You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Creep TestingDocument12 pagesCreep TestingJGV21No ratings yet
- Welding Machine Calibration ProcedureDocument10 pagesWelding Machine Calibration ProcedureGerman Favela0% (1)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureSenthil Kumaran100% (3)
- Saudi Aramco Inspection Checklist: Review of WPS & Process Control Procedure (Pipelines) SAIC-W-2038 WeldDocument4 pagesSaudi Aramco Inspection Checklist: Review of WPS & Process Control Procedure (Pipelines) SAIC-W-2038 Weldhamidjoyia100% (2)
- Saudi Aramco Inspection Checklist: Preliminary / Final Alignment of Pump & Driver SAIC-G-2022 30-Apr-17 MechDocument23 pagesSaudi Aramco Inspection Checklist: Preliminary / Final Alignment of Pump & Driver SAIC-G-2022 30-Apr-17 Mechkarthi51289No ratings yet
- Measurement Manual: Procedure For Rocking Test (Wear Mearsurement) in Slewing Bearing For Marine CraneDocument6 pagesMeasurement Manual: Procedure For Rocking Test (Wear Mearsurement) in Slewing Bearing For Marine CranePaul Lucian Ventel100% (5)
- B 242Document154 pagesB 242JamalAhmedNo ratings yet
- Global Standards Policy & Procedure: Revision HistoryDocument6 pagesGlobal Standards Policy & Procedure: Revision HistoryHendriantoNo ratings yet
- V2500 Eng 72 0660Document43 pagesV2500 Eng 72 0660sujit50% (2)
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (13)
- Welding InspectionDocument683 pagesWelding Inspectionsenchiscan100% (6)
- SAIC-G-2022 Rev 2Document25 pagesSAIC-G-2022 Rev 2faisal hussainNo ratings yet
- HybridDocument187 pagesHybridKamila WehbeNo ratings yet
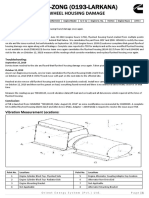
- CMPAK-ZONG - 0193 (Flywheel Housing Damage)Document6 pagesCMPAK-ZONG - 0193 (Flywheel Housing Damage)Ammar BaigNo ratings yet
- Installation of Over Head CraneDocument4 pagesInstallation of Over Head Cranemansih457100% (1)
- SB 00036 RV 3467891014 Outboard Elevator Hinge Bracket Retrofit R3 1Document18 pagesSB 00036 RV 3467891014 Outboard Elevator Hinge Bracket Retrofit R3 1Miguel VieroNo ratings yet
- 5-Construction QA QC-MachineryDocument7 pages5-Construction QA QC-MachineryVPN NetworkNo ratings yet
- Pipes SupportDocument19 pagesPipes SupportoliveiralauroNo ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- Spec of End Carriage Indent NoDocument5 pagesSpec of End Carriage Indent NoBudi MaryantoNo ratings yet
- 202 Commissioning ReportDocument6 pages202 Commissioning ReportShahanajShamsudeenNo ratings yet
- Bwts Site Check ListDocument3 pagesBwts Site Check ListWahyu Bin DjalalNo ratings yet
- HPT Stage 1 Blades and Duct SegmentsDocument28 pagesHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNo ratings yet
- Alert Service Bulletin: 222U-07-75 JAN 09, 2007 1 of 8Document8 pagesAlert Service Bulletin: 222U-07-75 JAN 09, 2007 1 of 8akhiljyothyNo ratings yet
- Mixing Devices Mixers Agitators Etc Supply Verification ITPDocument8 pagesMixing Devices Mixers Agitators Etc Supply Verification ITPVarun Malhotra100% (1)
- Before Placement of ModuleDocument3 pagesBefore Placement of Modulezohrehmm2004No ratings yet
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- Contro Arm 20.03.2024 - SDocument58 pagesContro Arm 20.03.2024 - SUmesh PrajapatiNo ratings yet
- Wor-Ges-045 DD 8 8 23Document7 pagesWor-Ges-045 DD 8 8 23reda rashwanNo ratings yet
- Shaft and PumpDocument159 pagesShaft and PumprahulNo ratings yet
- Weld Manual 4 PowerDocument77 pagesWeld Manual 4 PowerGyanendra Narayan NayakNo ratings yet
- 04 Samss 055Document20 pages04 Samss 055YOUSUF KHANNo ratings yet
- Qatar Engineering & Construction Company WLL (Qcon)Document12 pagesQatar Engineering & Construction Company WLL (Qcon)Dan DumbravescuNo ratings yet
- P178Document9 pagesP178keepmoshingNo ratings yet
- Fabrication Procedure SA-4200-70621Document8 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- Fabrication Procedure SA-4200-70621Document24 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- Saudi Aramco Pre-Commissioning Form: Metal Enclosed BusDocument2 pagesSaudi Aramco Pre-Commissioning Form: Metal Enclosed BusBala SubramaniNo ratings yet
- Support EquipmentDocument12 pagesSupport EquipmentAnthonyCorsiNo ratings yet
- Electrical Work Against SUMICO Feb, 2020 ReportDocument7 pagesElectrical Work Against SUMICO Feb, 2020 Reporthmaza shakeelNo ratings yet
- SL525B 55 03R1Document10 pagesSL525B 55 03R1rsavallaNo ratings yet
- Wi QPC 008 Alignment ProcedureDocument6 pagesWi QPC 008 Alignment ProcedureBudimanNo ratings yet
- MINUTES of MEETING Purchase CommitteeDocument3 pagesMINUTES of MEETING Purchase Committeesakit786100% (2)
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- Shaft Alignment Methodology For Compressor and Driver PDFDocument5 pagesShaft Alignment Methodology For Compressor and Driver PDFabdelmalek boudjemaaNo ratings yet
- ReportDocument19 pagesReportAbhinav BhardwajNo ratings yet
- YSD-P02-0508-HV-BKG-MS-00024 (01) - Air Handling Units-B PDFDocument1,168 pagesYSD-P02-0508-HV-BKG-MS-00024 (01) - Air Handling Units-B PDFZac Riego100% (2)
- Saudi Aramco Inspection Checklist: Weld Overlay Chemical Composition Testing & Results SAIC-W-2025 24-Jul-18 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Weld Overlay Chemical Composition Testing & Results SAIC-W-2025 24-Jul-18 WeldjahaanNo ratings yet
- FAT Snaglist - InternalDocument6 pagesFAT Snaglist - InternalOmkarNo ratings yet
- Pre-Delivery Inspection ChecklistDocument10 pagesPre-Delivery Inspection Checklistfrieskalaksani91No ratings yet
- Purpose: Method Statement M & E No.: M & E Mst-004/ Rev 0 Page 1 of 4 Title: LV Switchgear Installation and TestingDocument4 pagesPurpose: Method Statement M & E No.: M & E Mst-004/ Rev 0 Page 1 of 4 Title: LV Switchgear Installation and TestingAnonymous 3eHGEDbxNo ratings yet
- TCM Torque SB96 7DDocument14 pagesTCM Torque SB96 7DИван КоньковNo ratings yet
- Triveni GearsDocument8 pagesTriveni Gearsnilesh121219No ratings yet
- Saudi Aramco Inspection Checklist: Preliminary / Final Alignment of Pump & Driver SAIC-G-2022 29-Dec-16 MechDocument23 pagesSaudi Aramco Inspection Checklist: Preliminary / Final Alignment of Pump & Driver SAIC-G-2022 29-Dec-16 MechAbdul HafeezNo ratings yet
- Bidder QueriesDocument3 pagesBidder QueriesharoonshabbarNo ratings yet
- CHP Area WorksDocument9 pagesCHP Area Worksmani sharmaNo ratings yet
- Welding Manual of Power SectorDocument184 pagesWelding Manual of Power SectorSiva GanaNo ratings yet
- Factory Acceptance Test: Action ReportDocument1 pageFactory Acceptance Test: Action ReportmahipalNo ratings yet
- C U H Máy Kéo Sigma OtisDocument45 pagesC U H Máy Kéo Sigma OtisQuang Pham DuyNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Powder Caoting Defects and ActionsDocument8 pagesPowder Caoting Defects and ActionsManoharar RNo ratings yet
- DockauditchecklistDocument1 pageDockauditchecklistManoharar RNo ratings yet
- 05-11-2018 Ppap Documents Format Threaded Washer - 5 LtsDocument75 pages05-11-2018 Ppap Documents Format Threaded Washer - 5 LtsManoharar R100% (1)
- Inspection Report Filter Bracket Step 21SK119 1Document2 pagesInspection Report Filter Bracket Step 21SK119 1Manoharar RNo ratings yet
- Audit ObservationDocument8 pagesAudit ObservationManoharar RNo ratings yet
- Customer Specific Requirements ChecklitDocument1 pageCustomer Specific Requirements ChecklitManoharar RNo ratings yet
- CQI UpdatesDocument3 pagesCQI UpdatesManoharar R100% (1)
- 07 Control PlanDocument5 pages07 Control PlanManoharar RNo ratings yet
- COPQDocument1 pageCOPQManoharar RNo ratings yet
- RM Third Party Plan-2019Document1 pageRM Third Party Plan-2019Manoharar RNo ratings yet
- Audit ChecklistDocument18 pagesAudit ChecklistManoharar RNo ratings yet
- Best Rubber Prodcuts Internal Audit Observation SheetDocument1 pageBest Rubber Prodcuts Internal Audit Observation SheetManoharar RNo ratings yet
- Visitor Gate Pass Format in ExcelDocument2 pagesVisitor Gate Pass Format in ExcelManoharar R0% (1)
- HH Cap - AOIDocument1 pageHH Cap - AOIManoharar RNo ratings yet
- I, Handle Bar N360 Rejection Data - SKB-SEP - 2022Document7 pagesI, Handle Bar N360 Rejection Data - SKB-SEP - 2022Manoharar RNo ratings yet
- Route Card Implementation (In In-House and Supplier)Document10 pagesRoute Card Implementation (In In-House and Supplier)Manoharar RNo ratings yet
- HH Cap-PSWDocument1 pageHH Cap-PSWManoharar RNo ratings yet
- HH Cap-AOIDocument1 pageHH Cap-AOIManoharar RNo ratings yet
- Product Audit ReportDocument2 pagesProduct Audit ReportManoharar R100% (2)
- Fmea PDFDocument5 pagesFmea PDFManoharar RNo ratings yet
- Emd Millipore Contamination Monitoring Product Guide PDFDocument16 pagesEmd Millipore Contamination Monitoring Product Guide PDFManoharar R0% (1)
- Structure 2Document267 pagesStructure 2Fasika AbebayehuNo ratings yet
- EC7 Fundamental Issues and Its Implications On Users PDFDocument24 pagesEC7 Fundamental Issues and Its Implications On Users PDFspeedy8No ratings yet
- Differential: Reaction KineticsDocument5 pagesDifferential: Reaction Kineticspatilsahyadri2181No ratings yet
- Radiation Safety For Industrial Radiography Rev01Document82 pagesRadiation Safety For Industrial Radiography Rev01庄查理No ratings yet
- The Scientific Revolution in The Middle EastDocument36 pagesThe Scientific Revolution in The Middle EastJade Ocampo100% (1)
- Dditional Athematics: Secondary Three To FourDocument35 pagesDditional Athematics: Secondary Three To FourPreU 1BNo ratings yet
- 5 Ultrasonic TestingDocument19 pages5 Ultrasonic TestingVishalNo ratings yet
- The Millennium School Indore Mathematics Investigatory Project CompressDocument32 pagesThe Millennium School Indore Mathematics Investigatory Project CompressMitesh KumarNo ratings yet
- Challamel and Elishakoff - MRC History of Beams and Plates 2019Document8 pagesChallamel and Elishakoff - MRC History of Beams and Plates 2019Hakim KaciNo ratings yet
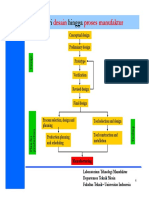
- 05-Proses Produksi (Dasar Proses Manufaktur) ARIODocument22 pages05-Proses Produksi (Dasar Proses Manufaktur) ARIOAlifNo ratings yet
- Course Material - I MCADocument141 pagesCourse Material - I MCARam TharunNo ratings yet
- Cive4307 LecturesDocument374 pagesCive4307 Lecturesrizwan ghafoor100% (1)
- Chapter 1 Coulomb's Law PDFDocument43 pagesChapter 1 Coulomb's Law PDFChitra Ashutosh Tembe50% (2)
- (11-16) 3B-Ch.10-Applications of Trigonometry - CQDocument2 pages(11-16) 3B-Ch.10-Applications of Trigonometry - CQsophia yeungNo ratings yet
- Nicolas Minorsky (Born Nikolai Fyodorovich Minorsky, RussianDocument4 pagesNicolas Minorsky (Born Nikolai Fyodorovich Minorsky, RussianAnonymous E4Rbo2sNo ratings yet
- Demo - Teaching - Cross Specialization Training of Senior High School On Non-Major Science Subjects 2.0Document8 pagesDemo - Teaching - Cross Specialization Training of Senior High School On Non-Major Science Subjects 2.0Quezco VelasquezNo ratings yet
- Mathcad - DC Motor VelocityDocument34 pagesMathcad - DC Motor VelocityAl-ShukaNo ratings yet
- All Bashar Stuff About Monatomic Elements (Gold, Etc)Document14 pagesAll Bashar Stuff About Monatomic Elements (Gold, Etc)Selena100% (1)
- Maths Paper 2 Pure Maths Mock Set 3 PDFDocument44 pagesMaths Paper 2 Pure Maths Mock Set 3 PDFD SNo ratings yet
- Rotational Mechanics 2Document25 pagesRotational Mechanics 2Ujib DamianNo ratings yet
- June 2011 QP - Paper 1 Edexcel (B) Maths IGCSEDocument20 pagesJune 2011 QP - Paper 1 Edexcel (B) Maths IGCSEFahim Faisal ZishanNo ratings yet
- Physical Science Q2 Week 2Document14 pagesPhysical Science Q2 Week 2Joseph BiandillaNo ratings yet
- Module 6 Math 8Document6 pagesModule 6 Math 8Ja NeenNo ratings yet
- Activity 1Document3 pagesActivity 1Elaiza Mae DonatoNo ratings yet
- Exercise Sheet - 4Document3 pagesExercise Sheet - 4Cristina MariaNo ratings yet
- FSI Fan Simulation Vortex Induced VibrationsDocument13 pagesFSI Fan Simulation Vortex Induced VibrationsJun GWan ParkNo ratings yet
- GE 3 InventionsDocument10 pagesGE 3 InventionsThu DungNo ratings yet
- Assignment MEC236Document2 pagesAssignment MEC236fastminds- yha sab kuch milta haiNo ratings yet
- Astm D 1148 For Uv Resistance RubberDocument5 pagesAstm D 1148 For Uv Resistance Rubberajay nigamNo ratings yet