You might also like
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Mooring PublicationDocument11 pagesMooring PublicationNinad Anil Bhaskarwar oe21m012No ratings yet
- A Review of Synthetic Fiber Moorings For Marine Energy ApplicationsDocument7 pagesA Review of Synthetic Fiber Moorings For Marine Energy ApplicationsSerag-Eldin AbdelmotelebNo ratings yet
- Design of A Mooring System For An Offshore Structure: A Case Study of 5000 Tonnes Offshore Work Barge (WB)Document11 pagesDesign of A Mooring System For An Offshore Structure: A Case Study of 5000 Tonnes Offshore Work Barge (WB)leokareyxoxoersNo ratings yet
- Dhina 2005Document7 pagesDhina 2005Jeffrey JohnsonNo ratings yet
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocument4 pagesEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachRabah BrikaNo ratings yet
- Fiber Rope Damage Assessment and Acceptance Criteria - New GuidelineDocument7 pagesFiber Rope Damage Assessment and Acceptance Criteria - New GuidelineEric DuarteNo ratings yet
- Preliminary Design of Tubular Composite Structures Using Netting Theory and Composite Degradation FactorsDocument5 pagesPreliminary Design of Tubular Composite Structures Using Netting Theory and Composite Degradation FactorsDILEEP AJAYAGHOSHNo ratings yet
- 5 - Acoperiri Ceramice-Pe PolimerDocument8 pages5 - Acoperiri Ceramice-Pe PolimerMazurchevici Andrei DănuţNo ratings yet
- Mechanical Testing and Microstructure Characterization of Glass Fiber Reinforced Isophthalic Polyester CompositesDocument10 pagesMechanical Testing and Microstructure Characterization of Glass Fiber Reinforced Isophthalic Polyester Compositespinkan25No ratings yet
- Synthetic Mooring Ropes For Marine Renewable EnergyDocument14 pagesSynthetic Mooring Ropes For Marine Renewable EnergyantonioNo ratings yet
- Structural Integrity AssessmntDocument24 pagesStructural Integrity AssessmntAmal ZakirNo ratings yet
- Joo Tan 2020Document17 pagesJoo Tan 2020emaillagi.mhNo ratings yet
- Environmental 6Document8 pagesEnvironmental 6Rahul PattarNo ratings yet
- Blake 2009Document12 pagesBlake 2009obaidullah.dsuNo ratings yet
- Crystallinity of FRCM/GPM With High PB Through Microbial GrowthDocument36 pagesCrystallinity of FRCM/GPM With High PB Through Microbial Growthkumara1986No ratings yet
- Mooring With Multicomponent Cable Systems: K. A. AnsariDocument8 pagesMooring With Multicomponent Cable Systems: K. A. AnsariSoledad AceitunoNo ratings yet
- FractureEnergyofUHPFRC KirollsDocument10 pagesFractureEnergyofUHPFRC KirollsNguyen QuangNo ratings yet
- Monitoring Accropodes Breakwaters Using RGB-D Cameras: January 2015Document9 pagesMonitoring Accropodes Breakwaters Using RGB-D Cameras: January 2015Don RamónNo ratings yet
- Tai Lieu Ong Bao Dia Ky Thuat - Khai Bao CatDocument14 pagesTai Lieu Ong Bao Dia Ky Thuat - Khai Bao CatQuy NgocNo ratings yet
- Composite Clamp Design, TestingDocument15 pagesComposite Clamp Design, TestingDaniel Inemugha100% (1)
- ASTM D4071-84 Reapproved 2016Document3 pagesASTM D4071-84 Reapproved 2016anant11235No ratings yet
- Guidelines and Recommendations On Minimum FactorsDocument27 pagesGuidelines and Recommendations On Minimum Factorsaecom2009No ratings yet
- Matematicki Model XPSDocument7 pagesMatematicki Model XPSAmiljkovicviNo ratings yet
- An Approach For The Design and Installation of Geomembranes On The Upstream Face of Rockfill DamsDocument7 pagesAn Approach For The Design and Installation of Geomembranes On The Upstream Face of Rockfill Damssharvan10No ratings yet
- Experimental and Analytical Studies of SyntacticDocument19 pagesExperimental and Analytical Studies of SyntacticDhaneshNo ratings yet
- A Structured Approach To Modelling Sag Mill LinerDocument9 pagesA Structured Approach To Modelling Sag Mill LinerelderNo ratings yet
- FPSO Standards and Recommended Practices May 2001 ABSDocument6 pagesFPSO Standards and Recommended Practices May 2001 ABSseantbtNo ratings yet
- The Influence of Synthetic Mooring Line StiffnessDocument12 pagesThe Influence of Synthetic Mooring Line StiffnessantonioNo ratings yet
- Composites26 (1995) 725 31Document7 pagesComposites26 (1995) 725 31Paulo UtargNo ratings yet
- (2008) Microporous Membranes Obtained From Polypropylene Blend Films by StretchingDocument11 pages(2008) Microporous Membranes Obtained From Polypropylene Blend Films by StretchingsateeshbondaNo ratings yet
- Ultrasonic Waves X Microhardness 1Document8 pagesUltrasonic Waves X Microhardness 1fitri dwi123No ratings yet
- Integrity of Subsea Control UmbilicalDocument11 pagesIntegrity of Subsea Control Umbilicalxinlin.cppNo ratings yet
- Coatings 12 00565Document25 pagesCoatings 12 00565guerguerNo ratings yet
- 5 Guidelines For Struct Integrity Assessment of Existing PlatformsDocument8 pages5 Guidelines For Struct Integrity Assessment of Existing Platformssreedevi gummadiNo ratings yet
- Innovation in Membrane Fabrication: Magnetic Induced Photocatalytic MembraneDocument24 pagesInnovation in Membrane Fabrication: Magnetic Induced Photocatalytic Membraneyoraji411No ratings yet
- Deep Water Mooring Systems Using Fiber RopesDocument10 pagesDeep Water Mooring Systems Using Fiber RopesSaeed JabbariNo ratings yet
- Retrowrap Materials Performance FactsDocument2 pagesRetrowrap Materials Performance FactsMNo ratings yet
- Ultimate Bending Capacity of Aged Fixed Platform by Considering The Effect of Marine FoulingDocument12 pagesUltimate Bending Capacity of Aged Fixed Platform by Considering The Effect of Marine FoulingEl profe JosMatNo ratings yet
- Applications of Additive Manufacturing in The Marine IndustryDocument6 pagesApplications of Additive Manufacturing in The Marine IndustryJeeva RathnamNo ratings yet
- Sample Paper 1 PDFDocument9 pagesSample Paper 1 PDFAnni MataqeiNo ratings yet
- Identification of Damage in Offshore Jacket Structure by Utilizing Artificial Neural NetworksDocument10 pagesIdentification of Damage in Offshore Jacket Structure by Utilizing Artificial Neural NetworksInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Nondestructive Inspection of Composite Structures: Methods and PracticeDocument14 pagesNondestructive Inspection of Composite Structures: Methods and PracticeAsif HameedNo ratings yet
- Grand Challenge in Membrane Fabrication - Membrane Science and TechnologyDocument6 pagesGrand Challenge in Membrane Fabrication - Membrane Science and Technologymahesh8760No ratings yet
- Damage Assessment of Offshore Riser-Guards Under ADocument5 pagesDamage Assessment of Offshore Riser-Guards Under AQC Department - WMINNo ratings yet
- Damage Characterization of Surface and Sub Surface Defects in Stitch Bonded Biaxial Carbon Epoxy CompositesDocument9 pagesDamage Characterization of Surface and Sub Surface Defects in Stitch Bonded Biaxial Carbon Epoxy CompositesyashNo ratings yet
- Owt SHMDocument14 pagesOwt SHMZenPhiNo ratings yet
- 2003 JordanDocument16 pages2003 JordanjohanpenuelaNo ratings yet
- Membrane-Based Technologies For Biogas SeparationsDocument19 pagesMembrane-Based Technologies For Biogas SeparationsHaresh BhanushaliNo ratings yet
- Failure Analysis of A CFRP Mast of A Racing Sailboat PDFDocument19 pagesFailure Analysis of A CFRP Mast of A Racing Sailboat PDFJuan Diego Palacio VelasquezNo ratings yet
- Applsci 12 08238 v3Document11 pagesApplsci 12 08238 v3-No ratings yet
- Assessment of Fatigue Failure in FPSO Mooring SystemsDocument14 pagesAssessment of Fatigue Failure in FPSO Mooring SystemsEditor IJTSRDNo ratings yet
- Mooring System Fatigue Analysis of A Floating Offshore Wind Turbine 2019Document17 pagesMooring System Fatigue Analysis of A Floating Offshore Wind Turbine 2019İsmayılov MahmudNo ratings yet
- 2021-Journal of MateriomicsDocument9 pages2021-Journal of MateriomicsShashi VinaykumarNo ratings yet
- 1 s2.0 S0029801823011770 MainDocument17 pages1 s2.0 S0029801823011770 Main4si21cv008No ratings yet
- Issaoui 2018Document13 pagesIssaoui 2018Muhammad Ramadhan SaputraNo ratings yet
- Stochastic Petri-Net Models To Predict The Degradation of Ceramic CladdingsDocument20 pagesStochastic Petri-Net Models To Predict The Degradation of Ceramic CladdingsDaiane Teodoro AndradeNo ratings yet
- MTS Adhesives Project 3: Environmental Durability of Adhesive Bonds Report No 5Document26 pagesMTS Adhesives Project 3: Environmental Durability of Adhesive Bonds Report No 5Subhadip RoyNo ratings yet
- Int J Adv Manuf Technol 104, 1075-1086 (2019)Document12 pagesInt J Adv Manuf Technol 104, 1075-1086 (2019)Rafael EvangelistaNo ratings yet
- Universal Cements: Dual Activated and Chemically Activated: Acta Biomaterialia Odontologica ScandinavicaDocument6 pagesUniversal Cements: Dual Activated and Chemically Activated: Acta Biomaterialia Odontologica ScandinavicaAminahsaniaNo ratings yet
- CH 6-CH2003 - BkelDocument17 pagesCH 6-CH2003 - BkelPHONG LÊ TẤNNo ratings yet
- Experiment Guide Newton S Thanksgiving Tablecloth TrickDocument1 pageExperiment Guide Newton S Thanksgiving Tablecloth Trickapi-504410689No ratings yet
- Ultrasonic Level LST400: Open Channel Flow TransmitterDocument12 pagesUltrasonic Level LST400: Open Channel Flow TransmitterVaranasi AnilNo ratings yet
- A. Atoms: Engineering MaterialsDocument36 pagesA. Atoms: Engineering MaterialsAmpolNo ratings yet
- Prelim Assignment OBTDocument2 pagesPrelim Assignment OBTPeter Paul DobNo ratings yet
- Pump Drive F600 User Guide Issue 1Document463 pagesPump Drive F600 User Guide Issue 1Traian SerbanNo ratings yet
- Intermolecular Forces of Liquids and Solids Solids and Their Properties PDFDocument13 pagesIntermolecular Forces of Liquids and Solids Solids and Their Properties PDFpieNo ratings yet
- INFORME CriosDocument8 pagesINFORME Criosluis espinosaNo ratings yet
- Course Outline Grade 8 ScienceDocument7 pagesCourse Outline Grade 8 SciencePrincess Mae LumawagNo ratings yet
- Satellite TerminologyDocument15 pagesSatellite TerminologyARTMehr Eng. GroupNo ratings yet
- De Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Thi Diem Phong GD DT Thai Thuy Thai Binh Nam Hoc 2015 2016Document3 pagesDe Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Thi Diem Phong GD DT Thai Thuy Thai Binh Nam Hoc 2015 2016Hương LêNo ratings yet
- Two-Way SlabsDocument178 pagesTwo-Way SlabsPaul Yvelt CésaireNo ratings yet
- Railway Short Notes by Shubham SirDocument101 pagesRailway Short Notes by Shubham SirNikita TiwariNo ratings yet
- Is 13779 1999 PDFDocument46 pagesIs 13779 1999 PDFchandranmuthuswamyNo ratings yet
- Assignment 01: Unit 2 - Week 1Document3 pagesAssignment 01: Unit 2 - Week 1Parkash SinghNo ratings yet
- KNR 3522: Electrical Lab 2 Laboratory Manual: Synchronizing GeneratorsDocument7 pagesKNR 3522: Electrical Lab 2 Laboratory Manual: Synchronizing GeneratorsMarceila SuzieNo ratings yet
- Differentiation 2Document87 pagesDifferentiation 2Ali SNo ratings yet
- International Studies Final Exam-BumuloDocument22 pagesInternational Studies Final Exam-BumuloBielan Fabian GrayNo ratings yet
- Refrigeration 22.1Document29 pagesRefrigeration 22.1preceiuxNo ratings yet
- You'Ve Got A Problem: DV DT C M V V T Time S, G, CDocument3 pagesYou'Ve Got A Problem: DV DT C M V V T Time S, G, CagusNo ratings yet
- The Effect of Fluid Rheology and Medium On The Performance of A Helical Ribbon Mixer For Concentrated Manganese Nodule SlurryDocument32 pagesThe Effect of Fluid Rheology and Medium On The Performance of A Helical Ribbon Mixer For Concentrated Manganese Nodule SlurrypankhadingtidingNo ratings yet
- Structural Dynamics - Computational-Dynamics - Soren R. K. Nielsen PDFDocument177 pagesStructural Dynamics - Computational-Dynamics - Soren R. K. Nielsen PDFalfonxxl100% (1)
- Ground Penetrating Radar (GPR)Document2 pagesGround Penetrating Radar (GPR)jayaramjaya1996No ratings yet
- Voltage Regulation of Single Phase TransformerDocument6 pagesVoltage Regulation of Single Phase TransformerMuhammad Ali HaiderNo ratings yet
- Solar Dehydrator Final PaperDocument35 pagesSolar Dehydrator Final PaperElla Jane CabanagNo ratings yet
- Flexural or Bending Test Lab ReportDocument9 pagesFlexural or Bending Test Lab ReportKalKatu MaLam73% (22)
- Test3 ProblemBank Fa22Document7 pagesTest3 ProblemBank Fa22Pedro TNo ratings yet
- 0460 443 301 GB (Caddy TIG 2200i - Manual 2019)Document28 pages0460 443 301 GB (Caddy TIG 2200i - Manual 2019)maverick kitaroNo ratings yet
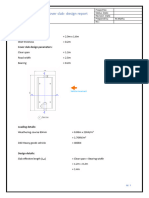
- D400-Precast Cover Slab Design ReportDocument8 pagesD400-Precast Cover Slab Design ReportmathuNo ratings yet
- Steel DesignDocument131 pagesSteel DesignAndrea RamirezNo ratings yet
- Onshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesFrom EverandOnshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesRating: 4.5 out of 5 stars4.5/5 (13)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Non-destructive Testing and Evaluation of Civil Engineering StructuresFrom EverandNon-destructive Testing and Evaluation of Civil Engineering StructuresJean-Paul BalayssacNo ratings yet
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Mechanics of Flow-Induced Sound and Vibration, Volume 2: Complex Flow-Structure InteractionsFrom EverandMechanics of Flow-Induced Sound and Vibration, Volume 2: Complex Flow-Structure InteractionsNo ratings yet
- Earthquake-Resistant Structures: Design, Build, and RetrofitFrom EverandEarthquake-Resistant Structures: Design, Build, and RetrofitRating: 4.5 out of 5 stars4.5/5 (8)
- Net Zero Energy Buildings (NZEB): Concepts, Frameworks and Roadmap for Project Analysis and ImplementationFrom EverandNet Zero Energy Buildings (NZEB): Concepts, Frameworks and Roadmap for Project Analysis and ImplementationRating: 5 out of 5 stars5/5 (1)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringFrom EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Engineering for Kids: Building and Construction Fun | Children's Engineering BooksFrom EverandEngineering for Kids: Building and Construction Fun | Children's Engineering BooksRating: 3 out of 5 stars3/5 (2)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet