You might also like
- Ford Ranger 2wd Workshop Manual (L4-153 2.5L SOHC VIN C SFI (1998) ) PDFDocument14,535 pagesFord Ranger 2wd Workshop Manual (L4-153 2.5L SOHC VIN C SFI (1998) ) PDFBayu Nawungkrido100% (3)
- METHOD STATEMENT - PipingDocument12 pagesMETHOD STATEMENT - PipingAnonymous M5rHHKNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- QSK Series MCRS Fuel Systems 12 Jun 12 Rev12-3Document33 pagesQSK Series MCRS Fuel Systems 12 Jun 12 Rev12-3agvassNo ratings yet
- HVAC Duct Work Installation Method StatementDocument3 pagesHVAC Duct Work Installation Method StatementSudath Kularathna100% (1)
- Method Statement For Chilled Water PipesDocument5 pagesMethod Statement For Chilled Water PipesYoYoRamezNo ratings yet
- Cold Water SpecDocument17 pagesCold Water Specmunim87No ratings yet
- Fire Protection Pipes Method StatementDocument16 pagesFire Protection Pipes Method StatementAbdul Hakkim80% (5)
- Prediction Machines The Simple EconomicsDocument5 pagesPrediction Machines The Simple EconomicsReuben MenezesNo ratings yet
- Fire Fighting Piping System Installation Method StatementDocument12 pagesFire Fighting Piping System Installation Method StatementMehmet Durmaz100% (5)
- Method Statement For Installation of Low Voltage CablesDocument7 pagesMethod Statement For Installation of Low Voltage Cablestsraj1071% (7)
- Plumbing MethodologyDocument8 pagesPlumbing MethodologyAjay MedikondaNo ratings yet
- Method of Statement PlumbingDocument13 pagesMethod of Statement PlumbingJesin Abdul Jaleel A100% (1)
- Construction Method Statement For Installation of Chilled Water Piping SystemDocument7 pagesConstruction Method Statement For Installation of Chilled Water Piping Systemamg007No ratings yet
- Installation For Drainage PipingDocument4 pagesInstallation For Drainage Pipingamg007No ratings yet
- Mos (Sprinkler System)Document5 pagesMos (Sprinkler System)Syed Abbad QuadriNo ratings yet
- Installation, Testing & Flushing of Firefighting Piping System MSTDocument10 pagesInstallation, Testing & Flushing of Firefighting Piping System MSTMohamedNo ratings yet
- Method Statement For Chilled Water PipesDocument5 pagesMethod Statement For Chilled Water PipesImteyaz Ahmad33% (3)
- Installation, Testing & Flushing of Firefighting Piping SystemDocument5 pagesInstallation, Testing & Flushing of Firefighting Piping SystemJoy MalakNo ratings yet
- Pex SpecsDocument24 pagesPex SpecsYazan TamimiNo ratings yet
- Method Statement For Installation of Pre Fabricated HVAC DuctsDocument3 pagesMethod Statement For Installation of Pre Fabricated HVAC Ductsamg007No ratings yet
- Boiler Installation and SetupDocument30 pagesBoiler Installation and Setupcakhokhe100% (1)
- Fire Fighting Piping System Installation Method StatementDocument2 pagesFire Fighting Piping System Installation Method StatementDong VanraNo ratings yet
- Method Statement For Prefabrication and Erection PipingDocument10 pagesMethod Statement For Prefabrication and Erection PipingMidhun K ChandraboseNo ratings yet
- Masterplan - EDC16 VehiculeDocument1 pageMasterplan - EDC16 VehiculeAtaa Assaad100% (1)
- Method Statement For InstallationDocument5 pagesMethod Statement For Installationsamsul maarifNo ratings yet
- DuctDocument10 pagesDuctromasokyNo ratings yet
- Installation, Insulation & Testing of Condensate Drain Pipes (UPVC + GI)Document4 pagesInstallation, Insulation & Testing of Condensate Drain Pipes (UPVC + GI)Dong VanraNo ratings yet
- Method Statement For SS & CS - Uaq Independent Water Project - 150 MigdDocument14 pagesMethod Statement For SS & CS - Uaq Independent Water Project - 150 MigdMdubdtNo ratings yet
- M104 IAT Temp Sensor PDFDocument7 pagesM104 IAT Temp Sensor PDFKanishka PrasadNo ratings yet
- Installation, Testing - Flushing of Firefighting SystemDocument7 pagesInstallation, Testing - Flushing of Firefighting SystemWahid Husain100% (1)
- Pel24 - DoosanDocument65 pagesPel24 - DoosanCoordinador - MantenimientosNo ratings yet
- Deepak Patil: Fire Fighting Description and WmsDocument5 pagesDeepak Patil: Fire Fighting Description and WmsDeepak PatilNo ratings yet
- Method Statement For Air Leak For HVAC Duct System (Light Test)Document3 pagesMethod Statement For Air Leak For HVAC Duct System (Light Test)JAY ROD AWITNo ratings yet
- HVAC Duct Work Installation Method StatementDocument4 pagesHVAC Duct Work Installation Method StatementMohamed ElarabiNo ratings yet
- Sistema Eixo Traseiro Volvo n10Document3 pagesSistema Eixo Traseiro Volvo n10vilmar vieiraNo ratings yet
- Work Procedure Pipe SupportDocument10 pagesWork Procedure Pipe Supportmc chesterNo ratings yet
- HVAC Duct Work Installation Method StateDocument3 pagesHVAC Duct Work Installation Method StateAlexander GomezNo ratings yet
- Fire Piping Installation and FlushingDocument7 pagesFire Piping Installation and Flushingsunny_84tNo ratings yet
- Pipe Laying HDPEDocument6 pagesPipe Laying HDPEFun TonNo ratings yet
- Method of Statement For Conduit InstallationDocument15 pagesMethod of Statement For Conduit InstallationMohd MuksinNo ratings yet
- Power Piping LinesDocument9 pagesPower Piping LinesArar gargeNo ratings yet
- Method Statement For SprinklerDocument21 pagesMethod Statement For SprinklerRaj Kamal100% (1)
- Method Statement For Installation of PVC PipesDocument13 pagesMethod Statement For Installation of PVC PipesChathura Dharmasena100% (3)
- Pneumatic Test in Piping IncidentDocument6 pagesPneumatic Test in Piping Incidentnoklit15No ratings yet
- Standard Specification For Fabrication & Erection of PipeDocument22 pagesStandard Specification For Fabrication & Erection of Pipet_solanki2001100% (1)
- Mos (Hvac System)Document6 pagesMos (Hvac System)Syed Abbad QuadriNo ratings yet
- Construction Method Statement For Installation of Chilled Water Piping SystemDocument5 pagesConstruction Method Statement For Installation of Chilled Water Piping SystemDong Vanra100% (1)
- Hvac Duct Work Installation Method StatementDocument3 pagesHvac Duct Work Installation Method StatementSamer Ali0% (1)
- Dokumen - Tips Dv200 Manual Master1Document45 pagesDokumen - Tips Dv200 Manual Master1Fermín Duarte RodríguezNo ratings yet
- Installation, Insulation - Testing of Condensate Drain PipeworkDocument4 pagesInstallation, Insulation - Testing of Condensate Drain PipeworkWahid HusainNo ratings yet
- ABDEL CONSTRUCTION CORP. CHILLED WATER SYSTEM INSTALLATION MethodologyDocument16 pagesABDEL CONSTRUCTION CORP. CHILLED WATER SYSTEM INSTALLATION MethodologyJAY ROD AWITNo ratings yet
- CAAS Technical Spec ACMVDocument152 pagesCAAS Technical Spec ACMVLuzhengyeNo ratings yet
- Interview PrepDocument7 pagesInterview PrephafidhNo ratings yet
- Idoc - Pub - Hvac Duct Work Installation Method StatementDocument3 pagesIdoc - Pub - Hvac Duct Work Installation Method StatementAsharudeen CbNo ratings yet
- HVAC Duct Work Installation Method StateDocument3 pagesHVAC Duct Work Installation Method StateMuhammadYounusNo ratings yet
- MethologyDocument28 pagesMethologysachidanand samalNo ratings yet
- Boiler Installation and SetupDocument5 pagesBoiler Installation and SetupGuillermo LumbrerasNo ratings yet
- GBSP 18Document4 pagesGBSP 18Mohammad Ibna AnwarNo ratings yet
- Hydromechanical - Technical SpecificationsDocument16 pagesHydromechanical - Technical SpecificationsdishkuNo ratings yet
- 10-2010 Basic Mtrls Methods HVAC Design Guide CleanDocument10 pages10-2010 Basic Mtrls Methods HVAC Design Guide CleanzeliteNo ratings yet
- Good Din FIRE FIGHTING SYSTEM DESCRIPTIONDocument4 pagesGood Din FIRE FIGHTING SYSTEM DESCRIPTIONJan LerNo ratings yet
- SOP R-301 Carbon Steel Refrigerant Piping - Rev.1Document3 pagesSOP R-301 Carbon Steel Refrigerant Piping - Rev.1iplaruffNo ratings yet
- Method Statement For Fan Coil UnitsDocument6 pagesMethod Statement For Fan Coil UnitsTawrez KhatibNo ratings yet
- GI - Cu InstallationDocument5 pagesGI - Cu InstallationsubudhiprasannaNo ratings yet
- Waterline NetworkDocument23 pagesWaterline NetworkRobin Oidem CaniedoNo ratings yet
- Sewage Forcemain DesignDocument9 pagesSewage Forcemain DesignMarlon A. MendozaNo ratings yet
- Technical Method Statement Plumbing LDCDocument7 pagesTechnical Method Statement Plumbing LDCcollinsdondihNo ratings yet
- ABDEL CONSTRUCTION CORP. CHILLED WATER SYSTEM INSTALLATION MethodologyDocument16 pagesABDEL CONSTRUCTION CORP. CHILLED WATER SYSTEM INSTALLATION MethodologyJAY ROD AWITNo ratings yet
- 0506 CH 44 ESRules Conduit ChipDocument12 pages0506 CH 44 ESRules Conduit ChipJAY ROD AWITNo ratings yet
- Technical Manual For Standard Air Handling Unit - (FAS02-2016,17A)Document40 pagesTechnical Manual For Standard Air Handling Unit - (FAS02-2016,17A)JAY ROD AWIT100% (1)
- Method Statement For Installation and Inspection of FirefightinDocument6 pagesMethod Statement For Installation and Inspection of FirefightinJAY ROD AWITNo ratings yet
- Hencolin's FfuDocument2 pagesHencolin's FfuJAY ROD AWITNo ratings yet
- Method Statement For Installation of Condensate Ceiling Clean-OutDocument4 pagesMethod Statement For Installation of Condensate Ceiling Clean-OutJAY ROD AWITNo ratings yet
- Sampo Copper PipesDocument20 pagesSampo Copper PipesJAY ROD AWITNo ratings yet
- Daikin VRV Iv SDocument2 pagesDaikin VRV Iv SJAY ROD AWITNo ratings yet
- Belimo Gas Monitors Flyer A4 AP 27mar2023Document4 pagesBelimo Gas Monitors Flyer A4 AP 27mar2023JAY ROD AWITNo ratings yet
- SGC6Document6 pagesSGC6JAY ROD AWITNo ratings yet
- FirePro UL MANUAL Version 1 Rev 6 Nov16 Complete 1Document106 pagesFirePro UL MANUAL Version 1 Rev 6 Nov16 Complete 1JAY ROD AWITNo ratings yet
- Abdel Construction Corporation: HVAC Duct Work Installation Method StatementDocument3 pagesAbdel Construction Corporation: HVAC Duct Work Installation Method StatementJAY ROD AWITNo ratings yet
- Method Statement For DuctworksDocument4 pagesMethod Statement For DuctworksJAY ROD AWITNo ratings yet
- Hydraulic Test - Elevators Installed Prior To October 25 1998 Five Year (Group Ii) in Epv Form 04Document1 pageHydraulic Test - Elevators Installed Prior To October 25 1998 Five Year (Group Ii) in Epv Form 04JAY ROD AWITNo ratings yet
- WPT 36W Aux BrakeDocument12 pagesWPT 36W Aux Brakelucas ronaldo coronel mendozaNo ratings yet
- Exploring The Autotronics Sector With Deva AutotronicsDocument2 pagesExploring The Autotronics Sector With Deva Autotronicssmohan7886No ratings yet
- Textbook Chapter 5Document30 pagesTextbook Chapter 5Truc An NguyenNo ratings yet
- Project 2 Technical Report Final DraftDocument17 pagesProject 2 Technical Report Final Draftapi-727214816No ratings yet
- BUMPER CARS Brochure Selagroup 23Document2 pagesBUMPER CARS Brochure Selagroup 23xpert6000No ratings yet
- Meritor UpdateTimkenBearings PDFDocument44 pagesMeritor UpdateTimkenBearings PDFAgus YulfizarNo ratings yet
- Your Bentley Bentayga Speed: PresentingDocument9 pagesYour Bentley Bentayga Speed: Presentingdodo sesaNo ratings yet
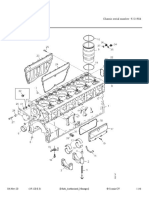
- PC - PRINT - 14-11-02 Cylinder Block UN TR 117Document4 pagesPC - PRINT - 14-11-02 Cylinder Block UN TR 117yugopuspoyoNo ratings yet
- Materials Today: Proceedings: Chirag D. Bhatt, Mukesh Nadarajan, R. Balaji, Isukapalli Rohith, Ashish SelokarDocument7 pagesMaterials Today: Proceedings: Chirag D. Bhatt, Mukesh Nadarajan, R. Balaji, Isukapalli Rohith, Ashish SelokarRahulJNairNo ratings yet
- Kalmar Montacargas DCE 90-180, DCE 70-32E3-70-35E Workshop Manual (PDF - Io) (1) (051-100)Document50 pagesKalmar Montacargas DCE 90-180, DCE 70-32E3-70-35E Workshop Manual (PDF - Io) (1) (051-100)ValeriNo ratings yet
- Royal Enfield - Re - Oil PumpDocument3 pagesRoyal Enfield - Re - Oil Pumpsandeep_shinuNo ratings yet
- Ac-3 Anfo Charger EspDocument4 pagesAc-3 Anfo Charger EspWiwa Hernandez DonosoNo ratings yet
- Reliabilit DRIVENDocument110 pagesReliabilit DRIVENHamiltonNo ratings yet
- Engine Failures 98Document58 pagesEngine Failures 98Abd ElGhanY AwdNo ratings yet
- QSK45C HTC2500Document137 pagesQSK45C HTC2500Nova kurniawan 34No ratings yet
- CPR1417 30Document16 pagesCPR1417 30Jamie MiddletonNo ratings yet
- Remanufactured Linear Solenoid Kit: AW 55-50SN, AW 55-51SN, AF23/33, RE5F22ADocument2 pagesRemanufactured Linear Solenoid Kit: AW 55-50SN, AW 55-51SN, AF23/33, RE5F22AWawan SatiawanNo ratings yet
- B Tech (ME) - UG11T3602 - QPDocument4 pagesB Tech (ME) - UG11T3602 - QPSTUDENTS OF DOE CUSATNo ratings yet
- Làm 40c Đầu Tron ABCD 1-4 Revision 2 1718Document4 pagesLàm 40c Đầu Tron ABCD 1-4 Revision 2 1718Nguyễn NguyênNo ratings yet
- 4008TAG1-2A - 844-924kWm Emission Compliant Epak PN1833 - 3Document2 pages4008TAG1-2A - 844-924kWm Emission Compliant Epak PN1833 - 3Ali Reza PishevarNo ratings yet
- VW Touran NF Brochure June 2017Document19 pagesVW Touran NF Brochure June 2017iovanasNo ratings yet