You might also like
- Tardigrade Crochet PatterDocument9 pagesTardigrade Crochet PatterracsopitaNo ratings yet
- Omelianenko I Hands On Neuroevolution With Python PDFDocument359 pagesOmelianenko I Hands On Neuroevolution With Python PDFAleksa Bogdanovic100% (4)
- Anatomy and Physiology 1st Semester BSN General MCQS, Educational Platform-1Document9 pagesAnatomy and Physiology 1st Semester BSN General MCQS, Educational Platform-1Prince Masroor Ali Abro0% (1)
- 2006-13 - Tectilon - Erionyl - Lanaset - PolarDocument68 pages2006-13 - Tectilon - Erionyl - Lanaset - Polarxtrayang100% (3)
- Slaughtered Animals: Water MediumDocument51 pagesSlaughtered Animals: Water MediumSimon abebawNo ratings yet
- Re TanningDocument5 pagesRe TanningShajnin JahanNo ratings yet
- Different Types of LeatherDocument9 pagesDifferent Types of LeatherKriti GoyalNo ratings yet
- Presentation - WPT CLT IVDocument39 pagesPresentation - WPT CLT IVSaidul KarimNo ratings yet
- Dyeing MechanismDocument21 pagesDyeing MechanismIftakharul IslamNo ratings yet
- Dyeing of Blends: Submitted To-Submitted byDocument32 pagesDyeing of Blends: Submitted To-Submitted byMehak Deep67% (3)
- Disperse DyeDocument3 pagesDisperse DyeMD saifu lislamNo ratings yet
- Pretreatment of Bamboo (Regenerated Cellulose - Bamboo Rayon)Document5 pagesPretreatment of Bamboo (Regenerated Cellulose - Bamboo Rayon)Mohammed Atiqul Hoque ChowdhuryNo ratings yet
- Dyeing and Printing of Flax FiberDocument11 pagesDyeing and Printing of Flax FiberAsif Jamal 181-15No ratings yet
- Colour Theory, Dyes & PigmentsDocument33 pagesColour Theory, Dyes & PigmentsAbhinav Verma100% (2)
- Melange: The New Innovation in Textile With Melange: Case StudyDocument8 pagesMelange: The New Innovation in Textile With Melange: Case StudyFalgon IslamNo ratings yet
- 4.1.04 Polyester Cotton DyeingDocument6 pages4.1.04 Polyester Cotton DyeingSachin PratapNo ratings yet
- 3) Theory of DyeingDocument12 pages3) Theory of DyeingSanaullah MuradNo ratings yet
- Lecture 2-Classification of Leather FinishesDocument26 pagesLecture 2-Classification of Leather FinishesJULKAR NAYEENNo ratings yet
- Textile Wet Processing UNIT-2Document5 pagesTextile Wet Processing UNIT-2Chaarvi SaranyaNo ratings yet
- Dyeing of FabricsDocument8 pagesDyeing of FabricsRoky IdiotNo ratings yet
- DPF 10 PDFDocument26 pagesDPF 10 PDFMd. Sabbir Sabbir HossainNo ratings yet
- Disperse DyeDocument8 pagesDisperse DyeSifat RaihanNo ratings yet
- A. According To How They Are Used in The Dyeing ProcessDocument6 pagesA. According To How They Are Used in The Dyeing ProcessShanice LangamanNo ratings yet
- Assignment: Prepared byDocument7 pagesAssignment: Prepared byShayanNo ratings yet
- Dyeing of Fabrics.: An Investigatory Project For Class-12, ChemistryDocument18 pagesDyeing of Fabrics.: An Investigatory Project For Class-12, ChemistryAnita MohantyNo ratings yet
- Dyeing of Fabrics An Investigatory ProjeDocument14 pagesDyeing of Fabrics An Investigatory ProjeGautaml21No ratings yet
- Dyeing of Polyester With Natural DyesDocument9 pagesDyeing of Polyester With Natural DyesAnne CalyxNo ratings yet
- WPT 2Document141 pagesWPT 2SalimNo ratings yet
- Adobe Scan 02 Jan 2023Document17 pagesAdobe Scan 02 Jan 2023ShrutiNo ratings yet
- Fabric Dyeing MachineDocument8 pagesFabric Dyeing MachineSI ShakilNo ratings yet
- Title: Pre-Treatment of PC Blended FabricsDocument12 pagesTitle: Pre-Treatment of PC Blended FabricsFahad HussainNo ratings yet
- Dyeing of Fabrics.: An Investigatory Project For Class-12, ChemistryDocument20 pagesDyeing of Fabrics.: An Investigatory Project For Class-12, ChemistryKushagra GargNo ratings yet
- Dyeing of Fabrics An Investigatory ProjeDocument13 pagesDyeing of Fabrics An Investigatory ProjeKowshikknarayanan .RNo ratings yet
- Pabna Textile Engineering College: Project Work OnDocument26 pagesPabna Textile Engineering College: Project Work OnBodiuzzaman BodiNo ratings yet
- Polyester DyeingDocument5 pagesPolyester Dyeingimran1200No ratings yet
- Aramid FiberDocument22 pagesAramid FiberAsad Jamil RanaNo ratings yet
- Carpet Brochure 2 POLYAMIDE Single PagesDocument16 pagesCarpet Brochure 2 POLYAMIDE Single PagesNguyễn Huy CườngNo ratings yet
- "Right First Time": A Focus On Reactive DyeingDocument6 pages"Right First Time": A Focus On Reactive DyeingHafeez UR RehmanNo ratings yet
- Wool 482 582 12 T 14 PDFDocument22 pagesWool 482 582 12 T 14 PDFRahman Trading CorporationNo ratings yet
- Course Code:TEX3021 Course Title: Wet Processing Technology-IIDocument20 pagesCourse Code:TEX3021 Course Title: Wet Processing Technology-IINakib Ibna BasharNo ratings yet
- Fsci Assignment ADocument29 pagesFsci Assignment ARaj PrateekNo ratings yet
- Patent LeatherDocument10 pagesPatent LeathervinothjohnnashNo ratings yet
- Chapter 2 RRLDocument13 pagesChapter 2 RRLNoreen Guiyab Tannagan100% (1)
- Dyeing of Fabrics. An Investigatory ProjDocument13 pagesDyeing of Fabrics. An Investigatory Projaditya gollakotaNo ratings yet
- Effect of Dyes On Different Types of FabricsDocument12 pagesEffect of Dyes On Different Types of FabricsArsh WasimNo ratings yet
- RUBBER NewDocument10 pagesRUBBER NewAleem AhmedNo ratings yet
- Textile Assignment-1Document17 pagesTextile Assignment-1MD.MAHABUB ALOM REFAETNo ratings yet
- Leather TanningDocument8 pagesLeather TanningSahar SohailNo ratings yet
- Fibres and DyesDocument7 pagesFibres and Dyesn.anbarasan2No ratings yet
- Ijramt2 5 4Document6 pagesIjramt2 5 4thiri phyo waiNo ratings yet
- How Is Leather MadeDocument3 pagesHow Is Leather MadeKARISHMA RAJNo ratings yet
- Clearing AgentsDocument26 pagesClearing Agentsf.ah.aa38.a1No ratings yet
- Designex PresentationDocument21 pagesDesignex PresentationAlex BostonNo ratings yet
- Caution: Some Mordants Are Poisonous! The Use of Copper, Iron, Tin and Chrome MordantsDocument7 pagesCaution: Some Mordants Are Poisonous! The Use of Copper, Iron, Tin and Chrome Mordantsdevilturn70No ratings yet
- Chemistry & Technology of Fabric Preparation & FinishingDocument49 pagesChemistry & Technology of Fabric Preparation & Finishingpallavi_prajapatiNo ratings yet
- Textile TechnologyDocument5 pagesTextile TechnologyKaye NicolasNo ratings yet
- Che ProjectDocument16 pagesChe ProjectJohn Andrew StephenNo ratings yet
- Size IngredientDocument16 pagesSize IngredientShamima akterNo ratings yet
- Factors Affect Color Fastness of Dyed TextilesDocument3 pagesFactors Affect Color Fastness of Dyed TextilesRezaul Karim Tutul100% (2)
- Dyeing of Fabrics.: An Investigatory Project For Class-12, Chemistry. Tagore Public SchoolDocument12 pagesDyeing of Fabrics.: An Investigatory Project For Class-12, Chemistry. Tagore Public SchoolManish ShuklaNo ratings yet
- Dyeing & PrintingDocument33 pagesDyeing & Printingyuganshu_soni100% (1)
- Presentation On: Dyeing of Cotton With Reactive Dye: Prepared By: Tanvir Ahammed RanaDocument30 pagesPresentation On: Dyeing of Cotton With Reactive Dye: Prepared By: Tanvir Ahammed RanaMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Leather Investigations - The Composition of Some Sole LeathersFrom EverandLeather Investigations - The Composition of Some Sole LeathersNo ratings yet
- PR VegteDocument11 pagesPR VegteÑojib Ëasar ProttoyNo ratings yet
- Syntan &Document10 pagesSyntan &Ñojib Ëasar ProttoyNo ratings yet
- Pde 1.2Document41 pagesPde 1.2Ñojib Ëasar ProttoyNo ratings yet
- Pde 1.1Document35 pagesPde 1.1Ñojib Ëasar ProttoyNo ratings yet
- De - 7.3Document28 pagesDe - 7.3Ñojib Ëasar ProttoyNo ratings yet
- Polymer Class 3Document9 pagesPolymer Class 3Ñojib Ëasar ProttoyNo ratings yet
- Transition Element PropertiesDocument7 pagesTransition Element PropertiesÑojib Ëasar ProttoyNo ratings yet
- Impact of ChromiumDocument2 pagesImpact of ChromiumÑojib Ëasar ProttoyNo ratings yet
- Color of ComplexesDocument9 pagesColor of ComplexesÑojib Ëasar ProttoyNo ratings yet
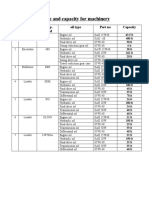
- Oil Type and Capacity For MachineryDocument1 pageOil Type and Capacity For MachineryEyob HaylemariamNo ratings yet
- A CEO On A Tightrope Because of The Owner: DownloadDocument7 pagesA CEO On A Tightrope Because of The Owner: Downloadwissembch81No ratings yet
- New-Era 190825 03 PDFDocument2 pagesNew-Era 190825 03 PDFGNo ratings yet
- The Role of Social Media in Disseminating NewsDocument15 pagesThe Role of Social Media in Disseminating NewsAnirudh Parthasarathy100% (1)
- Artificial IntelligenceDocument13 pagesArtificial IntelligenceJasmina OsivcicNo ratings yet
- ProfeeDocument7 pagesProfeeRose Ann P. LamonteNo ratings yet
- Ac '97 and HD Audio Soundmax Codec Ad1986A: Features Enhanced FeaturesDocument56 pagesAc '97 and HD Audio Soundmax Codec Ad1986A: Features Enhanced FeaturesCIACIACIACIACIACIANo ratings yet
- Written Text As Connected DiscourseDocument28 pagesWritten Text As Connected Discoursejcig15100% (1)
- Introduction To UNIXDocument53 pagesIntroduction To UNIXashadjawaidNo ratings yet
- Conceptual Energy Hewitt-2Document21 pagesConceptual Energy Hewitt-2nosferatu123456No ratings yet
- Lab Sec 250Document21 pagesLab Sec 250greyhattNo ratings yet
- Java Version HistoryDocument9 pagesJava Version HistoryRao RAviNo ratings yet
- DSC Lc100piDocument2 pagesDSC Lc100piWlady Mena100% (1)
- Edith Romero ResumeDocument1 pageEdith Romero Resumeapi-436845940No ratings yet
- Constructional Manual PDFDocument235 pagesConstructional Manual PDFcobbymarkNo ratings yet
- SPE-5130-PA (October, 1974)Document6 pagesSPE-5130-PA (October, 1974)Lulut Fitra FalaNo ratings yet
- Ieee 1344Document36 pagesIeee 1344Jose Antonio EstofaneroNo ratings yet
- Self Assessment Toolkit SHCODocument24 pagesSelf Assessment Toolkit SHCOSaba RahmanNo ratings yet
- Games 2Document136 pagesGames 2bungnabilNo ratings yet
- Bb4 Int Units KEYDocument3 pagesBb4 Int Units KEYGalya Brintnall50% (2)
- Cell InjuryDocument38 pagesCell InjuryMuhammad AsifNo ratings yet
- Solutions To Problems: Smart/Gitman/Joehnk, Fundamentals of Investing, 12/e Chapter 3Document2 pagesSolutions To Problems: Smart/Gitman/Joehnk, Fundamentals of Investing, 12/e Chapter 3Rio Yow-yow Lansang CastroNo ratings yet
- GCS Course Flyer UpdatedDocument8 pagesGCS Course Flyer Updatedજીસીએસ હોસ્પિટલNo ratings yet
- Kaifa Meter Nameplate and LCD Description 20200513Document51 pagesKaifa Meter Nameplate and LCD Description 20200513AmrNo ratings yet
- Telephoning 01: Learning Telephoning: Practice 1 - Useful ExpressionsDocument9 pagesTelephoning 01: Learning Telephoning: Practice 1 - Useful ExpressionsJavier Medrano SánchezNo ratings yet
- Apollo: Laser Systems For Patient Alignment in RTDocument7 pagesApollo: Laser Systems For Patient Alignment in RTPrasetya Adi KusumaNo ratings yet
- Prac Research 1Document17 pagesPrac Research 1Julius QuilapioNo ratings yet