You might also like
- WIS5 - Appendix 2Document86 pagesWIS5 - Appendix 2Reza Fakhrizal100% (1)
- Acceptance CriteriaDocument1 pageAcceptance CriteriaRamzi Dol Abdul Wahid50% (2)
- Aceptance Criteria For Visual-2Document2 pagesAceptance Criteria For Visual-2ayuNo ratings yet
- Acceptance Level TWI SampleDocument1 pageAcceptance Level TWI SampleFadhlan D Luffy100% (1)
- 10 Welding Defect (LSNG PRINT)Document45 pages10 Welding Defect (LSNG PRINT)rahmad musliadiNo ratings yet
- 008.rtfi Notes - OkDocument19 pages008.rtfi Notes - OkVivekanandan JNo ratings yet
- 008rtfi Notes Okdoc CompressDocument19 pages008rtfi Notes Okdoc CompressShahid IqbalNo ratings yet
- Q3 Ulas Tle10 Smaw Week3 FinalDocument10 pagesQ3 Ulas Tle10 Smaw Week3 FinalFERNANDO COMEDOY JRNo ratings yet
- Solder Hand Solder Training PDFDocument52 pagesSolder Hand Solder Training PDFftafedeNo ratings yet
- Hand Solder Training PDFDocument52 pagesHand Solder Training PDFFatema ChoudhuryNo ratings yet
- Operating Instructions For Eclipse Refractometer - 2013 - EnglishDocument16 pagesOperating Instructions For Eclipse Refractometer - 2013 - Englisharavindan100% (1)
- Radiographic DefectsDocument20 pagesRadiographic DefectsUsman AhmedNo ratings yet
- C ASingDocument3 pagesC ASingGabriela MotaNo ratings yet
- Acceptance Criteria For CSWIP 3.1Document19 pagesAcceptance Criteria For CSWIP 3.1Muhammed Abo-Fandood100% (5)
- 1.5 Technical Condition Framed PanelsDocument11 pages1.5 Technical Condition Framed PanelsEng. Mahmoud Al shafeyNo ratings yet
- Appendix 1 - Visual Inspection PlateDocument4 pagesAppendix 1 - Visual Inspection PlateLaith Salman100% (1)
- Tee Fillet Inspection ReportDocument7 pagesTee Fillet Inspection ReportKamarul Nizam100% (1)
- Welding DefectDocument14 pagesWelding DefectAfewerk RedaNo ratings yet
- Acceptance Criteria in Welding TableBDocument1 pageAcceptance Criteria in Welding TableBanishk6336No ratings yet
- Welding DefectsDocument122 pagesWelding DefectsqaNo ratings yet
- What Is Stud WeldingDocument4 pagesWhat Is Stud WeldingMithun MuraleedharanNo ratings yet
- Gasless Wire Welding Isa Breeze: by Greg HolsterDocument6 pagesGasless Wire Welding Isa Breeze: by Greg HolsterAda Dev CsabaNo ratings yet
- GR 11 ReportDocument14 pagesGR 11 ReportVanessa HadJeanxNo ratings yet
- Cast Metal RestorationDocument9 pagesCast Metal RestorationELAINE DE OCAMPONo ratings yet
- TIG Welding TipsDocument4 pagesTIG Welding TipsEnrico959No ratings yet
- Module - 6 Date - 15:12:2023Document1 pageModule - 6 Date - 15:12:2023Sushant SalunkheNo ratings yet
- Grade 12: Shielded Metal Arc WeldingDocument10 pagesGrade 12: Shielded Metal Arc WeldingDarry BlanciaNo ratings yet
- Welding Assignment PDFDocument2 pagesWelding Assignment PDFBishal MondalNo ratings yet
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocument8 pagesTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNo ratings yet
- Welding Defect in GTAWDocument19 pagesWelding Defect in GTAWMuhammad Ghiyats100% (1)
- TeroMatec OA 2020Document2 pagesTeroMatec OA 2020EdwinNo ratings yet
- Visual Inspection Acceptance CriteriaDocument2 pagesVisual Inspection Acceptance CriteriaJohn TerryNo ratings yet
- 3 Welding Imperfections (Edited)Document80 pages3 Welding Imperfections (Edited)PraviBeetlesNo ratings yet
- Welding TolerancesDocument3 pagesWelding Tolerancessaeedsaeed31No ratings yet
- Multi Rib Metal Roofing TileDocument1 pageMulti Rib Metal Roofing Tilevadivel415No ratings yet
- Radiographic DefectsDocument20 pagesRadiographic Defectshappysekhon86100% (1)
- Identification of Weld DiscountinuitiesDocument42 pagesIdentification of Weld DiscountinuitiesAhmed shabanNo ratings yet
- Welding FLAWSDocument86 pagesWelding FLAWSrohitbhat2345100% (1)
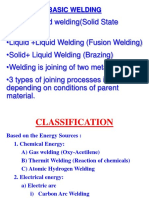
- Basic WeldDocument65 pagesBasic WeldPrudhvi RajNo ratings yet
- Q2-04, Smaw Teacher's Made LMTDocument7 pagesQ2-04, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- AdWelding PresentationDocument107 pagesAdWelding PresentationAdhanom G.No ratings yet
- Lubrication: Is Lubrication Reduce Wear ???Document35 pagesLubrication: Is Lubrication Reduce Wear ???Zahir KhiraNo ratings yet
- Fillet WeldsDocument3 pagesFillet WeldsJohn Barroga100% (1)
- Cable JointDocument2 pagesCable JointfaarigNo ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Chapter 7: Materials of Construction Che 515 Chemical Process Equipment DesignDocument7 pagesChapter 7: Materials of Construction Che 515 Chemical Process Equipment DesignFran LeeNo ratings yet
- LMS 7-1 Ver 2 - Arc WeldingDocument17 pagesLMS 7-1 Ver 2 - Arc Weldingmohamedrhazoui2No ratings yet
- TStud Concertina Leaflet Single PagesDocument12 pagesTStud Concertina Leaflet Single PagesVinicius Geraldini PiantolaNo ratings yet
- TStud Concertina Leaflet Single Pages PDFDocument12 pagesTStud Concertina Leaflet Single Pages PDFVinicius Geraldini PiantolaNo ratings yet
- Acceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Document4 pagesAcceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Lipika Gayen100% (1)
- Printable Fastener ToolsDocument27 pagesPrintable Fastener ToolsȘtefan PogrebanNo ratings yet
- IEA06 - 22 PaperDocument4 pagesIEA06 - 22 Paperjunkuse506No ratings yet
- Wa0006.Document64 pagesWa0006.yashNo ratings yet
- Printable Fastener Tools PDFDocument28 pagesPrintable Fastener Tools PDFAgustin PeraltaNo ratings yet
- 14 JOINING ProcessesDocument17 pages14 JOINING ProcessesAlfred KuwodzaNo ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Tech 6 (Solved)Document7 pagesTech 6 (Solved)Saif Ullah100% (3)
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
- 1 Duties and Responsibilities SectionDocument15 pages1 Duties and Responsibilities SectionPraviBeetlesNo ratings yet
- 5 Non Destructive TestingDocument47 pages5 Non Destructive TestingPraviBeetlesNo ratings yet
- 9 Welding SymbolsDocument41 pages9 Welding SymbolsPraviBeetlesNo ratings yet
- 10 Welding Processes Arc Energy & Heat InputDocument14 pages10 Welding Processes Arc Energy & Heat InputPraviBeetlesNo ratings yet
- 2 Terms and Definitions SectionDocument39 pages2 Terms and Definitions SectionPraviBeetlesNo ratings yet
- 2 Terms and Definitions SectionDocument39 pages2 Terms and Definitions SectionPraviBeetlesNo ratings yet
- 1 Duties and Responsibilities SectionDocument15 pages1 Duties and Responsibilities SectionPraviBeetlesNo ratings yet
- 2 Terms and Definitions SectionDocument39 pages2 Terms and Definitions SectionPraviBeetlesNo ratings yet
- AWS and ASME Welding Filler Metal ClassificationsDocument5 pagesAWS and ASME Welding Filler Metal ClassificationsRichard BennardoNo ratings yet
- 1 Duties and Responsibilities SectionDocument15 pages1 Duties and Responsibilities SectionPraviBeetlesNo ratings yet
- Corrosion Under Insulation (CUI)Document3 pagesCorrosion Under Insulation (CUI)PraviBeetlesNo ratings yet
- Demand in Economics Is The Desire To Possess Something and The Willingness and Ability To Pay A Certain Price in Order To Possess ItDocument32 pagesDemand in Economics Is The Desire To Possess Something and The Willingness and Ability To Pay A Certain Price in Order To Possess ItPraviBeetlesNo ratings yet
- CoiledTubing BrochureDocument10 pagesCoiledTubing BrochurePraviBeetlesNo ratings yet
- CoiledTubing BrochureDocument10 pagesCoiledTubing BrochurePraviBeetlesNo ratings yet
- 06 Estimate For Bhargav Shah R5 - 20200808 - Ibsc - COST REVIEWDocument1 page06 Estimate For Bhargav Shah R5 - 20200808 - Ibsc - COST REVIEWIB SCNo ratings yet
- Additive Manufacturing 2Document12 pagesAdditive Manufacturing 2Gourav SamaNo ratings yet
- Weld Symbols On DrawingsDocument25 pagesWeld Symbols On Drawingshombre.muerto5959100% (2)
- 145Document4 pages145Luminita Ana OprutaNo ratings yet
- HaveliDocument22 pagesHaveliSaeara Saju CNo ratings yet
- 301-301LN Stainless SteelsDocument4 pages301-301LN Stainless SteelsTeka KamNo ratings yet
- Commercial Catalog - Kymik Zincalume TanksDocument6 pagesCommercial Catalog - Kymik Zincalume TanksSaptarshi RoyNo ratings yet
- Tubes Sicam PDFDocument28 pagesTubes Sicam PDFDobrica PetrovicNo ratings yet
- 08 - Underpinning Piles of Segmental Precast ConcreteDocument2 pages08 - Underpinning Piles of Segmental Precast ConcreteaggibudimanNo ratings yet
- Pvi 2020 BrochureDocument6 pagesPvi 2020 Brochureapi-466451281No ratings yet
- PacifiCorp Spec TD041Document16 pagesPacifiCorp Spec TD041alexayala5151No ratings yet
- Kennedy Valve c515 Gate ValveDocument21 pagesKennedy Valve c515 Gate ValveHani SaadeNo ratings yet
- Pressure-Reducing Valves For Steam ServiceDocument8 pagesPressure-Reducing Valves For Steam ServiceDarwin DarmawanNo ratings yet
- Fosroc Nitomortar MH: Solvent Free Epoxy Lining and Benching MortarDocument4 pagesFosroc Nitomortar MH: Solvent Free Epoxy Lining and Benching MortarVincent JavateNo ratings yet
- Preventive CareDocument2 pagesPreventive Careapi-622649284No ratings yet
- Test Certificate Kawalbir SinghDocument1 pageTest Certificate Kawalbir SinghSusrutAdapakaNo ratings yet
- Mapúa University: ANGELES, Marison C. ME-2 ME137L/ A3 2015100221 Group 04Document6 pagesMapúa University: ANGELES, Marison C. ME-2 ME137L/ A3 2015100221 Group 04marisonNo ratings yet
- Triclover Clamp Dimension Table 1Document6 pagesTriclover Clamp Dimension Table 1contactamit_shahNo ratings yet
- Astm A523Document5 pagesAstm A523rgi178No ratings yet
- Kiran - Steel Data SheetDocument57 pagesKiran - Steel Data SheetkirankumargattyNo ratings yet
- Wall CL: Plan Section 3Document1 pageWall CL: Plan Section 3Edison ClementeNo ratings yet
- Reinforced Concrete Council - Tiltup10Document4 pagesReinforced Concrete Council - Tiltup10Gyorgy AdrienneNo ratings yet
- API 526 - Spring Loaded Material TableDocument1 pageAPI 526 - Spring Loaded Material TableGanda SamosirNo ratings yet
- مصطلحات عربي انجليزيDocument23 pagesمصطلحات عربي انجليزيAbdulrahman SaraijiNo ratings yet
- Knife Maintenance and SharpeningDocument44 pagesKnife Maintenance and SharpeningDanie-ElsNo ratings yet
- Civ 1164 HWDocument2 pagesCiv 1164 HWpilsenscribdNo ratings yet
- Barjatya Ji 1185Document3 pagesBarjatya Ji 1185Adinath InfrastructureNo ratings yet
- European Steel and Alloy Grades: X6Crmonb17-1 (1.4526)Document2 pagesEuropean Steel and Alloy Grades: X6Crmonb17-1 (1.4526)farshid KarpasandNo ratings yet
- Rociadores - FT - GFS-100B - GL SeriesDocument2 pagesRociadores - FT - GFS-100B - GL SeriesJimmy FernándezNo ratings yet