You might also like
- Metalscan Inspection Services Presents: Nondestructive EvaluationDocument15 pagesMetalscan Inspection Services Presents: Nondestructive Evaluationnaganathan100% (2)
- NDT (Short Presentation)Document35 pagesNDT (Short Presentation)Ashish Panchal100% (1)
- What Is NDTDocument3 pagesWhat Is NDTmabppuNo ratings yet
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanNo ratings yet
- Aramcoinspectionhandbook 150311084705 Conversion Gate01 PDFDocument126 pagesAramcoinspectionhandbook 150311084705 Conversion Gate01 PDFMuhammed SulfeekNo ratings yet
- Non-Destructive Testing (CHAPTER 6)Document63 pagesNon-Destructive Testing (CHAPTER 6)imfendi100% (4)
- Rtfi 1Document33 pagesRtfi 1Jayaneela Prawin100% (1)
- DefectsDocument36 pagesDefectsMaverikbjNo ratings yet
- 03 How Phased Arrays WorkDocument34 pages03 How Phased Arrays WorkThiru Raja100% (1)
- Advanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingFrom EverandAdvanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingNo ratings yet
- Welding of Titanium and Its AlloysDocument3 pagesWelding of Titanium and Its AlloysMuhammed SulfeekNo ratings yet
- TofdDocument4 pagesTofdrhapknexxNo ratings yet
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaNo ratings yet
- 462-Quality GurusDocument29 pages462-Quality GurusMuhammed Sulfeek100% (1)
- Eddy Current Inspection 50 Question Quiz: First Name Last NameDocument10 pagesEddy Current Inspection 50 Question Quiz: First Name Last NameDINESH KNo ratings yet
- 2 Intro - To - Ultrasonics 03092013 OKDocument43 pages2 Intro - To - Ultrasonics 03092013 OKferyNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument70 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriNo ratings yet
- RTD LoRUS (Long Range Ultrasonics)Document1 pageRTD LoRUS (Long Range Ultrasonics)fakmiloNo ratings yet
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Document21 pagesSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeNo ratings yet
- Ut Job Knowledge - TwiDocument10 pagesUt Job Knowledge - TwiBhanu Pratap ChoudhuryNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- Quick Flaw Evaluation in Ultrasonic Testing Using Microprocessor Assisted MethodsDocument4 pagesQuick Flaw Evaluation in Ultrasonic Testing Using Microprocessor Assisted MethodsGustavo Shaw0% (1)
- Iec 61180-2016Document22 pagesIec 61180-2016Muhammed Sulfeek0% (3)
- Welding Inspection: Non-Destructive Testing Course Reference WIS 5Document35 pagesWelding Inspection: Non-Destructive Testing Course Reference WIS 5Ad Man GeTigNo ratings yet
- Radiography Part 2 - TWIDocument8 pagesRadiography Part 2 - TWIKolusu SivakumarNo ratings yet
- M2.2.3 Visual InspectionDocument11 pagesM2.2.3 Visual InspectionAldy Bagus PratamaNo ratings yet
- PTDocument217 pagesPTkhaled saadnehNo ratings yet
- Pana USDocument52 pagesPana USflorin100% (1)
- TOFD Dead Zone CalculatorDocument3 pagesTOFD Dead Zone CalculatorAromal SNo ratings yet
- Apave TofdDocument22 pagesApave Tofdhernando gelvesNo ratings yet
- NDT ExplainDocument25 pagesNDT ExplainUdaivir Yadav100% (2)
- UT KnowledgeDocument7 pagesUT KnowledgePanda187No ratings yet
- Application of Phased Array For Corrosion Resistant Alloy (CRA) WeldsDocument6 pagesApplication of Phased Array For Corrosion Resistant Alloy (CRA) WeldsKevin HuangNo ratings yet
- (ASME Sec V Article 4 & 5) : UT - Ultrasonic TestingDocument31 pages(ASME Sec V Article 4 & 5) : UT - Ultrasonic Testingvijay vickyNo ratings yet
- CSWIP Question AnswersDocument11 pagesCSWIP Question AnswersMuhammed Sulfeek100% (1)
- Technical: Iso/Tr 15462Document28 pagesTechnical: Iso/Tr 15462Muhammed SulfeekNo ratings yet
- Iec 61180-2016Document102 pagesIec 61180-2016Muhammed Sulfeek100% (1)
- VT BasicsDocument10 pagesVT BasicsjoNo ratings yet
- Standard 3Document28 pagesStandard 3Muhammed SulfeekNo ratings yet
- Draft BS EN ISO 22477-5-2016Document55 pagesDraft BS EN ISO 22477-5-2016Muhammed Sulfeek100% (2)
- BS en 334-2019Document152 pagesBS en 334-2019Muhammed Sulfeek100% (3)
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 pagesNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADNo ratings yet
- Visual TestingDocument1 pageVisual TestingGulfnde Industrial ServicesNo ratings yet
- Welding - Joint - Symbols ISO 2553Document32 pagesWelding - Joint - Symbols ISO 2553Silvio ZappinoNo ratings yet
- BLOQUEDocument1 pageBLOQUEAlvaro Alexis Mendoza Prada100% (1)
- 08 Omniscan ConventionsDocument11 pages08 Omniscan ConventionsLương Hồ VũNo ratings yet
- Prxnrnant Testtng: Buane & Ii T P O'NeillDocument6 pagesPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNo ratings yet
- TTHH FFFFDocument84 pagesTTHH FFFFkevin desaiNo ratings yet
- DGS DGS MethodDocument6 pagesDGS DGS MethodAlzaki AbdullahNo ratings yet
- Welds Written ReportDocument4 pagesWelds Written ReportChris Paulo100% (1)
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarNo ratings yet
- Foerster Circograph 2014 enDocument6 pagesFoerster Circograph 2014 enTiến NguyễnNo ratings yet
- India Oman Qatar Abudhabi CanadaDocument7 pagesIndia Oman Qatar Abudhabi CanadaMadhusudanNo ratings yet
- Dmta 20017 01en Rev e Hydroform UserDocument88 pagesDmta 20017 01en Rev e Hydroform UserGhaithNo ratings yet
- Eddycurrent TestingDocument4 pagesEddycurrent TestingnvemanNo ratings yet
- 1100 Gorman RT-UT Presentation For CTMS Oct 07Document29 pages1100 Gorman RT-UT Presentation For CTMS Oct 07Sagar NaduvinamaniNo ratings yet
- Ultrasonic Examination Austenitic and Dissimilar WeldsDocument6 pagesUltrasonic Examination Austenitic and Dissimilar WeldshocimtmNo ratings yet
- Agfa BookDocument137 pagesAgfa BookdanielkurniadiNo ratings yet
- Accoustic Emmision Technique (I)Document52 pagesAccoustic Emmision Technique (I)MACLIN JOHN VASANTH K100% (1)
- The ABC's of Nondestructive Weld ExaminationDocument10 pagesThe ABC's of Nondestructive Weld Examinationlethanhhai0306No ratings yet
- Principles of Operation - How Eddy Current Separators WorkDocument2 pagesPrinciples of Operation - How Eddy Current Separators Workmarn-in2501No ratings yet
- Ut L III Study GuideDocument97 pagesUt L III Study GuideManikandanNo ratings yet
- ASNTDocument5 pagesASNTshifaNo ratings yet
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- Flaw Detection of Materials and ComponentsDocument11 pagesFlaw Detection of Materials and ComponentsSathish Kumar100% (2)
- TTTTTTDocument9 pagesTTTTTTKaryl Louisse OlanosaNo ratings yet
- NACE Course Log Book PDFDocument17 pagesNACE Course Log Book PDFMuhammed SulfeekNo ratings yet
- Length Power Dynamic Viscosity Heat Flux: OctonsDocument1 pageLength Power Dynamic Viscosity Heat Flux: OctonsMuhammed SulfeekNo ratings yet
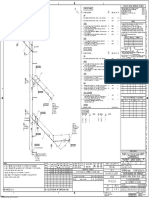
- ... /R619599001V00.dgn 2/3/2011 2:52:23 PMDocument1 page... /R619599001V00.dgn 2/3/2011 2:52:23 PMMuhammed SulfeekNo ratings yet
- Mod 7Document9 pagesMod 7Muhammed SulfeekNo ratings yet
- Saipem: Supplier Certified FinalDocument4 pagesSaipem: Supplier Certified FinalMuhammed SulfeekNo ratings yet