet
- Chapter 81 PDFDocument8 pagesChapter 81 PDFAftab KhanNo ratings yet
- InvoiceDocument1 pageInvoiceAkhil Patel BandariNo ratings yet
- CompTIA PenTest Master Cheat SheetDocument7 pagesCompTIA PenTest Master Cheat SheetWayne WayneNo ratings yet
- Interior Design Thesis IdeasDocument8 pagesInterior Design Thesis Ideasaflowlupyfcyye100% (2)
- UPP TyingDocument14 pagesUPP TyingRajeshKumarJainNo ratings yet
- SBV Financial StatementsDocument17 pagesSBV Financial Statementsbhundofcbm0% (1)
- "Corporate Governance in India-Evolution and Challenges": Dr.M.MadhumathiDocument11 pages"Corporate Governance in India-Evolution and Challenges": Dr.M.MadhumathiRashmiPandeyNo ratings yet
- Joint Affidavit of UndertakingDocument1 pageJoint Affidavit of UndertakingMarlon RondainNo ratings yet
- Unit 3 Mass Media and Popular Culture in The PhilippinesDocument17 pagesUnit 3 Mass Media and Popular Culture in The PhilippinesDiana DawalNo ratings yet
- What's New in Windows 10 (Windows 10)Document56 pagesWhat's New in Windows 10 (Windows 10)NirNo ratings yet
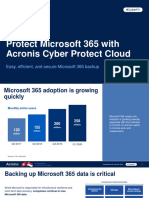
- Acronis - Cyber Protect Cloud - Microsoft 365 Backup - Product PresentationDocument14 pagesAcronis - Cyber Protect Cloud - Microsoft 365 Backup - Product PresentationKeng Oei QuekNo ratings yet
- Payroll Canadian 1St Edition Dryden Test Bank Full Chapter PDFDocument37 pagesPayroll Canadian 1St Edition Dryden Test Bank Full Chapter PDFhebexuyenod8q100% (6)
- Project Proposal Under Waste Management Technology (WMT) ProgramDocument19 pagesProject Proposal Under Waste Management Technology (WMT) ProgramBollu SatyanarayanaNo ratings yet
- Indicator Year Aurangabad Maharashtra: 1. IntroductionDocument6 pagesIndicator Year Aurangabad Maharashtra: 1. IntroductionsaleNo ratings yet
- MKT-340 Creating Shared ValueDocument10 pagesMKT-340 Creating Shared ValueStuti SinghalNo ratings yet
- Taxation of Business Entities 2017 8th Edition Spilker Solutions ManualDocument11 pagesTaxation of Business Entities 2017 8th Edition Spilker Solutions Manualotisviviany9zoNo ratings yet
- Task 6 (U20 - D1)Document7 pagesTask 6 (U20 - D1)JadeNo ratings yet
- Airtel NavratnaDocument29 pagesAirtel Navratnariteshgoyal0380% (5)
- Shaik Saleem PMP® & PGMP®: Sr. Project'S (Portfolio) Control Manager / Senior Program ManagerDocument5 pagesShaik Saleem PMP® & PGMP®: Sr. Project'S (Portfolio) Control Manager / Senior Program ManagerShaik SaleemNo ratings yet