You might also like
- Can-Ulc-S601 StandardDocument10 pagesCan-Ulc-S601 StandardDymac IndiaNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- B 171Document7 pagesB 171manuel flores100% (1)
- Chapter 18-Fundamentals of Metal FormingDocument33 pagesChapter 18-Fundamentals of Metal FormingMuhammad Qasim QureshiNo ratings yet
- Metal FormingDocument80 pagesMetal Formingashok PradhanNo ratings yet
- Short Notes For Engineering MaterialsDocument5 pagesShort Notes For Engineering Materialsrsahu_36No ratings yet
- Metal FormingDocument80 pagesMetal FormingIbrahim Mehkri100% (1)
- Fundamentals of Metal FormingDocument38 pagesFundamentals of Metal FormingAd Man GeTigNo ratings yet
- Chapter 4Document113 pagesChapter 4girma workuNo ratings yet
- Unit IIIDocument167 pagesUnit IIIJG MohanNo ratings yet
- Chapter 18-Fundamentals Metal FormingDocument33 pagesChapter 18-Fundamentals Metal Formingdrbasit93No ratings yet
- Metal Working: Deformation ProcessDocument9 pagesMetal Working: Deformation ProcessMohit NarayanNo ratings yet
- Metal FormingDocument13 pagesMetal Formingabdsu75No ratings yet
- Metal Forming FundamentalsDocument6 pagesMetal Forming FundamentalsRupak KumarNo ratings yet
- Ch. 1Document26 pagesCh. 1mhmdramdan.208200No ratings yet
- Tutorial 3Document18 pagesTutorial 3omar salahNo ratings yet
- AE 510: Aerospace Materials and Processes: Research Project: Cold, Warm and Hot WorkingDocument15 pagesAE 510: Aerospace Materials and Processes: Research Project: Cold, Warm and Hot WorkingerpandianNo ratings yet
- Metal Forming Lect 2Document41 pagesMetal Forming Lect 2e22mecu0009No ratings yet
- Chapter2 Lecture OkDocument39 pagesChapter2 Lecture OkAlaaNo ratings yet
- Course Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDocument21 pagesCourse Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDinesh Killada50% (2)
- 03 CH3 MacJul19 PDFDocument115 pages03 CH3 MacJul19 PDFNabilah MustafaNo ratings yet
- Heat Treatment of SteelDocument35 pagesHeat Treatment of Steelakhilsyam21No ratings yet
- Fundamentals of Metal Forming: RollingDocument26 pagesFundamentals of Metal Forming: RollingamitNo ratings yet
- Cold Working:: Mechanical PropertiesDocument11 pagesCold Working:: Mechanical Propertiesashok PradhanNo ratings yet
- Fundamental of Metal FormingDocument38 pagesFundamental of Metal Formingkuba DefaruNo ratings yet
- Blanking & Piercing (Handout)Document50 pagesBlanking & Piercing (Handout)banana100% (1)
- Creep & Strees Rup 2015Document92 pagesCreep & Strees Rup 2015Rht BrdNo ratings yet
- Heat Treatment2Document18 pagesHeat Treatment2Pandu Pratama YudhaNo ratings yet
- Lecture 7 - Common Manufacturing Processes IIDocument41 pagesLecture 7 - Common Manufacturing Processes IIKamal SurenNo ratings yet
- Metals FormingDocument34 pagesMetals FormingBilisuma SeyoumNo ratings yet
- Metal Forming 1Document36 pagesMetal Forming 1Ilyana Sahira Murizan0% (1)
- Lec1 - Fundamentals of Metal FormingDocument40 pagesLec1 - Fundamentals of Metal Formingthisidisforfun03No ratings yet
- MP Lecture Unit 3 FormingDocument21 pagesMP Lecture Unit 3 Formingaakash sharmaNo ratings yet
- Temp. Effects Metal FormingDocument14 pagesTemp. Effects Metal FormingSatyamKumarNo ratings yet
- Metal Forming TechniquesDocument201 pagesMetal Forming TechniquesIshu PattanayakNo ratings yet
- Ch4 ReviewDocument28 pagesCh4 ReviewAnson ChanNo ratings yet
- RollingDocument12 pagesRollingYousef AltarawnehNo ratings yet
- NDT Material Science and Process TechnologyDocument302 pagesNDT Material Science and Process TechnologyPeterNo ratings yet
- Pertemuan 2 Material Behavior in Metal FormingDocument37 pagesPertemuan 2 Material Behavior in Metal FormingMayonkFound ationNo ratings yet
- 6 Metal FormingDocument302 pages6 Metal FormingBarun BeheraNo ratings yet
- Heat Treatment of Metals: Eng. Ahmed Afeefy Eng. Ibrahim AljaishDocument21 pagesHeat Treatment of Metals: Eng. Ahmed Afeefy Eng. Ibrahim AljaishAd Man GeTigNo ratings yet
- MEM560 Chapter 3 NotesDocument115 pagesMEM560 Chapter 3 NotesIrfanNo ratings yet
- Lecture 12Document30 pagesLecture 12Huraira AbidNo ratings yet
- Effect of Strain RateDocument65 pagesEffect of Strain RateAli M. ElghawailNo ratings yet
- Fundamentals of Metal Forming: RollingDocument26 pagesFundamentals of Metal Forming: RollingAyush BhadauriaNo ratings yet
- Materials ManufacturingDocument48 pagesMaterials ManufacturingAlberto IcazattiNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Metal FormingDocument53 pagesMetal Forming4058AMAN ANANDNo ratings yet
- Unit 6 (Metal Processing)Document33 pagesUnit 6 (Metal Processing)Syfull musicNo ratings yet
- Fundamental of Metal FormingDocument31 pagesFundamental of Metal FormingHusain AliNo ratings yet
- Forging Introduction - DTDocument25 pagesForging Introduction - DTJack TungNo ratings yet
- Class 12Document31 pagesClass 12Ayush BhadauriaNo ratings yet
- 4 - Cold Working Processes of MetalsDocument13 pages4 - Cold Working Processes of MetalsHussein SaeedNo ratings yet
- Topic 3: Metal Forming & Shaping ProcessesDocument115 pagesTopic 3: Metal Forming & Shaping ProcessesA TalkNo ratings yet
- Mse 3107 (1,2)Document77 pagesMse 3107 (1,2)Sheikh Sabbir SarforazNo ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Spot Welding Literature ReviewDocument6 pagesSpot Welding Literature Reviewea8dfysf100% (1)
- BS 1449-1-4 - 1991Document10 pagesBS 1449-1-4 - 1991عمر عمرNo ratings yet
- R999000498 2016 07 EN Kugelrollen 04 10 2016 1 MediaDocument36 pagesR999000498 2016 07 EN Kugelrollen 04 10 2016 1 MediaIonescu VasileNo ratings yet
- Sheet Metal: Navigation SearchDocument10 pagesSheet Metal: Navigation SearchAnonymous rYZyQQot55No ratings yet
- Solid Works Sheet MetalDocument23 pagesSolid Works Sheet MetalSathish KumarNo ratings yet
- Astm D1002 10 2019Document3 pagesAstm D1002 10 2019Rizki FebriansyahNo ratings yet
- General Installation Notes: Bell 407 Rotorcraft Installation, G500H SystemDocument39 pagesGeneral Installation Notes: Bell 407 Rotorcraft Installation, G500H SystemJudhi C ArdyantoNo ratings yet
- Pressure Reducing Valves: With Balanced Seat and Set Point ScaleDocument6 pagesPressure Reducing Valves: With Balanced Seat and Set Point ScaleFlorin AmelianNo ratings yet
- ASTM A656 Grade 50: General Product DescriptionDocument1 pageASTM A656 Grade 50: General Product DescriptionHarsh ChopraNo ratings yet
- Manual VRVN 1-220 AjDocument16 pagesManual VRVN 1-220 AjJuan FiNo ratings yet
- Non Heat Treatable Commercial-Purity Aluminium 1050 A: Chemical Composition Limits (In %) Aluminium 99,5% MinimumDocument1 pageNon Heat Treatable Commercial-Purity Aluminium 1050 A: Chemical Composition Limits (In %) Aluminium 99,5% Minimumprivate 2No ratings yet
- Ch04 Design Calculation of Structures and Fatigue BehaviourDocument20 pagesCh04 Design Calculation of Structures and Fatigue Behaviourmostafa mostafaNo ratings yet
- Dasco HvacDocument35 pagesDasco HvacrafaelNo ratings yet
- C-1767 Standard Specification For Stainless Steel Jacketing For Insulation1e - Insulation CladdingDocument7 pagesC-1767 Standard Specification For Stainless Steel Jacketing For Insulation1e - Insulation CladdingYogalingam ArumugamNo ratings yet
- Steel Standards: ASTM A500-01A ASTM A53 / A53M-01Document1 pageSteel Standards: ASTM A500-01A ASTM A53 / A53M-01Tieu KakaNo ratings yet
- 170 Hardox Hituf Uk Data SheetDocument2 pages170 Hardox Hituf Uk Data SheetTimNo ratings yet
- Plastenici J.F.mckenna - IRSKADocument8 pagesPlastenici J.F.mckenna - IRSKADalibor MudricNo ratings yet
- BTM User Guide Tog L LocDocument20 pagesBTM User Guide Tog L LocXavier CarbajalNo ratings yet
- IFTPS Retort - Processing - Guidelines - 02 - 13 - 14 PDFDocument65 pagesIFTPS Retort - Processing - Guidelines - 02 - 13 - 14 PDFrocanrol2No ratings yet
- Curriculum Guide Creo 2.0Document54 pagesCurriculum Guide Creo 2.0sonu thigle100% (1)
- TDS462-14 (PI6 (5) GY SUMPRO) New StandardDocument6 pagesTDS462-14 (PI6 (5) GY SUMPRO) New Standardprismatama.kreasindoNo ratings yet
- Rolling MillsDocument11 pagesRolling MillsSudhir KumarNo ratings yet
- Boat DesignDocument79 pagesBoat DesignNahiyan Abdullah71% (7)
- Wilson Tool Tapping Tools For TRUMPF MachinesDocument4 pagesWilson Tool Tapping Tools For TRUMPF MachinesSM TECH SRLNo ratings yet
- Exercise 1: Sheet Metal Bracket: Design IntentDocument16 pagesExercise 1: Sheet Metal Bracket: Design IntentChokri AtefNo ratings yet
- Master Document Register List: Client: Contractor: ProjectDocument5 pagesMaster Document Register List: Client: Contractor: ProjectStanislaus NurcahyoNo ratings yet
- BS en 10155-1993Document29 pagesBS en 10155-1993wedbesaNo ratings yet
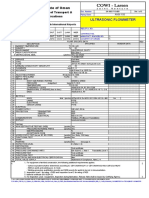
- Sa 980 P 11409 Ultrasonic Flowmeter Rev t02Document3 pagesSa 980 P 11409 Ultrasonic Flowmeter Rev t02altipatlarNo ratings yet