You might also like
- ASME B31 3 Acceptance Criteria Tab 341-3-2ADocument2 pagesASME B31 3 Acceptance Criteria Tab 341-3-2Aadel100% (1)
- Manufacture Procedure of The Pressure VesselDocument45 pagesManufacture Procedure of The Pressure VesselmalleshNo ratings yet
- Welding Consumable ReconcilationDocument21 pagesWelding Consumable Reconcilationraju100% (2)
- Chemical KineticsDocument3 pagesChemical KineticsRachel AustriaNo ratings yet
- Tolerances As Per Aws D1.1: Structural Welding CodeDocument34 pagesTolerances As Per Aws D1.1: Structural Welding Codeegy pureNo ratings yet
- Blade GrindingDocument33 pagesBlade GrindingbujarnNo ratings yet
- AWS D1.1 Steel Welding Code Fabrication GuideDocument45 pagesAWS D1.1 Steel Welding Code Fabrication GuidemuraliNo ratings yet
- Joints Edge PreparationDocument4 pagesJoints Edge PreparationIbrahim shaikNo ratings yet
- Blind Flange DesignDocument1 pageBlind Flange DesignSachin5586No ratings yet
- Rectangular Flange 070122Document4 pagesRectangular Flange 070122bytestefNo ratings yet
- DistortionDocument37 pagesDistortionSibaram DasNo ratings yet
- Sumihard 500 (ASM 500)Document2 pagesSumihard 500 (ASM 500)jose wanderleyNo ratings yet
- Part-Uhx (U-Tube) .Document5 pagesPart-Uhx (U-Tube) .AKSHAY BHATKARNo ratings yet
- 8-Welding Distortion & ControlDocument61 pages8-Welding Distortion & ControlRaj Chodankar100% (1)
- RUUKKI Hot-Rolled Steel Sheets, Plates, Coils - Mechanical Cutting PDFDocument8 pagesRUUKKI Hot-Rolled Steel Sheets, Plates, Coils - Mechanical Cutting PDFX800XLNo ratings yet
- Weld Joint Design 03Document70 pagesWeld Joint Design 03Koshala BalasuriyaNo ratings yet
- BoltDocument4 pagesBoltMamaru Nibret DesyalewNo ratings yet
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDocument36 pages5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNo ratings yet
- 002 - Weld - Design - Symbols - 01Document77 pages002 - Weld - Design - Symbols - 01K JeevanNo ratings yet
- Design OfSteel Structures-IDocument50 pagesDesign OfSteel Structures-IBhagyshri SiddheNo ratings yet
- Ultimaker PC Technical Data SheetDocument3 pagesUltimaker PC Technical Data SheetFelipe TeixeiraNo ratings yet
- Tes Tring Cover CalculationDocument7 pagesTes Tring Cover CalculationAhmad FaujiNo ratings yet
- By Abutayeb: F1 1500mm 1500mm 200mm 12# @170C/C 12# @170C/C 50mm 1 12# @170C/C 1500mmDocument22 pagesBy Abutayeb: F1 1500mm 1500mm 200mm 12# @170C/C 12# @170C/C 50mm 1 12# @170C/C 1500mmjohnny0% (1)
- 'TDS ONDULINE TILE (Asia) 2018-03 PDFDocument2 pages'TDS ONDULINE TILE (Asia) 2018-03 PDFIwan SetiawanNo ratings yet
- Piping Work 5Document17 pagesPiping Work 5Sastra WinataNo ratings yet
- Acceptance Criteria For Workmanship of Various ActivitiesDocument11 pagesAcceptance Criteria For Workmanship of Various ActivitiesVenkat MacharlaNo ratings yet
- VITA MillingDocument8 pagesVITA MillingGeorgi AnaNo ratings yet
- Rebar SpecificationsDocument5 pagesRebar SpecificationsJeffrey James AvenidoNo ratings yet
- Rebar Product Guide: Grades, Sizes, Specifications & MoreDocument5 pagesRebar Product Guide: Grades, Sizes, Specifications & MoreJeffrey James AvenidoNo ratings yet
- Bulb Flats Dimensions GuideDocument11 pagesBulb Flats Dimensions GuideMd. Rafique HassanNo ratings yet
- Beam to column connection design analysisDocument2 pagesBeam to column connection design analysisHAZIRACFS SURATNo ratings yet
- Spot Welding Strength CalculationDocument14 pagesSpot Welding Strength CalculationVenkateswaran venkateswaranNo ratings yet
- Blind Flange Thickness Calculation Under 40 CharactersDocument6 pagesBlind Flange Thickness Calculation Under 40 Charactersshazan0% (1)
- James Glulam MLDocument7 pagesJames Glulam MLLéan RouxNo ratings yet
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNo ratings yet
- Training Module PaperDocument10 pagesTraining Module PaperBrix DavidNo ratings yet
- Weld SymbolDocument5 pagesWeld Symbolkayakeras3335No ratings yet
- Structural Connections: Head D Shank D DDocument9 pagesStructural Connections: Head D Shank D DHaftom GebreegziabiherNo ratings yet
- Grinnel Fig 577Document4 pagesGrinnel Fig 577FIRE RL SYSTEMSNo ratings yet
- ستيل ستركشرDocument73 pagesستيل ستركشرAws SamaNo ratings yet
- Spesifikasi Tiang Pju H7000 Single Ornamen: Description Result Unit NODocument1 pageSpesifikasi Tiang Pju H7000 Single Ornamen: Description Result Unit NOArdit LAkone Part IINo ratings yet
- Composites Test Fixtures Climbing Drum Peel Fixtures ASTMD1781Document2 pagesComposites Test Fixtures Climbing Drum Peel Fixtures ASTMD1781RafaelNo ratings yet
- Irjet V4i1053 PDFDocument6 pagesIrjet V4i1053 PDFdynamo ShaikhNo ratings yet
- Bolted ConnectionDocument17 pagesBolted ConnectionRukhsar JoueNo ratings yet
- Ov Ed: Type 1 Masonry Support CalculationDocument12 pagesOv Ed: Type 1 Masonry Support Calculationshare4learnNo ratings yet
- Estimate and Cutting ListDocument8 pagesEstimate and Cutting ListJerome AustriaNo ratings yet
- Limits and FitsDocument17 pagesLimits and FitsasifNo ratings yet
- PNS Rebar Grades and SpecificationsDocument4 pagesPNS Rebar Grades and SpecificationsAnthony AngelesNo ratings yet
- General turning guide - chip thickness, speeds & feedsDocument10 pagesGeneral turning guide - chip thickness, speeds & feedsShanmugam BalasubramaniamNo ratings yet
- Din 43650Document8 pagesDin 43650SuperhypoNo ratings yet
- Coupling Grinnell G110!08!2018Document4 pagesCoupling Grinnell G110!08!2018Claudia YanesNo ratings yet
- 19SE201 - Advanced Steel Design: M. Thiruvannamalai, AP/Civil, MSEC, SivakasiDocument42 pages19SE201 - Advanced Steel Design: M. Thiruvannamalai, AP/Civil, MSEC, SivakasiNagalakshmi SanthakumarNo ratings yet
- Dog Bone ConnectionDocument25 pagesDog Bone ConnectionChinnaraja GandhiNo ratings yet
- Welded Connections GuideDocument13 pagesWelded Connections Guideangelica abanesNo ratings yet
- Fundermax-Max-Exterior-Concealed-FastenersDocument17 pagesFundermax-Max-Exterior-Concealed-Fastenersdilian bikovNo ratings yet
- Jde 10030Document3 pagesJde 10030X800XLNo ratings yet
- TL-Terms and DefinitionDocument55 pagesTL-Terms and Definitionryan310393No ratings yet
- Gaskets - Graphite PDFDocument4 pagesGaskets - Graphite PDFSH1961No ratings yet
- GE180-UK-2RS: Spherical Plain BearingDocument1 pageGE180-UK-2RS: Spherical Plain BearingVõ Quang LânNo ratings yet
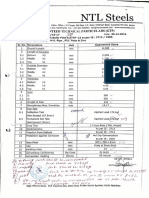
- NTL Steels: Guaranteed Particulars (GTP)Document1 pageNTL Steels: Guaranteed Particulars (GTP)Ishaan LaskarNo ratings yet
- Asis 1 BilgaDocument1 pageAsis 1 BilgaDaniel Imanuel TangkauNo ratings yet
- A Simulation For Optimum Terminal Truck Number Based On Lean and Green PortDocument21 pagesA Simulation For Optimum Terminal Truck Number Based On Lean and Green PortDaniel Imanuel TangkauNo ratings yet
- StabilitasDocument3 pagesStabilitasDaniel Imanuel TangkauNo ratings yet
- Formal Safety Assessment (Fsa) - 15Document10 pagesFormal Safety Assessment (Fsa) - 15Akhmad HidayatNo ratings yet
- Length Between Perpendiculars (LPP)Document37 pagesLength Between Perpendiculars (LPP)Daniel Imanuel TangkauNo ratings yet
- Total Length: 2120 MM (1: 5) Thickness: 5mm: A3 MybmrchucDocument1 pageTotal Length: 2120 MM (1: 5) Thickness: 5mm: A3 MybmrchuctênchỉđểgọiNo ratings yet
- Brochure MoldMakingDocument13 pagesBrochure MoldMakingAlexandreNo ratings yet
- Brochure K-Bond 2021 en CompressedDocument4 pagesBrochure K-Bond 2021 en CompressedembenNo ratings yet
- s543b - Electrozi Basic 7018 Info ENGDocument2 pagess543b - Electrozi Basic 7018 Info ENGVlad AdrianNo ratings yet
- Brochure Laserreinigen P-Laser 2016Document4 pagesBrochure Laserreinigen P-Laser 2016ebastien2No ratings yet
- PM 1Document225 pagesPM 1danielrita570No ratings yet
- Model Specification Price Paper Straw Production SolutionDocument3 pagesModel Specification Price Paper Straw Production SolutionWilliam SalimNo ratings yet
- 05 (Ebm Pam)Document26 pages05 (Ebm Pam)ssNo ratings yet
- What Are The Properties of PolypropyleneDocument2 pagesWhat Are The Properties of PolypropyleneRockstarNo ratings yet
- Making Folding Knives by Harold Hoffman (Action Book Publishers)Document78 pagesMaking Folding Knives by Harold Hoffman (Action Book Publishers)vbamain100% (3)
- Corrosion RingsDocument1 pageCorrosion RingsRichard More LeonNo ratings yet
- Oil Painting and Painting WorksDocument4 pagesOil Painting and Painting WorksdigvijayjagatapNo ratings yet
- 2nd SUMMATIVE TEST IN SCIENCE 8 Q3Document7 pages2nd SUMMATIVE TEST IN SCIENCE 8 Q3Sabnahis Batongbuhay Extension100% (1)
- Super Steel Industry..... 3Document31 pagesSuper Steel Industry..... 3erryNo ratings yet
- E/Aod: According To en 10204Document1 pageE/Aod: According To en 10204agungNo ratings yet
- Final Project Report Nitin Tripathi 1480Document36 pagesFinal Project Report Nitin Tripathi 1480Chandan JaiswalNo ratings yet
- Micromachining Techniques for MiniaturizationDocument6 pagesMicromachining Techniques for MiniaturizationHarish S MNo ratings yet
- Review of ISO Standards for Welding Procedure SpecificationsDocument9 pagesReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNo ratings yet
- Flowfresh CoatingDocument2 pagesFlowfresh CoatingShivam NagarkarNo ratings yet
- Laser Beam Machining Definition Working Process Principle Advantages Disadvantages Application NotesDocument4 pagesLaser Beam Machining Definition Working Process Principle Advantages Disadvantages Application NotesMD Al-AminNo ratings yet
- Ams 2449 - 2004Document12 pagesAms 2449 - 2004Ehab HarbNo ratings yet
- Plates & Angle Technical SubmittalDocument47 pagesPlates & Angle Technical SubmittalErdal CanNo ratings yet
- Drilling Boring CountersinkingDocument514 pagesDrilling Boring CountersinkingThar LayNo ratings yet
- ORAJET 3165 - Technical Data Sheet (EN)Document2 pagesORAJET 3165 - Technical Data Sheet (EN)Dejan PekićNo ratings yet
- GT Section ReportDocument40 pagesGT Section ReportAnesu ChimhowaNo ratings yet
- 2023 Bit Selection Handbook: REVISED 3/1/2023Document60 pages2023 Bit Selection Handbook: REVISED 3/1/2023Butnariu CristianNo ratings yet
- German Work BoxDocument8 pagesGerman Work BoxJuan Ricardo Castaño S100% (3)
- AXSON'S GLOBAL OFFERING OF HIGH-PERFORMANCE POLYMER FORMULATION EXPERTISEDocument12 pagesAXSON'S GLOBAL OFFERING OF HIGH-PERFORMANCE POLYMER FORMULATION EXPERTISEAnonymous XzqXVMjNo ratings yet