You might also like
- UNG101 - Action Item List - MasterDocument129 pagesUNG101 - Action Item List - MasterRodger SenaNo ratings yet
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselDocument15 pagesSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshNo ratings yet
- Package Final 11-08Document72 pagesPackage Final 11-08Rodger SenaNo ratings yet
- Physics Homework #10 (SOLUTIONS)Document10 pagesPhysics Homework #10 (SOLUTIONS)nsharma1000No ratings yet
- 8188-MD-FEA-RFQ-001 Rev-0Document24 pages8188-MD-FEA-RFQ-001 Rev-0sridharNo ratings yet
- NPT10111-PE-V-DS-621101-030 - Instrument Datasheet - Level Gauge F & B Rev-00Document6 pagesNPT10111-PE-V-DS-621101-030 - Instrument Datasheet - Level Gauge F & B Rev-00kkumar_717405No ratings yet
- Submersible PumpDocument105 pagesSubmersible PumpRamKS80100% (1)
- Standard and Measurement of Motor VibrationDocument2 pagesStandard and Measurement of Motor VibrationNam Lê HữuNo ratings yet
- Specification For Tank To Tank Transfer Pump (Rev.0) - (P-1501)Document9 pagesSpecification For Tank To Tank Transfer Pump (Rev.0) - (P-1501)Panisa BanimaNo ratings yet
- High Frequency Induction Bending PDFDocument22 pagesHigh Frequency Induction Bending PDFMohd AshrafNo ratings yet
- 12 00 Pi SPC 00022Document12 pages12 00 Pi SPC 00022Erdal CanNo ratings yet
- P7512TS2000P0009 (Purchase Spec) .Document37 pagesP7512TS2000P0009 (Purchase Spec) .Jibin Reji KoshyNo ratings yet
- Steam Turbine Introduction PDFDocument108 pagesSteam Turbine Introduction PDFThái Mai Đình100% (2)
- Corrosion Inhibitor Injection System Data Sheet Surface Facility EPC Services Phase-4 Development ProjectDocument11 pagesCorrosion Inhibitor Injection System Data Sheet Surface Facility EPC Services Phase-4 Development ProjectNesrine MhedhbiNo ratings yet
- NHT-P51-00032 04MDocument937 pagesNHT-P51-00032 04MnmosilvaNo ratings yet
- 992G Wheel Loader: Service Training MalagaDocument14 pages992G Wheel Loader: Service Training MalagaRoussel Florez Zuloaga100% (1)
- Circulating Water Pipes and Fittings - Rev 1Document14 pagesCirculating Water Pipes and Fittings - Rev 1Yurizal firmansyahNo ratings yet
- Pipng Stress Analysis Design Guide: Pagmi Phase I Project PROJECT NO.3235-200Document11 pagesPipng Stress Analysis Design Guide: Pagmi Phase I Project PROJECT NO.3235-200Salma BacharNo ratings yet
- L17B6681 DS311 Machine Card PDFDocument6 pagesL17B6681 DS311 Machine Card PDFeduamaNo ratings yet
- Technical Specification For FJCDocument8 pagesTechnical Specification For FJCĐiệnBiênNhâmNo ratings yet
- VS AgitatorDocument6 pagesVS AgitatorradioqweNo ratings yet
- Duqm Refinery Project EPC Package 2 - Utilities and OffsitesDocument52 pagesDuqm Refinery Project EPC Package 2 - Utilities and OffsitesAsif ChougleNo ratings yet
- Specification For Piping Fabrication and ErectionDocument32 pagesSpecification For Piping Fabrication and Erectiontomas budrysNo ratings yet
- Condensor DetailsDocument241 pagesCondensor Detailsramnadh803181No ratings yet
- 8474l 000 JSD 2210 001 1 Hot Service InsulationDocument53 pages8474l 000 JSD 2210 001 1 Hot Service Insulationlebienthuy100% (1)
- I-Et-3010.00-1200-200-P4x-003 - RD - Design, Construction and Assembly of FRPDocument12 pagesI-Et-3010.00-1200-200-P4x-003 - RD - Design, Construction and Assembly of FRPMarcelo GardengkiNo ratings yet
- 01 d155 IntroductionDocument22 pages01 d155 Introductionghitacrainic100% (3)
- I Et 301000 1200 540 p4x 001 - A - Prelim PDFDocument44 pagesI Et 301000 1200 540 p4x 001 - A - Prelim PDFzsx zsxNo ratings yet
- KU-TWK-00-PI-SPC-0001 - 0 - General Welding Specification - UpdatedDocument13 pagesKU-TWK-00-PI-SPC-0001 - 0 - General Welding Specification - Updatedbmanojkumar16No ratings yet
- S-00-1390-001 Rev 0 (Hot Insulation Specifications For BOP)Document20 pagesS-00-1390-001 Rev 0 (Hot Insulation Specifications For BOP)ajmain100% (1)
- I Et HYDROCYCLONES PDFDocument17 pagesI Et HYDROCYCLONES PDFWiliam HernandezNo ratings yet
- I Et 301000 1200 295 p4x 001 - 0 - PrelimDocument26 pagesI Et 301000 1200 295 p4x 001 - 0 - Prelimஹரிஹரசுதன்No ratings yet
- Technical Specification I-ET-0000.00-0000-219-P9U-001Document26 pagesTechnical Specification I-ET-0000.00-0000-219-P9U-001mariliaNo ratings yet
- RPT-1000483-PL-000-00-00-010 - Rev 1Document65 pagesRPT-1000483-PL-000-00-00-010 - Rev 1process1plecoNo ratings yet
- I RM 3010.2G 5425 947 Kes 001 - 0Document11 pagesI RM 3010.2G 5425 947 Kes 001 - 0Choong K WNo ratings yet
- I-Et-0000.00-0000-940-P9u-001-Proteção Cotódica ProjetoDocument9 pagesI-Et-0000.00-0000-940-P9u-001-Proteção Cotódica ProjetoRodger SenaNo ratings yet
- Specification For Piping Thermal InsulationDocument14 pagesSpecification For Piping Thermal InsulationAgus SupriadiNo ratings yet
- R2B-P2-200-04-Z-PR-00048 - Procedure For Torque in Flange Assembly - Rev. 0 - EngDocument19 pagesR2B-P2-200-04-Z-PR-00048 - Procedure For Torque in Flange Assembly - Rev. 0 - EngSilvestre Paxtian HernandezNo ratings yet
- Tehcnical Spek - Air FilterDocument14 pagesTehcnical Spek - Air Filterpram budiNo ratings yet
- Coating Procedure: For Internal Lining of Steel Pipelines Using Epoxy Praimer PaintDocument12 pagesCoating Procedure: For Internal Lining of Steel Pipelines Using Epoxy Praimer Paintlemuel bacsaNo ratings yet
- DIF-0015-ELC-ES-0002 Cathodic Protection - Rev0Document7 pagesDIF-0015-ELC-ES-0002 Cathodic Protection - Rev0wado11No ratings yet
- Cliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoDocument8 pagesCliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoSonNguyenNo ratings yet
- Srge Piping Specification For Topsides: Technical Specification I-ET-3010.2D-1200-200-P4X-001Document1,357 pagesSrge Piping Specification For Topsides: Technical Specification I-ET-3010.2D-1200-200-P4X-001Rodger SenaNo ratings yet
- Srge Compliance With Nr-13 and Spie Requirements: Technical Specification I-ET-3010.00-1200-970-P4X-013Document25 pagesSrge Compliance With Nr-13 and Spie Requirements: Technical Specification I-ET-3010.00-1200-970-P4X-013Luan OliveiraNo ratings yet
- SPECIFICATION FOR GENERAL ROTARY PD PUMPS (Rev.0) (P-1201 To P-1206, P-1402 To P-1405)Document7 pagesSPECIFICATION FOR GENERAL ROTARY PD PUMPS (Rev.0) (P-1201 To P-1206, P-1402 To P-1405)Panisa BanimaNo ratings yet
- I-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportDocument31 pagesI-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportRodger SenaNo ratings yet
- Tender SampleDocument92 pagesTender SampleRajaramNo ratings yet
- Specific Requirements & Scope of Work For RCC PilingDocument38 pagesSpecific Requirements & Scope of Work For RCC PilingTauqueerAhmadNo ratings yet
- Pipeline Riser Flash Zone CoatingDocument41 pagesPipeline Riser Flash Zone CoatingThe Lai MinhNo ratings yet
- Technical Specification For Air Blower Doc No - Py51327 1525841677Document40 pagesTechnical Specification For Air Blower Doc No - Py51327 1525841677wael72No ratings yet
- JKT02-MTP-FLS-050 Material Approval For HDPE Pipe Sprinkler Line Rev 02 - ReplyDocument19 pagesJKT02-MTP-FLS-050 Material Approval For HDPE Pipe Sprinkler Line Rev 02 - ReplyBagus PrambudiNo ratings yet
- Technical Specification For Welding Piping Shop and Field FabricationDocument28 pagesTechnical Specification For Welding Piping Shop and Field FabricationالGINIRAL FREE FIRENo ratings yet
- Offsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectDocument2 pagesOffsites Engineering Works For The Erbil Refinery 40,000 B/D Expansion ProjectSardar PerdawoodNo ratings yet
- 6684-PIP-G00-EB-0006 - 000 - 02 - Technical Specification For Coating $ WRDocument8 pages6684-PIP-G00-EB-0006 - 000 - 02 - Technical Specification For Coating $ WRMuthu AlaguRajNo ratings yet
- Technical Specification: Microsoft Word / V. 2016 / I-ET-3010.00-1200-200-P4X-001 - CDocument24 pagesTechnical Specification: Microsoft Word / V. 2016 / I-ET-3010.00-1200-200-P4X-001 - CDiorgens AmaralNo ratings yet
- Rewa - Specification For Soil InvestigationDocument54 pagesRewa - Specification For Soil InvestigationRamakrishnaNo ratings yet
- Codes and Standards - 5440-8820-IN-000-0006 - D1Document70 pagesCodes and Standards - 5440-8820-IN-000-0006 - D1serkanNo ratings yet
- R2 - RevADocument12 pagesR2 - RevAChirag ShahNo ratings yet
- NNEG3-30-LAA-SP-M0131 - A Technical Specification For Feed Water Storage and DeaerationDocument18 pagesNNEG3-30-LAA-SP-M0131 - A Technical Specification For Feed Water Storage and Deaerationsatvata.foodsNo ratings yet
- MC20005 WHP WI P 0115 - Stand Pipe Datasheet Work Instruction - RevD1Document7 pagesMC20005 WHP WI P 0115 - Stand Pipe Datasheet Work Instruction - RevD1nguyenmainamNo ratings yet
- Specification For Piping MaterialDocument9 pagesSpecification For Piping MaterialAgus SupriadiNo ratings yet
- Tender 2Document43 pagesTender 2pbhat83No ratings yet
- Duqm Refinery Project EPC Package OneDocument22 pagesDuqm Refinery Project EPC Package OnePrashant KumarNo ratings yet
- Part 1 - Main Spec To Annexure 1 - DG Set Technical Spec - HPCL 1530879310Document25 pagesPart 1 - Main Spec To Annexure 1 - DG Set Technical Spec - HPCL 1530879310how areyouNo ratings yet
- Et 30102e 1200 200 p4x 001a Piping Specification For HullDocument399 pagesEt 30102e 1200 200 p4x 001a Piping Specification For HullRodger SenaNo ratings yet
- KNPC Al-Zour Refinery Project EPC 0059: Specification For External Coating of Line PipesDocument24 pagesKNPC Al-Zour Refinery Project EPC 0059: Specification For External Coating of Line PipesBiswasNo ratings yet
- Index of Revisions Rev. Description And/Or Revised Sheets: ProcedureDocument7 pagesIndex of Revisions Rev. Description And/Or Revised Sheets: ProcedureThiagoNo ratings yet
- Fluidic Components and Equipment 1968–9: Pergamon Electronics Data SeriesFrom EverandFluidic Components and Equipment 1968–9: Pergamon Electronics Data SeriesNo ratings yet
- BANCADA DE RISER's P-40 1- sENAI CMATEC-MARDocument2 pagesBANCADA DE RISER's P-40 1- sENAI CMATEC-MARRodger SenaNo ratings yet
- I-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportDocument31 pagesI-Et-3010.2d-1200-200-P4x-004 - Requeriments For Piping SupportRodger SenaNo ratings yet
- I-Et-0000.00-0000-940-P9u-001-Proteção Cotódica ProjetoDocument9 pagesI-Et-0000.00-0000-940-P9u-001-Proteção Cotódica ProjetoRodger SenaNo ratings yet
- I-ET-3000.00-1500-29B-PAZ-005 - Metallic Tubes and End Fittings For Subsea Umbilical SystemsDocument6 pagesI-ET-3000.00-1500-29B-PAZ-005 - Metallic Tubes and End Fittings For Subsea Umbilical SystemsRodger SenaNo ratings yet
- I-Et-3010.2e-1350-200-P4x-001-Hull Piping PraticeDocument16 pagesI-Et-3010.2e-1350-200-P4x-001-Hull Piping PraticeRodger SenaNo ratings yet
- Et 30102e 1200 200 p4x 001a Piping Specification For HullDocument399 pagesEt 30102e 1200 200 p4x 001a Piping Specification For HullRodger SenaNo ratings yet
- Presentation - NaCN Facility FEED (60% Review) - Nov-10-2022 - Rev00Document15 pagesPresentation - NaCN Facility FEED (60% Review) - Nov-10-2022 - Rev00Rodger SenaNo ratings yet
- Unigel - CCC Draft One-Pager - V4Document1 pageUnigel - CCC Draft One-Pager - V4Rodger SenaNo ratings yet
- Mmt-Gro-11-Pp-Li-0006 - A (Ems Comments)Document6 pagesMmt-Gro-11-Pp-Li-0006 - A (Ems Comments)Rodger SenaNo ratings yet
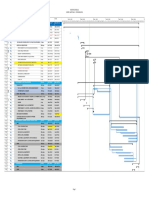
- Master Preliminary Schedule - 11-10-2022Document1 pageMaster Preliminary Schedule - 11-10-2022Rodger SenaNo ratings yet
- MMT Vex 12 PP Li 0003 - 0Document2 pagesMMT Vex 12 PP Li 0003 - 0Rodger SenaNo ratings yet
- MMT-VEX-12-PP-LI-0006 - 0 - For Review - JT - 11-07-22Document7 pagesMMT-VEX-12-PP-LI-0006 - 0 - For Review - JT - 11-07-22Rodger SenaNo ratings yet
- MMT Gro 11 PP Li 0003 - 0Document2 pagesMMT Gro 11 PP Li 0003 - 0Rodger SenaNo ratings yet
- MAX013 - Action Item List - Master Rev1Document4 pagesMAX013 - Action Item List - Master Rev1Rodger SenaNo ratings yet
- Pesos Aprovados 20-11-12Document267 pagesPesos Aprovados 20-11-12Rodger SenaNo ratings yet
- Evaporative Cooling Equations 1589983721 PDFDocument10 pagesEvaporative Cooling Equations 1589983721 PDFAbdulhamit KAYYALINo ratings yet
- Daily Drilling Monitoring Report Bibiyana-18Document2 pagesDaily Drilling Monitoring Report Bibiyana-18shuvo134No ratings yet
- Reductoare MotoareDocument243 pagesReductoare MotoareDragosNo ratings yet
- Hydraulics and Fluid Mechanics Practice Tests - Set 03 - ObjectiveBooksDocument8 pagesHydraulics and Fluid Mechanics Practice Tests - Set 03 - ObjectiveBooksumairNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument6 pages1 Input Data: WWW - Hilti.inAniket InarkarNo ratings yet
- Massey Ferguson MF 3645 TRACTOR Service Parts Catalogue Manual (Part Number 1637213)Document15 pagesMassey Ferguson MF 3645 TRACTOR Service Parts Catalogue Manual (Part Number 1637213)qlb898316No ratings yet
- Bolt Dimensions M8toM100Document4 pagesBolt Dimensions M8toM100Jpl DelmaNo ratings yet
- Multi Position Hot Plate Magnetic Stirrer LMMSDocument3 pagesMulti Position Hot Plate Magnetic Stirrer LMMSlabtrondigitalNo ratings yet
- Problemsheet 2Document6 pagesProblemsheet 2Kush ShahNo ratings yet
- Astm Volume 15 01Document8 pagesAstm Volume 15 01mohamed moradNo ratings yet
- r05412102 Flight Vehicle DesignDocument7 pagesr05412102 Flight Vehicle DesignAshoka VanjareNo ratings yet
- Correas GatesDocument228 pagesCorreas Gatesjbarr58No ratings yet
- Media Lecture Notes S5B1C1Document15 pagesMedia Lecture Notes S5B1C1Mohd AnuarNo ratings yet
- 03-Supercharging and TurbochargersDocument7 pages03-Supercharging and TurbochargersAHMADNo ratings yet
- Chapter 4 PDFDocument20 pagesChapter 4 PDFSiti Arbaiyah AhmadNo ratings yet
- PowerGen Asia 2010 ST-Sets-For-NPP Bernstrauch.Document14 pagesPowerGen Asia 2010 ST-Sets-For-NPP Bernstrauch.Uhrin ImreNo ratings yet
- Brands You Trust.: CRANE® REVO® - Pneumatic Rack and Pinion ActuatorsDocument12 pagesBrands You Trust.: CRANE® REVO® - Pneumatic Rack and Pinion ActuatorsYamil Diaz SantosNo ratings yet
- SOM - SF and BM FormulasDocument5 pagesSOM - SF and BM Formulasshreyas jadhav100% (1)
- TFC Software: Instruction ManualDocument50 pagesTFC Software: Instruction ManualJames ClaytonNo ratings yet
- Flow-Tek Part Number Selection GuideDocument18 pagesFlow-Tek Part Number Selection GuideAmanda50% (2)
- Mechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectDocument41 pagesMechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectEhsan HaratiNo ratings yet
- NRD Series Direct Drive Pump ManualDocument40 pagesNRD Series Direct Drive Pump ManualIwaki AmericaNo ratings yet
- Steam Traps - Impulse Type Working PrincipleDocument3 pagesSteam Traps - Impulse Type Working PrincipleTimmyJuriNo ratings yet