You might also like
- TMK, TMKW and TMK FL Orbital Motors Repair InstructionsDocument36 pagesTMK, TMKW and TMK FL Orbital Motors Repair InstructionsServicio TLMNo ratings yet
- TMVW Orbital Motor Repair InstructionDocument28 pagesTMVW Orbital Motor Repair InstructionServicio TLMNo ratings yet
- SDLG VRT200 Transmission Training Material 10642Document109 pagesSDLG VRT200 Transmission Training Material 10642Sok Bunnarang100% (8)
- Instruction Manual For Cam Shaft Kit: (Exclusive For Bore-Up)Document5 pagesInstruction Manual For Cam Shaft Kit: (Exclusive For Bore-Up)Louis100% (2)
- Maytag Triple Lip and Bearing Kit Installation InstructionsDocument8 pagesMaytag Triple Lip and Bearing Kit Installation InstructionsSamurai Appliance Repair ManNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Gear PumpDocument21 pagesGear PumpMudassir Hussain86% (7)
- Material PropertiesDocument2 pagesMaterial PropertiesSyahri MaryadiNo ratings yet
- Checklist For Modelling ETABSDocument8 pagesChecklist For Modelling ETABSJoseph TuzonNo ratings yet
- Pump Condition Monitoring Through Vibration AnalysisDocument20 pagesPump Condition Monitoring Through Vibration AnalysisIgor Juric100% (3)
- Slide Cam Pulley: Instructions ManualDocument5 pagesSlide Cam Pulley: Instructions Manualhenrysaputra168No ratings yet
- YG Cylinder ManualDocument8 pagesYG Cylinder ManualMr NovaNo ratings yet
- RMD Motor TypesDocument19 pagesRMD Motor TypesMuhammed AyyubNo ratings yet
- 2005 Seadoo Rotax 1503 4 Tech Shop Manual - 26 50Document25 pages2005 Seadoo Rotax 1503 4 Tech Shop Manual - 26 50Oscar Eduardo GomezNo ratings yet
- Weir Minerals Multiflo Electro-Magnetic (Robatic) Clutch Disassembly AND Assembly ProcedureDocument10 pagesWeir Minerals Multiflo Electro-Magnetic (Robatic) Clutch Disassembly AND Assembly ProcedurePutra JawaNo ratings yet
- Instruction Guide Combiflex Crimping ToolDocument2 pagesInstruction Guide Combiflex Crimping ToolAE,110 KV KanjikodeNo ratings yet
- Procedures For Collision RepairDocument10 pagesProcedures For Collision Repairvinhquangbk10No ratings yet
- John Deere 80C Excavator Service Repair Technical Manual (TM1939)Document18 pagesJohn Deere 80C Excavator Service Repair Technical Manual (TM1939)laopaodunNo ratings yet
- CBN Series 2000 Emerson BrowningDocument20 pagesCBN Series 2000 Emerson BrowningLuis Ramón Argüello RealNo ratings yet
- Instruction For Disassembly: Ecblue-External Rotor Motors of Motor Size B (090), D (116) and GDocument10 pagesInstruction For Disassembly: Ecblue-External Rotor Motors of Motor Size B (090), D (116) and GJose MarcamNo ratings yet
- Aic TG0 18029Document24 pagesAic TG0 18029joseNo ratings yet
- 09D-TG AtsgDocument75 pages09D-TG AtsgValdir Gomiero100% (1)
- BC01C1 Loop Seal Blower Specn R00Document5 pagesBC01C1 Loop Seal Blower Specn R00JKKNo ratings yet
- Owner' S Service Manual: Racing KartDocument60 pagesOwner' S Service Manual: Racing KartEdward SpitzerNo ratings yet
- Jockey PumpDocument4 pagesJockey PumpPresidh KpNo ratings yet
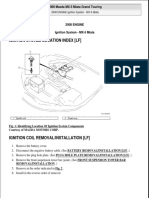
- Ignition System Location Index (LF) : 2008 Mazda MX-5 Miata Grand Touring 2008 Mazda MX-5 Miata Grand TouringDocument8 pagesIgnition System Location Index (LF) : 2008 Mazda MX-5 Miata Grand Touring 2008 Mazda MX-5 Miata Grand Touringdanieldario33No ratings yet
- ROBA-stop ROBA-stop - M: Your Reliable Partner Your Reliable PartnerDocument24 pagesROBA-stop ROBA-stop - M: Your Reliable Partner Your Reliable PartnervictorhugomunozhNo ratings yet
- Honda GX Ignition Coil InspectionDocument1 pageHonda GX Ignition Coil InspectionMarko RepNo ratings yet
- PSA Series EngilshDocument66 pagesPSA Series EngilshTuấn NguyễnNo ratings yet
- User'S Manul: 3Gp Series Steam Boiler Feed PumpDocument25 pagesUser'S Manul: 3Gp Series Steam Boiler Feed PumpEdinsonUribeTorresNo ratings yet
- 08 V6 Ticking 08-017Document3 pages08 V6 Ticking 08-017Tuomas KoskinenNo ratings yet
- Manual For Aux BlowerDocument39 pagesManual For Aux BlowerBarışgün EvrenüzNo ratings yet
- Whirling of ShaftsDocument20 pagesWhirling of ShaftsMihir MandhareNo ratings yet
- ROBA-stop - M: Your Reliable PartnerDocument28 pagesROBA-stop - M: Your Reliable PartneruripssNo ratings yet
- John Deere 450CLC Excavator Service Repair Technical Manual (TM1925)Document14 pagesJohn Deere 450CLC Excavator Service Repair Technical Manual (TM1925)laopaodunNo ratings yet
- Power Steering GearsDocument5 pagesPower Steering GearsDarren ANo ratings yet
- Compresor ReciprocanteDocument72 pagesCompresor ReciprocantePablo Alcayaga Penros100% (2)
- 1 25MWDocument33 pages1 25MWmadivala nagarajaNo ratings yet
- 12 V Engine Starter ManualDocument15 pages12 V Engine Starter ManualramonalbertoguzmanNo ratings yet
- Orbital Motor OML OMM Repair InstructionDocument16 pagesOrbital Motor OML OMM Repair InstructionIanNo ratings yet
- Yanmar 6ey18 Series - Part2 PDFDocument145 pagesYanmar 6ey18 Series - Part2 PDFManh VuNo ratings yet
- Hyponic InstallationDocument7 pagesHyponic InstallationDeMen NguyenNo ratings yet
- MAN ShaftErrosion SL2008-498Document18 pagesMAN ShaftErrosion SL2008-498flipflop12100% (1)
- Sumitomo Cyclo 6000 Quick StartDocument16 pagesSumitomo Cyclo 6000 Quick StartJulver Goyzueta Arce100% (1)
- Mayr K - 891 - v17 - en - 26 - 03 - 2018Document32 pagesMayr K - 891 - v17 - en - 26 - 03 - 2018David ArgentinNo ratings yet
- UM - MVG - SO60976 - Modificaton BucketDocument4 pagesUM - MVG - SO60976 - Modificaton Bucket1989vasu.pNo ratings yet
- Spech PDFDocument3 pagesSpech PDFmahmudiNo ratings yet
- Intermitten No CrankDocument5 pagesIntermitten No CrankIhrul FaumuiNo ratings yet
- Yamaha YZFR6X Service Manual 2008 (235-434)Document200 pagesYamaha YZFR6X Service Manual 2008 (235-434)Harold CruzNo ratings yet
- Service BulletinDocument8 pagesService Bulletinsuperkid667100% (1)
- s5 PDFDocument70 pagess5 PDFSamandar G'ofurovNo ratings yet
- Internal Gears: KHK Products Are Available From Maryland MetricsDocument6 pagesInternal Gears: KHK Products Are Available From Maryland MetricsbtfreekNo ratings yet
- Street Series: CBR-1000RRDocument3 pagesStreet Series: CBR-1000RR김재치No ratings yet
- Breakage of The Tightening Stud of Cyl - CoverDocument5 pagesBreakage of The Tightening Stud of Cyl - Coverstergios meletisNo ratings yet
- K25 8Document17 pagesK25 8mushfiq66No ratings yet
- MPM 861 01 45Document5 pagesMPM 861 01 45Mousa PetrolNo ratings yet
- Dokumen - Tips Dv200 Manual Master1Document45 pagesDokumen - Tips Dv200 Manual Master1Fermín Duarte RodríguezNo ratings yet
- MAN B&W Diesel A/S: Service LetterDocument8 pagesMAN B&W Diesel A/S: Service LetterKaushalKishoreNo ratings yet
- HKS 2JZ CoilDocument19 pagesHKS 2JZ CoilernestoNo ratings yet
- HL 400seriesDocument9 pagesHL 400seriesMuh ImronNo ratings yet
- HTB06 AC Drilling Motor User ManualDocument20 pagesHTB06 AC Drilling Motor User ManualAhmed MagdNo ratings yet
- ISOMAG Bearing IsolatorDocument4 pagesISOMAG Bearing Isolatorrembrandt mostolesNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- CLASSIFICATION of AIR COMPRESSORS An Air Compressor May Be Classified According To PressureDocument2 pagesCLASSIFICATION of AIR COMPRESSORS An Air Compressor May Be Classified According To PressureRohit Kumar Kushwaha0% (1)
- SigmaChipA6 AMIDocument2 pagesSigmaChipA6 AMIjoséNo ratings yet
- WPS-PQR Road MapDocument1 pageWPS-PQR Road MapINSTECH ConsultingNo ratings yet
- Materi - 1 - SpectrosDocument49 pagesMateri - 1 - SpectrosSalwa KamiliaNo ratings yet
- An Overview of The Pipeline Defect Assessment Manual (Pdam)Document13 pagesAn Overview of The Pipeline Defect Assessment Manual (Pdam)Jorge Altamirano100% (1)
- 2-Crystal Structure Practice Problems SolutionsDocument5 pages2-Crystal Structure Practice Problems Solutionsandrescasas850No ratings yet
- Eurocode 2 Design of Concrete Structures General Rules and Rules For Buildings Bridges and Civil Engineering StructuresDocument8 pagesEurocode 2 Design of Concrete Structures General Rules and Rules For Buildings Bridges and Civil Engineering StructuresjobogdanNo ratings yet
- PCI Sandwich Wall Panels SOA Guide Rev (1!11!11)Document62 pagesPCI Sandwich Wall Panels SOA Guide Rev (1!11!11)Nuno FerreiraNo ratings yet
- Boiler Operation Manual QN1 SEC G 04 TP 003Document277 pagesBoiler Operation Manual QN1 SEC G 04 TP 003Bui Vanluong0% (1)
- Automobile EngineeringDocument213 pagesAutomobile EngineeringJag Parvesh DahiyaNo ratings yet
- Welcome: Water Chemistry and Operation of DM PlantDocument126 pagesWelcome: Water Chemistry and Operation of DM PlantahmadrNo ratings yet
- DuplexDocument16 pagesDuplex241295mekanNo ratings yet
- Kailh CPG1511F01S172Document14 pagesKailh CPG1511F01S172xujiaqi730No ratings yet
- Introduction To Spintronics and Spin Quantum Computation: Reviews Giant-Magnetoresistive (GMR) Sandwich StructureDocument3 pagesIntroduction To Spintronics and Spin Quantum Computation: Reviews Giant-Magnetoresistive (GMR) Sandwich StructureajaycasperNo ratings yet
- I NDocument5 pagesI NSyafiq ismailNo ratings yet
- Exercise Questions For Section VIII Div.1Document13 pagesExercise Questions For Section VIII Div.1BeantickNo ratings yet
- Charge and Current 1 QPDocument8 pagesCharge and Current 1 QPPuppy LoveNo ratings yet
- Eenhouse and Icehouse EarthDocument6 pagesEenhouse and Icehouse EarthGonzalo DaccoNo ratings yet
- 4) บจ.การ์เดียน อินดัสทรีย์ ระยองDocument8 pages4) บจ.การ์เดียน อินดัสทรีย์ ระยองsierthinNo ratings yet
- Lectures 1 2Document50 pagesLectures 1 2Abdul AlimNo ratings yet
- Mechanics of Solids (CIE 1051) (Makeup)Document5 pagesMechanics of Solids (CIE 1051) (Makeup)Alok KumarNo ratings yet
- Problems and Remedies For Tablet CoatingDocument7 pagesProblems and Remedies For Tablet CoatingAnowar HossainNo ratings yet
- EOIM&CEnglish 1Document5 pagesEOIM&CEnglish 1Shiv PandeyNo ratings yet
- BEE (Elect.) CT-1 Ques - Bank-1Document1 pageBEE (Elect.) CT-1 Ques - Bank-1chavanlakhan75864No ratings yet
- 1 StressDocument34 pages1 StressJuan DavidNo ratings yet
- Density & Specific Gravity:: Basic Chemistry FormulasDocument2 pagesDensity & Specific Gravity:: Basic Chemistry FormulasBhabi BarrugaNo ratings yet