You might also like
- Operação Dos Sistemas 12G, 120G, 130G & 140G MOTOR GRADERS POWER TRAINDocument37 pagesOperação Dos Sistemas 12G, 120G, 130G & 140G MOTOR GRADERS POWER TRAINLeandro SalNo ratings yet
- VT BHR BHQ BHM BHK Bhma BhaDocument24 pagesVT BHR BHQ BHM BHK Bhma BhaMadhu KrishnaNo ratings yet
- TR8000.Operator and Installation Manual Part 2 1790181Document32 pagesTR8000.Operator and Installation Manual Part 2 1790181milen65No ratings yet
- SainSmart Genmitsu CNC Router 3018-User ManualDocument26 pagesSainSmart Genmitsu CNC Router 3018-User ManualFernando MarcanoNo ratings yet
- Hot Wire Manchine - User Manual-ENDocument41 pagesHot Wire Manchine - User Manual-ENZoliNo ratings yet
- Boundary ScanDocument8 pagesBoundary Scanmechbull11No ratings yet
- SmartDate Bracket Manual 10077344 enDocument39 pagesSmartDate Bracket Manual 10077344 enVinícius Freitas CamiloNo ratings yet
- DNM SeriesDocument24 pagesDNM SeriesNirbhayNo ratings yet
- BFK458 Spring-Applied Brake: Setting The StandardDocument36 pagesBFK458 Spring-Applied Brake: Setting The StandardMichael AkhramovichNo ratings yet
- Manual - AR2 Robot Arm AssemblyDocument68 pagesManual - AR2 Robot Arm AssemblyDreyer1416100% (1)
- MYSWEETY CNC Router 3018PRO-User ManualDocument30 pagesMYSWEETY CNC Router 3018PRO-User Manualmacaar ibrahimNo ratings yet
- Genmitsu - 4030XLPROVer MANUALv1.01Document39 pagesGenmitsu - 4030XLPROVer MANUALv1.01abunom48No ratings yet
- Genmitsu - 3018 - PRO - User - Manual - V1.1 - 202009Document39 pagesGenmitsu - 3018 - PRO - User - Manual - V1.1 - 202009Md. Nahid AlamNo ratings yet
- Hypercube 3D Printer Using RatRig Frame KitDocument13 pagesHypercube 3D Printer Using RatRig Frame KitceovcdkqgdheqgauwaNo ratings yet
- Prusa I3 Rework Rev1.5 - Assembly InstructionsDocument80 pagesPrusa I3 Rework Rev1.5 - Assembly InstructionsGabor LisakNo ratings yet
- ArcMATE 120ic M20iADocument24 pagesArcMATE 120ic M20iABrendisNo ratings yet
- Z8S Installation Guide V1Document42 pagesZ8S Installation Guide V1André Luis ComonianGarciaNo ratings yet
- CNC PlotterDocument9 pagesCNC Plotterankurmondal2000No ratings yet
- Manual Impressora 3d p802qsDocument58 pagesManual Impressora 3d p802qspazolaNo ratings yet
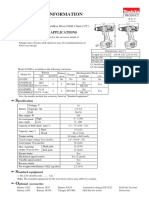
- Echnical Information: Oncept and Main ApplicationsDocument15 pagesEchnical Information: Oncept and Main ApplicationsJózek JózekNo ratings yet
- Serial Number: Date:: Instruction Manual For The Installation and Maintenance of Band Saw Machine ModelDocument38 pagesSerial Number: Date:: Instruction Manual For The Installation and Maintenance of Band Saw Machine ModelAndrei de FigueiredoNo ratings yet
- User Manual: CNC RouterDocument31 pagesUser Manual: CNC RouterPIXIDOUNo ratings yet
- Retrofit Kit For Adapting From 3WE52 CDO To 3WL1: 3WL9 111-0CA10-0AA0 3WL9 111-0CA16-0AA0Document8 pagesRetrofit Kit For Adapting From 3WE52 CDO To 3WL1: 3WL9 111-0CA10-0AA0 3WL9 111-0CA16-0AA0seil iexNo ratings yet
- NEPTUNE 2&2S English User Guide 20211203Document28 pagesNEPTUNE 2&2S English User Guide 20211203marknerocavalloNo ratings yet
- PSA Series EngilshDocument66 pagesPSA Series EngilshTuấn NguyễnNo ratings yet
- User Manual: CNC RouterDocument31 pagesUser Manual: CNC RouterPIXIDOUNo ratings yet
- 3DPrintMill User Manua V2 2021-01-11Document24 pages3DPrintMill User Manua V2 2021-01-11David Morales MarsalNo ratings yet
- Kinetix 5700 Passive Shunt Modules: Installation InstructionsDocument8 pagesKinetix 5700 Passive Shunt Modules: Installation InstructionssenthilNo ratings yet
- KS0198X Keyestudio 4DOF Robot Arm Kit For Arduino DIYDocument249 pagesKS0198X Keyestudio 4DOF Robot Arm Kit For Arduino DIYjoseNo ratings yet
- Assembly & User Guide: By: Henry Arnold Jonathan KDocument84 pagesAssembly & User Guide: By: Henry Arnold Jonathan KJonny MotaNo ratings yet
- Sublime Digital Images, Interactive Simplicity: Motorized Advanced Research MicroscopeDocument2 pagesSublime Digital Images, Interactive Simplicity: Motorized Advanced Research MicroscopeHassanNo ratings yet
- PLATINO 1530 HS Technical Description 1-1-10Document10 pagesPLATINO 1530 HS Technical Description 1-1-10nimrhsNo ratings yet
- TTC450 manual - 英文版Document34 pagesTTC450 manual - 英文版LefialgaNo ratings yet
- Maxmill Fanuc Manual PDFDocument426 pagesMaxmill Fanuc Manual PDFRaul LupuNo ratings yet
- JWX-10 Product Guide: Roland DG CorporationDocument21 pagesJWX-10 Product Guide: Roland DG CorporationSupport BiomedNo ratings yet
- Echnical Information: Oncept and Main ApplicationsDocument6 pagesEchnical Information: Oncept and Main ApplicationsKakoy Lagusan EcobenNo ratings yet
- Log Grapple 90P ManualDocument11 pagesLog Grapple 90P ManualsengoNo ratings yet
- XY-2 PRO Installation InstructionsDocument20 pagesXY-2 PRO Installation InstructionsJohn VlahidisNo ratings yet
- Kenwood KVT 719dvd KVT 729dvd KVT 729dvdy KTV 739dvdDocument114 pagesKenwood KVT 719dvd KVT 729dvd KVT 729dvdy KTV 739dvdΓιωργος50% (2)
- Frenos-InTORQ BFK458 Erhsa2013Document36 pagesFrenos-InTORQ BFK458 Erhsa2013Diego VargasNo ratings yet
- MiniCont - AssInst - en SorotecDocument11 pagesMiniCont - AssInst - en SorotecchevallierludovicNo ratings yet
- Stator Motor Winding Machine: Manufacturing Systems Project Operations ManualDocument13 pagesStator Motor Winding Machine: Manufacturing Systems Project Operations ManualAnonymous ePtBZJB8ePNo ratings yet
- Echnical Information: Oncept and Main ApplicationsDocument7 pagesEchnical Information: Oncept and Main ApplicationsДимитър АтанасовNo ratings yet
- Homework Project 23-24Document24 pagesHomework Project 23-24xdff5png8zNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- Manual Banda v10 Sh-t9100 OmDocument23 pagesManual Banda v10 Sh-t9100 OmLuis David Perez Tamayo100% (1)
- Manual - AR2 Robot Arm Assembly PDFDocument70 pagesManual - AR2 Robot Arm Assembly PDFZall Boed-zilsNo ratings yet
- Converter - ArmadoDocument32 pagesConverter - ArmadoEVER DAVID SAAVEDRA HUAYHUANo ratings yet
- 08 Alpha 160X215Document39 pages08 Alpha 160X215JuanCarlosPRNo ratings yet
- Freno BKF458Document36 pagesFreno BKF458ricardoucvNo ratings yet
- Quotation Scheme Jstomi: Equiptech (PVT.) LTDDocument4 pagesQuotation Scheme Jstomi: Equiptech (PVT.) LTDvasiliy vasilievichNo ratings yet
- Repair Procedure For Damaged Harness Wiring (1408) : Special InstructionDocument19 pagesRepair Procedure For Damaged Harness Wiring (1408) : Special InstructionOscar Rafael Melendez AbantoNo ratings yet
- 315 SJ Rear Axle AssembleDocument25 pages315 SJ Rear Axle Assemblesphiri600No ratings yet
- Accessories: Scan These QR CodesDocument12 pagesAccessories: Scan These QR CodesAnonymous D5QForitcNo ratings yet
- Linx 2100seriesDocument32 pagesLinx 2100seriesvismaraNo ratings yet
- H4091-Mm24-Lathe FinalDocument73 pagesH4091-Mm24-Lathe FinalАндрей РознатовскийNo ratings yet
- D046 D049 Eu V1.31Document119 pagesD046 D049 Eu V1.31andykoglerNo ratings yet
- Assembled By: Jonathan K Instruction ManualDocument44 pagesAssembled By: Jonathan K Instruction ManualmatteoNo ratings yet
- Emco Compact 8 Manual 1Document57 pagesEmco Compact 8 Manual 1piyak51322No ratings yet
- Doosan Lynx 2100 SeriesDocument32 pagesDoosan Lynx 2100 SeriessunhuynhNo ratings yet
- Brother LX2500/SE270D Sewing Machine Instruction ManualDocument166 pagesBrother LX2500/SE270D Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- 6 Ports Antenna Datasheet PDFDocument2 pages6 Ports Antenna Datasheet PDFСергей МирошниченкоNo ratings yet
- 6 Ports Antenna DatasheetDocument2 pages6 Ports Antenna DatasheetСергей МирошниченкоNo ratings yet
- 6 Ports Antenna Datasheet PDFDocument2 pages6 Ports Antenna Datasheet PDFСергей МирошниченкоNo ratings yet
- Maintenance Páginas-509-580Document72 pagesMaintenance Páginas-509-580Alexandra Gabriela Pacheco PrietoNo ratings yet
- Nabertherm Controller ManualDocument56 pagesNabertherm Controller ManualFernanda ContursiNo ratings yet
- HFSR Soft StarterDocument2 pagesHFSR Soft Starterdip461No ratings yet
- Rapid Rig BrochureDocument6 pagesRapid Rig BrochureKKC WP-ILSNo ratings yet
- Nuhas BrochureDocument71 pagesNuhas BrochuremealysrNo ratings yet
- h0283 P25rexDocument1 pageh0283 P25rexStanko CaneNo ratings yet
- ElectronicsDocument9 pagesElectronicsEstephen EdaNo ratings yet
- BOM 10495780 - Grid Box Mosebach MG012HD-MPDocument4 pagesBOM 10495780 - Grid Box Mosebach MG012HD-MPTiagohowpy RamosNo ratings yet
- 4.2 Features of Pic MicrocontrollerDocument7 pages4.2 Features of Pic MicrocontrollerratheeshbrNo ratings yet
- Catalogue DPH-EnG - Scamac PDFDocument4 pagesCatalogue DPH-EnG - Scamac PDFStefano Bozano GandolfiNo ratings yet
- Fasttrace Installation & User Manual: AdproDocument93 pagesFasttrace Installation & User Manual: AdproBrendan RoutenNo ratings yet
- Duplex "Space Saver" Dry Rotary Vane Medical Vacuum Systems 3 Through 7.5 HPDocument2 pagesDuplex "Space Saver" Dry Rotary Vane Medical Vacuum Systems 3 Through 7.5 HPEng.Gihad EladlNo ratings yet
- Model 1000 Digital Level Sensor: DescriptionDocument3 pagesModel 1000 Digital Level Sensor: DescriptionNajam SiddiquiNo ratings yet
- A33 Manual Acople WoochangDocument16 pagesA33 Manual Acople WoochangEduardoNo ratings yet
- Non-Z170 DDR4 4DIMM Condensed Memory QVL Report161222Document3 pagesNon-Z170 DDR4 4DIMM Condensed Memory QVL Report161222Ted Kaczan II (Dj Ted Kaczan)No ratings yet
- Reductor & Gear Manufacturing: Product CatalogueDocument12 pagesReductor & Gear Manufacturing: Product CatalogueYousef AlipourNo ratings yet
- Easyfix Rebar (10D)Document10 pagesEasyfix Rebar (10D)Muhammad SarajevoNo ratings yet
- JuncsDocument12 pagesJuncsblaktigerNo ratings yet
- Piling Rig Plant Pre-Acceptance ChecklisDocument3 pagesPiling Rig Plant Pre-Acceptance Checklisosama F. MohamedNo ratings yet
- 1-3) Convert 777 Calories To Kilowatt-Hours.Document23 pages1-3) Convert 777 Calories To Kilowatt-Hours.Gabriel CardosoNo ratings yet
- Orligno 500: Instruction Manual & Service ManualDocument28 pagesOrligno 500: Instruction Manual & Service ManualAraNo ratings yet
- Applicator: At4103 Lnms Dnms Lfnms DfnmsDocument5 pagesApplicator: At4103 Lnms Dnms Lfnms DfnmsMOH Elmoussi0% (1)
- Beranda 2020 CatalogueDocument46 pagesBeranda 2020 CatalogueMarlina Hany0% (1)
- Fujitsu LifeBook E8420 BIOS GuideDocument30 pagesFujitsu LifeBook E8420 BIOS Guideevakata02No ratings yet
- Second Stage LC Filter DesignDocument3 pagesSecond Stage LC Filter DesignSang Young SoNo ratings yet
- Tanner Lab RecordDocument13 pagesTanner Lab RecordMerlin JamesNo ratings yet