You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- I Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFDocument821 pagesI Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFluizsavinoNo ratings yet
- I-Et-3010.00-1200-200-P4x-003 - RD - Design, Construction and Assembly of FRPDocument12 pagesI-Et-3010.00-1200-200-P4x-003 - RD - Design, Construction and Assembly of FRPMarcelo GardengkiNo ratings yet
- Technical Specification: 0 OriginalDocument22 pagesTechnical Specification: 0 OriginalGuilherme de BarrosNo ratings yet
- I Et 301000 1200 295 p4x 001 - 0 - PrelimDocument26 pagesI Et 301000 1200 295 p4x 001 - 0 - Prelimஹரிஹரசுதன்No ratings yet
- Srge Piping Specification For Topsides: Technical Specification I-ET-3010.2D-1200-200-P4X-001Document1,357 pagesSrge Piping Specification For Topsides: Technical Specification I-ET-3010.2D-1200-200-P4X-001Rodger SenaNo ratings yet
- I Et 301000 1200 540 p4x 001 - A - Prelim PDFDocument44 pagesI Et 301000 1200 540 p4x 001 - A - Prelim PDFzsx zsxNo ratings yet
- Edac Engineering Limited: Document / Drawing TransmittalDocument1 pageEdac Engineering Limited: Document / Drawing Transmittalsrabani dashNo ratings yet
- I-Et-3010.00-5140-700-P4x-003 - J - Electrical Requirements For Packages For...Document27 pagesI-Et-3010.00-5140-700-P4x-003 - J - Electrical Requirements For Packages For...everton maldonadoNo ratings yet
- Technical Specification I-ET-0000.00-0000-219-P9U-001Document26 pagesTechnical Specification I-ET-0000.00-0000-219-P9U-001mariliaNo ratings yet
- I-Et-3010.00-1200-200-P4x-116 - 0-Requirements For Bolted JointsDocument21 pagesI-Et-3010.00-1200-200-P4x-116 - 0-Requirements For Bolted JointsMarcelo GardengkiNo ratings yet
- I-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportDocument31 pagesI-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportRodger SenaNo ratings yet
- Et 30102e 1200 200 p4x 001a Piping Specification For HullDocument399 pagesEt 30102e 1200 200 p4x 001a Piping Specification For HullRodger SenaNo ratings yet
- Technical Specification For FJCDocument8 pagesTechnical Specification For FJCĐiệnBiênNhâmNo ratings yet
- PIP IndexDocument98 pagesPIP IndexAnonymous zwSP5gvNo ratings yet
- Lazy Wave ModelDocument16 pagesLazy Wave ModelBergson MatiasNo ratings yet
- I Et HYDROCYCLONES PDFDocument17 pagesI Et HYDROCYCLONES PDFWiliam HernandezNo ratings yet
- I-ET-3000.00-1500-610-PEK-003: Technical SpecificationDocument39 pagesI-ET-3000.00-1500-610-PEK-003: Technical SpecificationAung SoeLynn100% (1)
- 028120-SPL-005 Pipeline Installation Rev. CDocument36 pages028120-SPL-005 Pipeline Installation Rev. CRokan Pipeline100% (6)
- Pcse 100 Et K 003 1 Cables de InstrumentacionDocument38 pagesPcse 100 Et K 003 1 Cables de InstrumentacionEliud RodriguezNo ratings yet
- Revision Index Description and / or Revised Sheets: Technical SpecificationDocument34 pagesRevision Index Description and / or Revised Sheets: Technical SpecificationOrlando PWRNo ratings yet
- Sheet 1 of 8: Oleoducto Crudos PesadosDocument8 pagesSheet 1 of 8: Oleoducto Crudos PesadosVictor VillarrealNo ratings yet
- Lex p1 C Eac f01 Ms 008 Rev. B TNBJ SideDocument36 pagesLex p1 C Eac f01 Ms 008 Rev. B TNBJ SideDetoned StonedNo ratings yet
- EI Erection Tender Additional Work Silo, ConvDocument18 pagesEI Erection Tender Additional Work Silo, ConvSaurabh Kumar SinghNo ratings yet
- 15.0200M-Bsiginieers Litarr..Windialim111111 Met Emmeastawsm Instrumentation Cable Duct/Tray Supporting ArrangementDocument2 pages15.0200M-Bsiginieers Litarr..Windialim111111 Met Emmeastawsm Instrumentation Cable Duct/Tray Supporting ArrangementSandip SurNo ratings yet
- N2 - Rev ADocument13 pagesN2 - Rev AChirag ShahNo ratings yet
- I-Et-3010 63-1300-140-TKP-001 - F PDFDocument37 pagesI-Et-3010 63-1300-140-TKP-001 - F PDFOrlando PWRNo ratings yet
- Pmal 400 HD K 115 - 0Document10 pagesPmal 400 HD K 115 - 0Anderson MenezesNo ratings yet
- PMS 111 130 1Document1 pagePMS 111 130 1HaitNo ratings yet
- Diamatre Teava - PEDDocument72 pagesDiamatre Teava - PEDAlin TomozeiNo ratings yet
- 285FPJ 270Document2 pages285FPJ 270dip461No ratings yet
- Description: Mechanical DataDocument2 pagesDescription: Mechanical Datadip461No ratings yet
- Revision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75Document255 pagesRevision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75neivaprojetosNo ratings yet
- Cleaning of Pitot Probe Drain HolesDocument7 pagesCleaning of Pitot Probe Drain HolesSuman BajracharyaNo ratings yet
- M60es44 NX449L Man 001Document24 pagesM60es44 NX449L Man 001Riski KurniawanNo ratings yet
- Pipe SupportDocument8 pagesPipe SupportVignesh GandhirajNo ratings yet
- Pipe SupportDocument8 pagesPipe SupportVignesh GandhirajNo ratings yet
- Telecom Cable Schedule - 23 - 2 - 23Document5 pagesTelecom Cable Schedule - 23 - 2 - 23ਪੰਜਾਬਐਕਟ ਤੀਰਅੰਦਾਜ਼100% (1)
- I RM 3010.2G 5425 947 Kes 001 - 0Document11 pagesI RM 3010.2G 5425 947 Kes 001 - 0Choong K WNo ratings yet
- 028120-SPL-003 Pipeline Material Rev. DDocument36 pages028120-SPL-003 Pipeline Material Rev. DRokan PipelineNo ratings yet
- Piping Construction StandardDocument42 pagesPiping Construction StandardNguyen Anh Tung100% (3)
- Cenpes: Microsoft Word / V. 7.0 / Gtet-Gen14 - DDocument14 pagesCenpes: Microsoft Word / V. 7.0 / Gtet-Gen14 - DAntônio BravoNo ratings yet
- PMS 111 130 6Document1 pagePMS 111 130 6HaitNo ratings yet
- Examination of Welds in Furnace Process CoilsDocument2 pagesExamination of Welds in Furnace Process CoilsswatkoolNo ratings yet
- Class Document Design Pre. MOC Services Rev0 Rev1 Rev2 Design TempDocument35 pagesClass Document Design Pre. MOC Services Rev0 Rev1 Rev2 Design TempHETAL303No ratings yet
- AK2 - RevADocument13 pagesAK2 - RevAChirag ShahNo ratings yet
- Ferrites and Accessories: PQ 40/40 Cores and Coil FormerDocument5 pagesFerrites and Accessories: PQ 40/40 Cores and Coil FormerリズキーNo ratings yet
- PGRAL-100-ET-C-007 - B - PIPING CLASS - A3 - ASME 150lb PDFDocument7 pagesPGRAL-100-ET-C-007 - B - PIPING CLASS - A3 - ASME 150lb PDFcasandraNo ratings yet
- SDTT-De-F4!06!809 - 1 - Stress Analysis Calculation Report ACSDocument45 pagesSDTT-De-F4!06!809 - 1 - Stress Analysis Calculation Report ACSjerrymcflyNo ratings yet
- 1 - HS021112-PH0D3-MD16009 - Rev0 (Add E40-1F-6455)Document43 pages1 - HS021112-PH0D3-MD16009 - Rev0 (Add E40-1F-6455)AARON HERRERANo ratings yet
- Revision Index Description and / or Revised SheetsDocument244 pagesRevision Index Description and / or Revised SheetsneivaprojetosNo ratings yet
- Index of Revisions Description and / or Revised SheetsDocument216 pagesIndex of Revisions Description and / or Revised SheetsOrlando PWRNo ratings yet
- 028120-SPL-001 Shop Fabrication Bend Rev. CDocument12 pages028120-SPL-001 Shop Fabrication Bend Rev. CRokan PipelineNo ratings yet
- ET Subsea Ball ValvesDocument9 pagesET Subsea Ball ValvesAndrew BaileyNo ratings yet
- (Read Only) (6) I-ET-3000.00-1519-291-PAZ-006 - Id150874573Document20 pages(Read Only) (6) I-ET-3000.00-1519-291-PAZ-006 - Id150874573lazaroccsNo ratings yet
- Pioneer 1722Document61 pagesPioneer 1722telkonNo ratings yet
- Material Requisition: I-RM-3A36.05-1519-29B-PZ9-004 Uo-Bs 1 7 Búzios 5 Field Development Búzios 5Document7 pagesMaterial Requisition: I-RM-3A36.05-1519-29B-PZ9-004 Uo-Bs 1 7 Búzios 5 Field Development Búzios 5Guilherme de BarrosNo ratings yet
- M60es44 N449XL TX Man 001Document27 pagesM60es44 N449XL TX Man 001Riski Kurniawan100% (2)
- R2 - RevADocument12 pagesR2 - RevAChirag ShahNo ratings yet
- I-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportDocument31 pagesI-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportRodger SenaNo ratings yet
- BANCADA DE RISER's P-40 1- sENAI CMATEC-MARDocument2 pagesBANCADA DE RISER's P-40 1- sENAI CMATEC-MARRodger SenaNo ratings yet
- I-Et-0000.00-0000-940-P9u-001-Proteção Cotódica ProjetoDocument9 pagesI-Et-0000.00-0000-940-P9u-001-Proteção Cotódica ProjetoRodger SenaNo ratings yet
- Petrobras Rigid Offshore Pipelines: Technical Specification I-ET-0000.00-0000-210-P9U-003Document11 pagesPetrobras Rigid Offshore Pipelines: Technical Specification I-ET-0000.00-0000-210-P9U-003Rodger SenaNo ratings yet
- I-Et-3010.2e-1350-200-P4x-001-Hull Piping PraticeDocument16 pagesI-Et-3010.2e-1350-200-P4x-001-Hull Piping PraticeRodger SenaNo ratings yet
- Et 30102e 1200 200 p4x 001a Piping Specification For HullDocument399 pagesEt 30102e 1200 200 p4x 001a Piping Specification For HullRodger SenaNo ratings yet
- UNG101 - Action Item List - MasterDocument129 pagesUNG101 - Action Item List - MasterRodger SenaNo ratings yet
- Presentation - NaCN Facility FEED (60% Review) - Nov-10-2022 - Rev00Document15 pagesPresentation - NaCN Facility FEED (60% Review) - Nov-10-2022 - Rev00Rodger SenaNo ratings yet
- Mmt-Gro-11-Pp-Li-0006 - A (Ems Comments)Document6 pagesMmt-Gro-11-Pp-Li-0006 - A (Ems Comments)Rodger SenaNo ratings yet
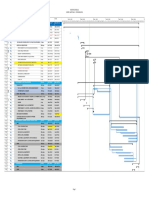
- Master Preliminary Schedule - 11-10-2022Document1 pageMaster Preliminary Schedule - 11-10-2022Rodger SenaNo ratings yet
- Unigel - CCC Draft One-Pager - V4Document1 pageUnigel - CCC Draft One-Pager - V4Rodger SenaNo ratings yet
- Pesos Aprovados 20-11-12Document267 pagesPesos Aprovados 20-11-12Rodger SenaNo ratings yet
- MAX013 - Action Item List - Master Rev1Document4 pagesMAX013 - Action Item List - Master Rev1Rodger SenaNo ratings yet
- MMT Vex 12 PP Li 0003 - 0Document2 pagesMMT Vex 12 PP Li 0003 - 0Rodger SenaNo ratings yet
- Package Final 11-08Document72 pagesPackage Final 11-08Rodger SenaNo ratings yet
- MMT Gro 11 PP Li 0003 - 0Document2 pagesMMT Gro 11 PP Li 0003 - 0Rodger SenaNo ratings yet
- MMT-VEX-12-PP-LI-0006 - 0 - For Review - JT - 11-07-22Document7 pagesMMT-VEX-12-PP-LI-0006 - 0 - For Review - JT - 11-07-22Rodger SenaNo ratings yet
- Raw MaterialsDocument7 pagesRaw MaterialsASHAN HAJINo ratings yet
- Shimadzu Journal For WebDocument38 pagesShimadzu Journal For WebRandy Gibson Oloan SigalinggingNo ratings yet
- Caprylic Capric Triglyceride CCT MsdsDocument5 pagesCaprylic Capric Triglyceride CCT Msdshossam eidaroosNo ratings yet
- Jest Complete Physics SyllabusDocument3 pagesJest Complete Physics SyllabusAbhishek kumarNo ratings yet
- DLPFS2Document3 pagesDLPFS2Jessa LingaolingaoNo ratings yet
- Sulfur Recovery Units (SRU)Document5 pagesSulfur Recovery Units (SRU)Splish SplashNo ratings yet
- Myers Chem 115: ReductionDocument18 pagesMyers Chem 115: ReductionviejayNo ratings yet
- Earth & Life Science Midterm Exam FinalDocument3 pagesEarth & Life Science Midterm Exam FinalMonroe Ortizano100% (5)
- Datasheet - CoronaShield C - 215.55 - EN - GLDocument3 pagesDatasheet - CoronaShield C - 215.55 - EN - GLLECTORNo ratings yet
- Classical PhysicsDocument3 pagesClassical PhysicsJami HasanNo ratings yet
- Statement of Purpose SampleDocument2 pagesStatement of Purpose SamplePouya DarvishNo ratings yet
- Albert Einstein: BiographyDocument2 pagesAlbert Einstein: BiographyPtzNo ratings yet
- CopolymerDocument18 pagesCopolymerAsma Ahmed Al-YamaniNo ratings yet
- Belaria Dual AR 60 DatblDocument2 pagesBelaria Dual AR 60 Datblboumaraf.minergNo ratings yet
- Geo ss1Document1 pageGeo ss1NachyAloysiusNo ratings yet
- Summative Test in Science 6 Q4Document9 pagesSummative Test in Science 6 Q4mc leod leonenNo ratings yet
- Tarea 1Document13 pagesTarea 1Mario GonzalezNo ratings yet
- Safety Data Sheet: 1. IdentificationDocument8 pagesSafety Data Sheet: 1. IdentificationAditya DhuriNo ratings yet
- Rice Straw and Eggshell Ash As Partial ReplacementDocument7 pagesRice Straw and Eggshell Ash As Partial Replacement10 Rainer Jasper S. GASACAONo ratings yet
- Physical Metallurgy of Modern High Strenght Steel Sheets PDFDocument13 pagesPhysical Metallurgy of Modern High Strenght Steel Sheets PDFJose Merced Martinez VazquezNo ratings yet
- Science 9 Exemplar-Melc 5Document8 pagesScience 9 Exemplar-Melc 5Thartson Oliveros MagdadaroNo ratings yet
- 5th European Conference On Marine Natural ProductsDocument224 pages5th European Conference On Marine Natural ProductsrlegarNo ratings yet
- Model Test Paper - (X Studying) - Foundation PDFDocument14 pagesModel Test Paper - (X Studying) - Foundation PDFHariharanNo ratings yet
- Castrol Molub-Alloy 777 NG RangeDocument3 pagesCastrol Molub-Alloy 777 NG RangeMaciejNo ratings yet
- GRADES 1 To 12 Daily Lesson LogDocument211 pagesGRADES 1 To 12 Daily Lesson LogMELISSA PANAGANo ratings yet
- 3m High Modulus Low Conductivity Polyurethane Adhesive Sealant 58015 50681 Technical Datasheet en Eu - 0820Document5 pages3m High Modulus Low Conductivity Polyurethane Adhesive Sealant 58015 50681 Technical Datasheet en Eu - 0820victorNo ratings yet
- LAS Science7 Q4 MELC 5 Week-4-5Document12 pagesLAS Science7 Q4 MELC 5 Week-4-5John Rey Manolo BaylosisNo ratings yet
- General-Biology-Q2-Week 5Document13 pagesGeneral-Biology-Q2-Week 5Je-ann AcuNo ratings yet
- P6. Hukum 1 TermodinamikaDocument6 pagesP6. Hukum 1 TermodinamikaAnis AnisaNo ratings yet
- CryoTiger Gas PT-30Document7 pagesCryoTiger Gas PT-30Chacha ScribdNo ratings yet