You might also like
- Steel Section Capacity Check For BeamDocument3 pagesSteel Section Capacity Check For BeamChirag JoshiNo ratings yet
- Design Calculation For Anchor Chair API 650Document1 pageDesign Calculation For Anchor Chair API 650Mohammed Faizal Nv100% (2)
- Bolted Flange Thickness CalculationDocument6 pagesBolted Flange Thickness Calculationshazan0% (1)
- Jenkins Un EncryptedDocument287 pagesJenkins Un EncryptedAndreaBas69% (13)
- Tension Member NumericalsDocument9 pagesTension Member NumericalsDeepak SahNo ratings yet
- Rocket Ship ContainerDocument17 pagesRocket Ship ContainerJanel Lucena100% (3)
- Report Lifting Frame CKX GeneratorDocument3 pagesReport Lifting Frame CKX GeneratorJoe FizzoNo ratings yet
- Bearing Design Method BDocument38 pagesBearing Design Method BTeguh FahrezaNo ratings yet
- S-Stamp Calculation Nozzle ShellDocument4 pagesS-Stamp Calculation Nozzle ShellmukeshNo ratings yet
- Solved PRBLM Rivet JointsDocument25 pagesSolved PRBLM Rivet JointsAvinash Prabhavathy100% (1)
- Bearing Design MethodDocument38 pagesBearing Design MethodTeguh FahrezaNo ratings yet
- Oracle Financial TablesDocument9 pagesOracle Financial TablesShahzad945No ratings yet
- Larsen & Toubro Limited: 1. Sectional PropertiesDocument8 pagesLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarNo ratings yet
- Thin CylinderDocument10 pagesThin Cylinderarunnical100% (3)
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- AQUDUCTDocument139 pagesAQUDUCTMadhu SudhanNo ratings yet
- Larsen & Toubro Limited: 1. Sectional PropertiesDocument8 pagesLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarNo ratings yet
- Larsen & Toubro Limited: 1. Sectional PropertiesDocument8 pagesLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarNo ratings yet
- A Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsFrom EverandA Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsRating: 3 out of 5 stars3/5 (1)
- Branch Reinforcement Pad Requirement CalculationDocument1 pageBranch Reinforcement Pad Requirement Calculations.mladinNo ratings yet
- T-Girder DesignDocument40 pagesT-Girder DesignAmy Mengistu100% (1)
- Rope and Harness Work on the Farm - With Information on Rope Construction and Various Knots Used on the FarmFrom EverandRope and Harness Work on the Farm - With Information on Rope Construction and Various Knots Used on the FarmNo ratings yet
- A Guide to Making Leather Handbags - A Collection of Historical Articles on Designs and Methods for Making Leather BagsFrom EverandA Guide to Making Leather Handbags - A Collection of Historical Articles on Designs and Methods for Making Leather BagsRating: 3 out of 5 stars3/5 (4)
- Larsen & Toubro Limited: 1. Sectional PropertiesDocument8 pagesLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarNo ratings yet
- SeatworkDocument2 pagesSeatworkCE Aijelle Rose SolonNo ratings yet
- Trelleborg ATP Ballast Mat BrochureDocument8 pagesTrelleborg ATP Ballast Mat BrochureÜmit KukulaNo ratings yet
- Design of Machine Elements: Riveted Joints For High Pressure Boiler As Per Prescribed StandardsDocument9 pagesDesign of Machine Elements: Riveted Joints For High Pressure Boiler As Per Prescribed StandardsSanjiv Krishna C BNo ratings yet
- Box Girder Final March23Document34 pagesBox Girder Final March23dereje werkuNo ratings yet
- Qualification of Personel and ProceduresDocument10 pagesQualification of Personel and ProceduresDaniel Imanuel TangkauNo ratings yet
- Fundermax-Max-Exterior-Concealed-FastenersDocument17 pagesFundermax-Max-Exterior-Concealed-Fastenersdilian bikovNo ratings yet
- QUESTIONS FinalDocument15 pagesQUESTIONS FinalkevalNo ratings yet
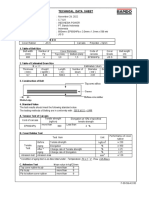
- Technical Data Sheet: 1. Table of Belt SizeDocument1 pageTechnical Data Sheet: 1. Table of Belt SizeVicky ImmanuelNo ratings yet
- Steelgrid HR - InstallationDocument19 pagesSteelgrid HR - Installationsyaiful bahtiarNo ratings yet
- Technical Data Comparision: Designation Contitech Sempertrans Dimensions Dimensions of BeltDocument1 pageTechnical Data Comparision: Designation Contitech Sempertrans Dimensions Dimensions of Beltrafay0saeedNo ratings yet
- FFB5Document8 pagesFFB5prajjwal patidarNo ratings yet
- Riveted Joints DrawingDocument7 pagesRiveted Joints DrawingParth Thakkar100% (3)
- PHYNIX Thickness Measurement On Car TyresDocument2 pagesPHYNIX Thickness Measurement On Car TyresdhineshretnaNo ratings yet
- Development Lengths & Splices: Under Aci 318M-02Document1 pageDevelopment Lengths & Splices: Under Aci 318M-02hendradjohanNo ratings yet
- Tyre Flap (Butyl) Specification350 - 83 - SEP - 2016Document5 pagesTyre Flap (Butyl) Specification350 - 83 - SEP - 2016Purchase and Stores Officer Contract Cell-IINo ratings yet
- Welded Simple Connection: Based On Block Shear Capacity ofDocument2 pagesWelded Simple Connection: Based On Block Shear Capacity ofMarvin Carl GranadaNo ratings yet
- Avio Print J-3 Cub User Guide 1.1Document28 pagesAvio Print J-3 Cub User Guide 1.1Sauli KlaavuNo ratings yet
- Latihan StuVersDocument3 pagesLatihan StuVersIcookiesNo ratings yet
- Tds Wikon Ip. C 7&8Document1 pageTds Wikon Ip. C 7&8deni prastikoNo ratings yet
- Ultimaker CPE+: Technical Data SheetDocument3 pagesUltimaker CPE+: Technical Data SheetFelipe TeixeiraNo ratings yet
- Acceptance Criteria For Workmanship of Various ActivitiesDocument11 pagesAcceptance Criteria For Workmanship of Various ActivitiesVenkat MacharlaNo ratings yet
- Kalkulasi HEDocument4 pagesKalkulasi HEagusnnnNo ratings yet
- IUD IUS Device CharacteristicsDocument3 pagesIUD IUS Device CharacteristicsTanyaNganNo ratings yet
- CSWIP 3 0 Practical Fillet Welded T Joint Instruction SheetDocument4 pagesCSWIP 3 0 Practical Fillet Welded T Joint Instruction SheetAslanNo ratings yet
- Technical Data SheetDocument1 pageTechnical Data SheetNiko SwandanaNo ratings yet
- CE371A Quiz5Document1 pageCE371A Quiz5Pravesh KumarNo ratings yet
- CH 2 Problems SheetDocument3 pagesCH 2 Problems SheetqzakryaNo ratings yet
- Assignment 1Document12 pagesAssignment 1Suzan SalimNo ratings yet
- Job Information: Engineer Checked ApprovedDocument16 pagesJob Information: Engineer Checked ApprovedAsep MulyadiNo ratings yet
- Main Tie Beam ConnectionDocument2,598 pagesMain Tie Beam ConnectionRicho MSNo ratings yet
- Datasheet CableDocument2 pagesDatasheet CableVyrax FalconNo ratings yet
- Table1. The Deposition Parameters of The As Prepared FilmsDocument3 pagesTable1. The Deposition Parameters of The As Prepared FilmsNader HemayaNo ratings yet
- Module-7-Internal-External-MatrixDocument13 pagesModule-7-Internal-External-MatrixLiza Mae BalboaNo ratings yet
- Hans Grohe Catalog PDFDocument472 pagesHans Grohe Catalog PDFDan PopescuNo ratings yet
- Form Untuk Permintaan Spek TekDocument8 pagesForm Untuk Permintaan Spek TekkoerawaNo ratings yet
- Lesson 9: Benefit/Cost Analysis and Public Sector Economics: Prof - Jessica Maria Paz S. Casimiro, Ce, Enp, DisdsDocument26 pagesLesson 9: Benefit/Cost Analysis and Public Sector Economics: Prof - Jessica Maria Paz S. Casimiro, Ce, Enp, DisdsAziezah PalintaNo ratings yet
- EC212: Introduction To Econometrics Multiple Regression: Asymptotics (Wooldridge, Ch. 5)Document17 pagesEC212: Introduction To Econometrics Multiple Regression: Asymptotics (Wooldridge, Ch. 5)SHUMING ZHUNo ratings yet
- A Macroeconomic Analysis of IndiaDocument21 pagesA Macroeconomic Analysis of IndiaJehangir KhambataNo ratings yet
- Thien No.1 LTR Thoi Hiep District 12, Vitrt: BillotladingforoceantransportormultimodaltransportDocument2 pagesThien No.1 LTR Thoi Hiep District 12, Vitrt: BillotladingforoceantransportormultimodaltransportTú PhanNo ratings yet
- Head of Corporate Affair Head of Corporate Communication Head of Internal AuditDocument23 pagesHead of Corporate Affair Head of Corporate Communication Head of Internal AuditAgung RachmadanNo ratings yet
- C4 W1 Final AssessmentDocument14 pagesC4 W1 Final Assessmentdiktat86No ratings yet
- Application Requirements2016 1 (Eng)Document4 pagesApplication Requirements2016 1 (Eng)yastikaNo ratings yet
- Vishal Sood CVDocument9 pagesVishal Sood CVprofvishalNo ratings yet
- Contemporary World Module 1 1 1 1Document19 pagesContemporary World Module 1 1 1 1Teotimo EmpilloNo ratings yet
- LT Equipamentos Catalogue - Longreen - EnglishDocument40 pagesLT Equipamentos Catalogue - Longreen - EnglishS10 H2eNo ratings yet
- UrbanizationDocument10 pagesUrbanizationOns AlkhaliliNo ratings yet
- Sarvesh Wadghule Dt - Answersheet (1)Document30 pagesSarvesh Wadghule Dt - Answersheet (1)s0279985No ratings yet
- SOP For Operation of Bottle LabelingDocument4 pagesSOP For Operation of Bottle LabelingSolomonNo ratings yet
- 1 s2.0 S2212827117303487 MainDocument5 pages1 s2.0 S2212827117303487 MainSanchit Kumar KhareNo ratings yet
- New GST Certificate 24.1.23Document3 pagesNew GST Certificate 24.1.23Backend1 UniversalNo ratings yet
- Statistical Soup - ANOVA, ANCOVA, MANOVA, & MANCOVADocument1 pageStatistical Soup - ANOVA, ANCOVA, MANOVA, & MANCOVAsapaNo ratings yet
- 1264 1997 Reff2021Document7 pages1264 1997 Reff2021ocsspectroNo ratings yet
- Gardening: Life Skill/Material Stamina Price Min/Max Life Material Min MaxDocument3 pagesGardening: Life Skill/Material Stamina Price Min/Max Life Material Min MaxDian PrayogoNo ratings yet
- Surplex Auction 3572Document16 pagesSurplex Auction 3572SantoshNo ratings yet
- Reciprocating Pumps BrochureDocument8 pagesReciprocating Pumps BrochureJaikumar ChandranNo ratings yet
- Requestion OrderDocument6 pagesRequestion OrderMedi MarkNo ratings yet
- Product CodeDocument32 pagesProduct CodeHimmat ChoudharyNo ratings yet
- NSE Midcap Select IndexDocument3 pagesNSE Midcap Select IndexHsishsbNo ratings yet
- Pricing and Output Under Pure CompetitionDocument2 pagesPricing and Output Under Pure CompetitionRenalyn MirandaNo ratings yet