Professional Documents
Culture Documents
36-7500 Part 10
36-7500 Part 10
Uploaded by
SUDIPTA HUIOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
36-7500 Part 10
36-7500 Part 10
Uploaded by
SUDIPTA HUICopyright:
Available Formats
50 690 50
50 690 50 50 690 50 50 690 50
A F G
H
B B B
C C C C
208
208
208
208
D D D D
E E E 50 40 640 40 50
E
820 820 820
820
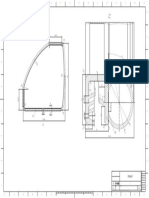
LONG.-GUIDE BEARING ASSEMBLY LGB TRANS.-GUIDE BEARING ASSEMBLY TGB FREE - BEARING ASSEMBLY FB
(SCALE 1:5) (SCALE 1:5) (SCALE 1:5) FREE - BEARING FXB
(SCALE 1:5)
X-SECTIONAL VIEW ACROSS LONGITUDINAL AXIS OF GIRDER (CENTER LINE OF THE GIRDER COINCIDES WITH CENTER LINE OF BEARING SHOWN)
STAINLESS STEEL PLATE 400 3
2+2
90 90
6 MM THICK, WELD 3mm
20 10
790
35
690 358
40
R200
50
5
400
70
ELEVATION
(SCALE 1:7.5)
40
3
10
37 STAINLESS STEEL PLATE 50 62 597 50
STAINLESS STEEL PLATE 25x3x528,
40 40x3x690, WELD 2mm 820
538
528
WELD 2 MM
ELEVATION ELEVATION
(SCALE 1:7.5)
PTFE SHEET 4.5 MM THICK, (SCALE 1:7.5)
DIMPLED OR MODULAR, LEGEND
PASTED IN 2.5 MM DEEP RECESS
SYMBOL
790
50
10 HARDENED SURFACE 300 BHN MINIMUM
5
50 32 40 546 40 32 50
PISTON BASE
DUST SEAL 10x15 ALLROUND
SURFACE HARDENED TO
300 BHN MINIMUM DUST SEAL
538
500 358
VIEW FROM TOP 398
POLY TETERA FLUORO ETHYLENE (PTFE)
(SCALE 1:7.5)
150
49 400 10 HIGH STRENGTH BOLT
VIEW FROM TOP
PISTON WALL
35
10 PART C: BRASS RINGS NUT
R199.50
45
399
FOR RETAINING
ELASTOMER IN POT NOTE:
90
396
4
STAINLESS STEEL PLATE 25x3x528,
(SCALE 1:7.5)
700
500
300
SURFACE HARDENED TO WELD 2 MM 1. All dimensions are in MM.
ELEVATION
KNURLING TOOL OR CHISELLING
300 BHN MINIMUM (NOT TO BE PROVIDED IN FREE BEARING) 32
ROUND WASHER FOR 32 DIA. BOLT
(SCALE 1:7.5) 398 2. The design is in accordance with IRC- 83 (PART-III)-2002.
ISOMETRIC THREAD
DIA.
MIN EMBEDDED LENGTH 330
STAINLESS STEEL PLATE 3. The concrete in bed block shall be of min M40 GRADE.
ELEVATION
SURFACE ROUGHENED BY
6 MM THK, WELD 3 MM (SCALE 1:7.5) 4. Bearings shall be provided before concreting of deck slab is taken up.
ALL ROUND
5
5. Bearings shall be protected during concreting or providing holding down bolts
150
operations. Any mortar or foreign material contaminating the bearing shall be
ELASTOMERIC PAD completely removed.
SURFACE HARDENED TO
300 BHN MINIMUM 6. Manufacture & finishing of bearings shall be as per para 927.2 & 927.3 of IRC 83
Part III
STAINLESS STEEL PLATE 538
3 7. Manufacturing tolerances shall be as per para 927.1 of IRC 83 Part III
33x3x690 WELD 2 mm
5
50
8. Acceptance of bearing shall be as per para 928 of IRC 83 Part III.
VIEW FROM BOTTOM 9. Material to be used for pot, piston and top plate including all guides, lugs etc shall
be of cast steel to IS 1030:1989 grade 340-570W.
PART A: TOP PLATE FOR LONG. GUIDE
(SCALE 1:7.5) ANCHOR BOLT 10. All the flame cut, sawn or planed edges of the plates should be machined. All
358
PISTON
VIEW FROM TOP (SCALE 1:5) sheared corners shall be rounded off with 2 MM radius.
398
398 PART E: POT FOR BEARINGS 11. For welding stainless steel sheet, M1 electrode type with stainless steel core wire as
per IRS: M-28-2012 shall be used.
(SCALE 1:7.5)
3 538 3 12. PTFE sheet shall be pure poly tetra fluoro ethylene, and shall be 4.5 mm thick,
VIEW FROM TOP having either dimples (hot pressed or moulded) or modules as per IRC 83 Part III.
VIEW FROM BOTTOM PART D: ELASTOMER These shall be pasted in recess 2.5 MM deep in the bearing and the peel strength of
glue to be used shall not be less than 4 N/MM.
PART B: PISTON FOR PAD FOR BEARINGS
(SCALE 1:7.5) 13. Material to be used for wiper seal and dust seal shall be of microcellular
FREE/SLIDING BEARINGS polychloroprene rubber or polythene foam & it's adhesion to metal shall be with
polychloroprene rubber based adhesive dunlop S-758, dendrite PC-65 or any other
(SCALE 1:7.5)
790 equivalent brands.
30
690 14. All non-working surfaces shall be given protective coating comprising of 2 coats
of epoxy primer enriched with metallic zinc, one intermediate coat of high build
790 epoxy paint reinforced with mio (micaceous iron oxide) & one coat of high
50 690 50 50 690 50 performance epoxy finish paint as per para 39.2.2 of IRS B1.
50
15. All bearings shall be sent by manufacturer duly set. Marked with center line of
bearing along the girder and across it, along with the shipping mark of the bearing
ELEVATION
78
and fitted with transportation clamps. It is prohibited to open transportation clamps
(SCALE 1:7.5)
520 399 R199.50 before final assembly of the bearing on the girder without the presence of bearing
manufacturer representative.
35
OF BOTTOM LONG. BEAM
SURFACE HARDENED TO
ELEVATION
50
STAINLESS STEEL PLATE 396
40x3x780 WELD 2mm 300 BHN MINIMUM OF SYMMETRY 16. After the girders are properly leveled/ aligned and bearings tied to the girder using
50
(SCALE 1:7.5)
40
ELEVATION
600
LONG. GUIDE BEARING Class 8.8 bolts, transportation clamps shall be opened and all expansion type
FIXED BEARING
(SCALE 1:7.5) BOTTOM LONG. BEAM bearing shall be set properly as per ambient temperature. Thereafter holes in
substructure already provided (shall be drilled at this stage if not already provided),
50
40 32
shall be filled with holding down bolts and quickly grouted.
SURFACE HARDENED
5 TO 300 BHN MINIMUM
173
5 17. Anchor bolts shall be provided in holes (max. dia 40 MM) made in pier top/
150
BOTTOM CROSS BEAM
150
500 pedestals.
18. Anchor bolts and nuts shall be hot dip galvanized 100 micron thick, as per IS:
4759.
12000
DIRECTION OF TRAFFIC
OF BOTTOM LONG. BEAM
300
700
300
700
R. D. S. O.
345
500
546
790
STAINLESS STEEL PLATE
6 MM THICK, WELD 3 MM
38000
ROAD OVER BRIDGE
BOW STRING STEEL GIRDER
150
5 ALL ROUND
150
600
PISTON TRANS. GUIDE BEARING FREE BEARING
173
36m CLEAR SPAN
32 40
ARRANGEMENT OF POT PTFE BEARINGS
50
50
WELD 2 MM ALL ROUND
(SCALE 1:200)
50
50 690 50 50 690 50
3
50 690 50 790 790 DETAILS OF PTFE POT BEARING
790 VIEW FROM BOTTOM VIEW FROM BOTTOM
PART G: TOP PLATE FOR PART H: PISTON FOR FIXED
PROVISIONAL
VIEW FROM BOTTOM
FREE BEARING
PART F: TOP PLATE FOR TRANSVERSE GUIDE
(SCALE 1:7.5)
(SCALE 1:7.5) BEARING
(SCALE 1:7.5) (PAPER SIZE A1) RDSO/B - 10407/9/R
DRAWN BY: M/S Abhinav Associates DESIGNED BY: SCRUTINIZED & CHECKED BY: APPROVED BY:
"THIS DRAWING IS THE PROPERTY OF RESEARCH DESIGN AND STANDARD ORGANIZATION ( MINISTRY
CALCULATION REGISTER NO. DD/2014/8 AutoCAD FILE NO.: B-10407 OF RAILWAY ), LUCKNOW-226011, INDIA, AND SHALL NOT BE USED, COPIED OR REPRODUCED IN PART
CHECKED BY: V.K.PANDEY (SSE) VIVEK KUMAR (XEN/NCR/B&S/RDSO) SRIJAN TRIPATHI (DBS /SB-I) A. K. DADARYA (EDBS) OR WHOLE, WITHOUT PRIOR CONSENT IN WRITING."
You might also like
- Kip 3000 Service ManualDocument722 pagesKip 3000 Service Manualjd miller100% (5)
- Design and Control of Concrete Mixtures P 251-360Document110 pagesDesign and Control of Concrete Mixtures P 251-360Narcisa RudnicNo ratings yet
- Stressed Ribbon BridgeDocument2 pagesStressed Ribbon Bridgeanurag30690% (1)
- M Bow String Girder-10408-9-R PDFDocument1 pageM Bow String Girder-10408-9-R PDFPhanindra MajetiNo ratings yet
- M Bow String Girder-10409-9Document1 pageM Bow String Girder-10409-9prejithNo ratings yet
- 1077mmx1087 5mmx50mmDocument1 page1077mmx1087 5mmx50mmmajidhaghpanahfbcNo ratings yet
- Ie02 Instalaciones ElectricasDocument1 pageIe02 Instalaciones Electricasmarcelo.uculmana.rosasNo ratings yet
- ChederRib PDFDocument1 pageChederRib PDFZaharia NicuNo ratings yet
- For Plot - 2016-Ato Gari Simma 2020 April-ModelDocument1 pageFor Plot - 2016-Ato Gari Simma 2020 April-ModelJaspergroup 15No ratings yet
- Cross Country Line F Layout, Elevation & Bom List A0 - : Cerro Pabellon IiiDocument13 pagesCross Country Line F Layout, Elevation & Bom List A0 - : Cerro Pabellon IiicristianNo ratings yet
- Gre - Eec.d.25.es.p.11090.16.259.01 - SS Alqueria - Mapas-01Document1 pageGre - Eec.d.25.es.p.11090.16.259.01 - SS Alqueria - Mapas-01mapermarNo ratings yet
- Attachement - 1 HV PV Combiner BoxDocument2 pagesAttachement - 1 HV PV Combiner Boxabdulkawi alasharyNo ratings yet
- Standards: ISO 128 TOL: ISO 2768-mk Not For ScalingDocument1 pageStandards: ISO 128 TOL: ISO 2768-mk Not For ScalingmajidhaghpanahfbcNo ratings yet
- Me DW 3000Document1 pageMe DW 3000calidadNo ratings yet
- Chassis TA41-40026ADocument2 pagesChassis TA41-40026ARodrymix SoriaNo ratings yet
- 1077mmx1087 5mmx50mmDocument1 page1077mmx1087 5mmx50mmmajidhaghpanahfbcNo ratings yet
- Innna 1Document1 pageInnna 1Thịnh VănNo ratings yet
- StaaloverzichtDocument1 pageStaaloverzichtKoreji WaNo ratings yet
- SPSO-1568-E1 200 AmpDocument1 pageSPSO-1568-E1 200 Ampwg94rvpdb5No ratings yet
- SPSO-1568-E1 600 AmpDocument1 pageSPSO-1568-E1 600 Ampwg94rvpdb5No ratings yet
- KLINIK DOKTER ANAK MAJENANG Rev 4Document26 pagesKLINIK DOKTER ANAK MAJENANG Rev 4Ilyas MNo ratings yet
- Camilla Covid Updated 2 Bueno Dibujo v1Document1 pageCamilla Covid Updated 2 Bueno Dibujo v1Fernando Axel MaljaNo ratings yet
- Standards: ISO 128 TOL: ISO 2768-mk Not For ScalingDocument1 pageStandards: ISO 128 TOL: ISO 2768-mk Not For ScalingmajidhaghpanahfbcNo ratings yet
- 5100045016-Basic Cradle HC160-HC170 - ADocument2 pages5100045016-Basic Cradle HC160-HC170 - ArolandNo ratings yet
- Arquitectura 01Document1 pageArquitectura 01Darwin SánchezNo ratings yet
- 01 GRP Pipe Plan & Profile ViewDocument1 page01 GRP Pipe Plan & Profile ViewUHPB TeamNo ratings yet
- K354-M-120-MH05-515 - 01 - 01 - Pipe Mod Engine - Circ Module ArrDocument1 pageK354-M-120-MH05-515 - 01 - 01 - Pipe Mod Engine - Circ Module ArrWilber MontenegroNo ratings yet
- PML3 Sys PMR02 ZZ DR A 22120 - R0Document1 pagePML3 Sys PMR02 ZZ DR A 22120 - R0mukund maniNo ratings yet
- Esquema Elétrico t600Document2 pagesEsquema Elétrico t600Codeiro SilvaNo ratings yet
- Layout-Matheu ARAUCARIA PDFDocument1 pageLayout-Matheu ARAUCARIA PDFFmwingenieriasa MarojaNo ratings yet
- Midterm Examination: Ce 322 - Building Systems DesignDocument5 pagesMidterm Examination: Ce 322 - Building Systems DesignJEAN KATHLEEN SORIANONo ratings yet
- B B B B: LeyendaDocument1 pageB B B B: Leyendaruddy denisNo ratings yet
- HPD Single Speed TransmissionDocument1 pageHPD Single Speed TransmissionFatih BahşiNo ratings yet
- Issued For Construction: NotesDocument1 pageIssued For Construction: NotesjebripahlaviNo ratings yet
- 2040-000-1050 WipDocument1 page2040-000-1050 WipMina AlbertNo ratings yet
- Hibike Euphonium - March Sky Blue Dream (1) - EuphoniumDocument1 pageHibike Euphonium - March Sky Blue Dream (1) - EuphoniumBruno CarvalhoNo ratings yet
- 20107-Nh-36-Kdcpl-Mjb-Sup-204-Psc Girder-Sup-04Document1 page20107-Nh-36-Kdcpl-Mjb-Sup-204-Psc Girder-Sup-04Er navneet jassiNo ratings yet
- R1c01-Ilf-Cv-Prm-Con-Dga-1012-General Arrangement of Platform LevelDocument1 pageR1c01-Ilf-Cv-Prm-Con-Dga-1012-General Arrangement of Platform LevelrohitNo ratings yet
- Melodic Minor TrebleDocument1 pageMelodic Minor TreblekennethbaptisteNo ratings yet
- Floor PlanDocument1 pageFloor PlanNusaybah Mohamed ShafeeqNo ratings yet
- DetailsDocument1 pageDetailspravin1112No ratings yet
- Planta Primer Nivel Planta Mezzanine Planta Segundo Nivel Planta Tercer NivelDocument1 pagePlanta Primer Nivel Planta Mezzanine Planta Segundo Nivel Planta Tercer NivelAlex Davila LlanosNo ratings yet
- Ddi-2704-R0-Pky-Rc - Details of 28M Span (6 Lane) - Wing (DS)Document1 pageDdi-2704-R0-Pky-Rc - Details of 28M Span (6 Lane) - Wing (DS)rohitNo ratings yet
- Scci - Udh Baguio Topographic Map - 092321Document1 pageScci - Udh Baguio Topographic Map - 092321Staff05 GMTSNo ratings yet
- 4L BOx Girder Concrete Dimension DRGDocument1 page4L BOx Girder Concrete Dimension DRGarif_rubinNo ratings yet
- 31.25m 4L Concrete Dime DRG - 1Document1 page31.25m 4L Concrete Dime DRG - 1arif_rubinNo ratings yet
- Mswil Path WD Ar-335 Ground Canteen Layout r0Document1 pageMswil Path WD Ar-335 Ground Canteen Layout r0Bharat BaliyanNo ratings yet
- Map CampuspghDocument1 pageMap CampuspghJairo EspitiaNo ratings yet
- Spare Part List 2201690123Document2 pagesSpare Part List 2201690123Ndikumasabo EtienneNo ratings yet
- Chants de Noël 2021-AccordéonDocument9 pagesChants de Noël 2021-Accordéontilan.dossogneNo ratings yet
- ShamrockDocument1 pageShamrockhamparan arthaNo ratings yet
- Elevation of Tower - 1 (Facing West) Part 2 of 3: LegendsDocument1 pageElevation of Tower - 1 (Facing West) Part 2 of 3: LegendsHozien OnofreNo ratings yet
- AER-P01-1100-0001 Rev01Document1 pageAER-P01-1100-0001 Rev01Andi SandraNo ratings yet
- Denah Lantai 16-20Document1 pageDenah Lantai 16-20WA ODE SITTI AISYAH ANo ratings yet
- Second Floor Partial Lighting Plan (Pe2) : KAP4 - Security Planning and Development Agency KAP4 ProjectDocument1 pageSecond Floor Partial Lighting Plan (Pe2) : KAP4 - Security Planning and Development Agency KAP4 ProjectJose JohnNo ratings yet
- Standards: ISO 128 TOL: ISO 2768-mk Not For ScalingDocument1 pageStandards: ISO 128 TOL: ISO 2768-mk Not For ScalingmajidhaghpanahfbcNo ratings yet
- Mswil - Path - WD - Ar-340 - Ground Floor Canteen Preparation Area Details - r0Document1 pageMswil - Path - WD - Ar-340 - Ground Floor Canteen Preparation Area Details - r0Bharat BaliyanNo ratings yet
- Chetan Infratech Consultants Pvt. LTDDocument1 pageChetan Infratech Consultants Pvt. LTDvishal18mNo ratings yet
- d0203 FST Erz Ds 71519 Sheet 7 ScheduleDocument1 paged0203 FST Erz Ds 71519 Sheet 7 ScheduleVignesh WaranNo ratings yet
- HS2 Map West Midlands wm15103Document1 pageHS2 Map West Midlands wm15103HighSpeedRailNo ratings yet
- All of Me-Trombone - 3Document1 pageAll of Me-Trombone - 3uriupsNo ratings yet
- Manthan: Himanshu Sharma Manjul MathurDocument5 pagesManthan: Himanshu Sharma Manjul MathurSUDIPTA HUINo ratings yet
- PCE-29261 - HQ (3) /1-D: Ashutosh SoniDocument9 pagesPCE-29261 - HQ (3) /1-D: Ashutosh SoniSUDIPTA HUINo ratings yet
- 21Document1 page21SUDIPTA HUINo ratings yet
- Manthan: Himanshu SharmaDocument5 pagesManthan: Himanshu SharmaSUDIPTA HUINo ratings yet
- 22Document1 page22SUDIPTA HUINo ratings yet
- 25Document1 page25SUDIPTA HUINo ratings yet
- 26Document1 page26SUDIPTA HUINo ratings yet
- 4Document1 page4SUDIPTA HUINo ratings yet
- 8Document1 page8SUDIPTA HUINo ratings yet
- 1Document1 page1SUDIPTA HUINo ratings yet
- 5Document1 page5SUDIPTA HUINo ratings yet
- 8Document1 page8SUDIPTA HUINo ratings yet
- 6Document1 page6SUDIPTA HUINo ratings yet
- 3Document1 page3SUDIPTA HUINo ratings yet
- 9Document1 page9SUDIPTA HUINo ratings yet
- 9Document1 page9SUDIPTA HUINo ratings yet
- 4Document1 page4SUDIPTA HUINo ratings yet
- 3Document1 page3SUDIPTA HUINo ratings yet
- 1Document1 page1SUDIPTA HUINo ratings yet
- 5Document1 page5SUDIPTA HUINo ratings yet
- Letter No.-2772(s) Dt. 03.07.2014Document22 pagesLetter No.-2772(s) Dt. 03.07.2014SUDIPTA HUINo ratings yet
- VigilanceDocument1 pageVigilanceSUDIPTA HUINo ratings yet
- Engg MECHANICS Full Course - 1272768 - 2023 - 07 - 13 - 13 - 4 - 230713 - 135132Document37 pagesEngg MECHANICS Full Course - 1272768 - 2023 - 07 - 13 - 13 - 4 - 230713 - 135132SUDIPTA HUINo ratings yet
- 1Document1 page1SUDIPTA HUINo ratings yet
- Airline /city /airport CodesDocument9 pagesAirline /city /airport CodesJermaine Amargo SadumianoNo ratings yet
- DPP-Chemical Equilibrium - CombinedDocument31 pagesDPP-Chemical Equilibrium - CombinedAtharva WatekarNo ratings yet
- University of Cambridge International Examinations General Certificate of Education Ordinary LevelDocument8 pagesUniversity of Cambridge International Examinations General Certificate of Education Ordinary LevelrajksdNo ratings yet
- Engineering College in HaryanaDocument9 pagesEngineering College in HaryanaUjjawal Mathur100% (1)
- ISO 9000 or TQM: Which Approach To Adopt - A Canadian Case StudyDocument7 pagesISO 9000 or TQM: Which Approach To Adopt - A Canadian Case StudyAdrian SîrbuNo ratings yet
- 3ra Sesion SPT y SPT-T PDFDocument73 pages3ra Sesion SPT y SPT-T PDFSulfure PainchaultNo ratings yet
- Risk Assessment Lifting OperationsDocument5 pagesRisk Assessment Lifting OperationsHưng Hoàng Duy100% (1)
- Using RamdomDocument4 pagesUsing Ramdomvowan44398No ratings yet
- IBR Sec 385 PDFDocument9 pagesIBR Sec 385 PDFgokul_raamNo ratings yet
- Chance Vs HastingsDocument10 pagesChance Vs HastingsNguyễn Thị HườngNo ratings yet
- TCRDocument21 pagesTCRvishal9119No ratings yet
- UPX X.XX OEP FinderDocument2 pagesUPX X.XX OEP FindermankavarNo ratings yet
- 1 1-Simplestress PDFDocument43 pages1 1-Simplestress PDFAsad KhanNo ratings yet
- History MatchDocument78 pagesHistory MatchDucke Cristie Elias Latumeten100% (1)
- Career ObjectiveDocument4 pagesCareer ObjectiveRandy L. TiinNo ratings yet
- 2b. TESDA-OP-CO-01-F14 TOOLSDocument2 pages2b. TESDA-OP-CO-01-F14 TOOLSRommel SelgaNo ratings yet
- Nozzle CatalogDocument202 pagesNozzle CatalogMurat Başak0% (1)
- LANJUTKANDocument79 pagesLANJUTKANPutika ApphaNo ratings yet
- Ultrasonic Sensing - Fundamentals and Its Applications To Nondestructive EvaluationDocument20 pagesUltrasonic Sensing - Fundamentals and Its Applications To Nondestructive Evaluationhacguest8485100% (1)
- Primal ICC 3Document2 pagesPrimal ICC 3hongducxxxNo ratings yet
- General Instruments SpecificationsDocument44 pagesGeneral Instruments Specificationsavinash1109No ratings yet
- Important Linux Commands Working With Shell Lab - 2Document6 pagesImportant Linux Commands Working With Shell Lab - 2Miki YoNo ratings yet
- Advanced Reinforced Concrete Design by Krishna RajuDocument370 pagesAdvanced Reinforced Concrete Design by Krishna RajuZafe Mwoun100% (1)
- LOADMASTER Se7510 Indicator 10052001aDocument32 pagesLOADMASTER Se7510 Indicator 10052001aRoberto Augusto Aristizabal MorenoNo ratings yet
- Specification Inlet Air Heater Volvo EC350DL ExcavatorDocument2 pagesSpecification Inlet Air Heater Volvo EC350DL ExcavatorReymond RoyNo ratings yet
- Eurocode 2 Worked ExamplesDocument52 pagesEurocode 2 Worked ExamplesCatalin Cata100% (4)
- en PDFDocument6 pagesen PDFIonmadalin1000No ratings yet