You might also like
- Kaynak TeknigiDocument36 pagesKaynak Teknigicengizarda1979No ratings yet
- Isıl İşlem - 2012 Vize Soruları Ve Cevap AnahtarıDocument3 pagesIsıl İşlem - 2012 Vize Soruları Ve Cevap AnahtarıdownloadmonsterNo ratings yet
- PLAZMADocument66 pagesPLAZMAEmin KorkmazNo ratings yet
- Plazma SpreyDocument27 pagesPlazma SpreyMarian Gabriel VasilescuNo ratings yet
- Plazma Ark Kaynağı Plasma Welding: T.C Karabük Üniversitesi Mühendislik Fakültesi Otomotiv MühendisliğiDocument50 pagesPlazma Ark Kaynağı Plasma Welding: T.C Karabük Üniversitesi Mühendislik Fakültesi Otomotiv MühendisliğiMetin AYDINNo ratings yet
- Kaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Document28 pagesKaynak Çeşitleri HTTPTR - Wikipedia.orgwikikaynak - (Imalat)Alpar DalgicNo ratings yet
- Ders Notu - Kaplama Teknikleri PDFDocument8 pagesDers Notu - Kaplama Teknikleri PDFmstfdrmzNo ratings yet
- Şekil 2 Kaynak YonuDocument2 pagesŞekil 2 Kaynak YonuSemih KardaşNo ratings yet
- Adsız 1Document4 pagesAdsız 1vNo ratings yet
- Aluminyum Ve Alasimlarinin Mig KaynagiDocument13 pagesAluminyum Ve Alasimlarinin Mig KaynagiGökhan TaştanNo ratings yet
- Hafta-Konu 1 Elektrokimyasal İşlemeDocument23 pagesHafta-Konu 1 Elektrokimyasal İşlemebjkibo190301No ratings yet
- KaynakDocument19 pagesKaynakmccenkizNo ratings yet
- ATOMiK ABSORBSiYON SPEKTROSKOPiSiDocument6 pagesATOMiK ABSORBSiYON SPEKTROSKOPiSiccarcariasNo ratings yet
- 7.konuatomik Absorpsiyon SpektroskopiDocument41 pages7.konuatomik Absorpsiyon SpektroskopiEren YıldırımNo ratings yet
- DC Glow Deşarj Plazmalari Ve Teknolojide Bazi Uygulamalari: ResearchDocument12 pagesDC Glow Deşarj Plazmalari Ve Teknolojide Bazi Uygulamalari: ResearchmiaryoonNo ratings yet
- Magnezyum Ve Alasimlarinin Kaynak YontemleriDocument14 pagesMagnezyum Ve Alasimlarinin Kaynak YontemleriMustafa Ersin EkremNo ratings yet
- Mi̇g Mag KaynağiDocument60 pagesMi̇g Mag KaynağiErsan ArslanNo ratings yet
- Kaynak Ve Kaynak Tekni̇kleri̇Document45 pagesKaynak Ve Kaynak Tekni̇kleri̇AHMET DURAN CEYHANNo ratings yet
- Kay TekDocument45 pagesKay TekKaan çelikoğluNo ratings yet
- Elektrokimyasal İşleme, Elektrokimyasal Taşlama, Honlama Ve Çapak AlmaDocument19 pagesElektrokimyasal İşleme, Elektrokimyasal Taşlama, Honlama Ve Çapak Almasemir şenlikNo ratings yet
- Elektroslag (Elektrocuruf) KaynagiDocument15 pagesElektroslag (Elektrocuruf) KaynagisinanicikNo ratings yet
- Sert Lehim UygulamalariDocument18 pagesSert Lehim UygulamalariSerkan ÖzpırangaNo ratings yet
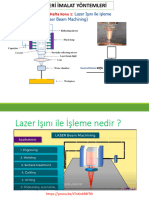
- Hafta Konu1-Lazer Işını Ile İşlemeDocument22 pagesHafta Konu1-Lazer Işını Ile İşlemebjkibo190301No ratings yet
- MIG-MAG Kaynağı Sunumu Cihad BEKTEŞ 2010201511Document47 pagesMIG-MAG Kaynağı Sunumu Cihad BEKTEŞ 2010201511Uğur KaralarNo ratings yet
- Oksi-Gaz KaynağiDocument28 pagesOksi-Gaz KaynağiismailcikatayNo ratings yet
- Metalik CamlarDocument16 pagesMetalik CamlaruygarcaNo ratings yet
- Ark Kaynaği İle Bi̇rleşti̇ri̇len Aisi 316 L Östeni̇ti̇k Paslanmaz Çeli̇k Levhalarin İçyapi Ve Mekani̇k Özelli̇kleri̇n İncelenmesi̇Document26 pagesArk Kaynaği İle Bi̇rleşti̇ri̇len Aisi 316 L Östeni̇ti̇k Paslanmaz Çeli̇k Levhalarin İçyapi Ve Mekani̇k Özelli̇kleri̇n İncelenmesi̇gokselsaracogluNo ratings yet
- REFRAKTER METALLER Ve ALAŞIMLARIDocument31 pagesREFRAKTER METALLER Ve ALAŞIMLARITalip Gökhan AydinNo ratings yet
- Elektrik Ark Kaynağı.Document12 pagesElektrik Ark Kaynağı.Murat CKNo ratings yet
- KarbürlemeDocument7 pagesKarbürlemeOzan PekelNo ratings yet
- Çelik ÜretimiDocument175 pagesÇelik Üretimiekocaeli eeNo ratings yet
- Alasim Elementlerinin Celiklerin Kaynak KabiliyetiDocument9 pagesAlasim Elementlerinin Celiklerin Kaynak KabiliyetiKaan ÖzülüNo ratings yet
- Pota MetalurjisiDocument16 pagesPota MetalurjisicuneytcNo ratings yet
- Lab 4 FöyDocument52 pagesLab 4 FöyPINAR AYDINNo ratings yet
- Malzeme Seciminin Onemi Ve Muhendislik MDocument26 pagesMalzeme Seciminin Onemi Ve Muhendislik M20mustafadumanNo ratings yet
- 22-Kaynak İşlerinde İş Sağlığı Ve GüvenliğiDocument68 pages22-Kaynak İşlerinde İş Sağlığı Ve GüvenliğiXozanNo ratings yet
- Fe-C Denge DiyagramiDocument13 pagesFe-C Denge DiyagramiTürker AstarlioğluNo ratings yet
- Kompozi̇t Malzemeler PDFDocument42 pagesKompozi̇t Malzemeler PDFMustafa Boyrazli100% (1)
- Kombine Analtik Yöntemler (1) (Compatibility Mode)Document34 pagesKombine Analtik Yöntemler (1) (Compatibility Mode)Turgut ŞimşekNo ratings yet
- İleri̇ Teknoloji̇ Serami̇kleri̇Document8 pagesİleri̇ Teknoloji̇ Serami̇kleri̇mehmetozer1905No ratings yet
- TermokuplDocument5 pagesTermokuplOmer KınıkNo ratings yet
- HaftaDocument9 pagesHaftaSabri AlkanNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Gazalti Ark Kaynaği: Kaynak BölgesininDocument35 pagesGazalti Ark Kaynaği: Kaynak BölgesininAyberk AydogumuNo ratings yet
- Kaynak YöntemleriDocument197 pagesKaynak YöntemleriKaan CanNo ratings yet
- Trip ÇelikleriDocument37 pagesTrip ÇelikleriMarian Gabriel Vasilescu100% (1)
- KYM 342 Enstrümental Analiz: Atomik Absorpsiyon Spektroskopisi (Aas)Document22 pagesKYM 342 Enstrümental Analiz: Atomik Absorpsiyon Spektroskopisi (Aas)Ahmet AltunNo ratings yet
- Ark Tipleri MIG-MAGDocument14 pagesArk Tipleri MIG-MAGyepewi9989No ratings yet
- Eeen 213 Elektri̇k-Elektroni̇k Mühendi̇sli̇ği̇ni̇n Temelleri̇Document407 pagesEeen 213 Elektri̇k-Elektroni̇k Mühendi̇sli̇ği̇ni̇n Temelleri̇CemBaturNo ratings yet
- Mersin Universitesi Dogru Akim Devre AnaliziDocument239 pagesMersin Universitesi Dogru Akim Devre Analizisea.ase112No ratings yet
- Metali̇k Profi̇lleri̇n Haddeleme İşlemi̇Document10 pagesMetali̇k Profi̇lleri̇n Haddeleme İşlemi̇Cihan AskinNo ratings yet
- Bölüm 2-Kaynaklı - BirleşimlerDocument32 pagesBölüm 2-Kaynaklı - Birleşimlersergen serinNo ratings yet
- (Ders Sunusu) Korozyon Ve Katodik Koruma PDFDocument39 pages(Ders Sunusu) Korozyon Ve Katodik Koruma PDFTolga YücelNo ratings yet
- Analitik Kimyada Elektro Analitik YöntemlerDocument4 pagesAnalitik Kimyada Elektro Analitik YöntemlerFatih TonbaktepeNo ratings yet
- Malzeme 2 Part1Document5 pagesMalzeme 2 Part1Ozclk RzNo ratings yet
- Hafta Konu1-Elektomanyetik Şekil VermeDocument16 pagesHafta Konu1-Elektomanyetik Şekil Vermebjkibo190301No ratings yet
- 13.Hafta-Eklemeli İmalat (Addictive Manufacturing)Document34 pages13.Hafta-Eklemeli İmalat (Addictive Manufacturing)bjkibo190301No ratings yet
- 12.hafta Lazer SinterlemeDocument27 pages12.hafta Lazer Sinterlemebjkibo190301No ratings yet
- Hafta Konu1-Lazer Işını Ile İşlemeDocument22 pagesHafta Konu1-Lazer Işını Ile İşlemebjkibo190301No ratings yet