You might also like
- Inspection Report Insulation Check: Inspectors Ceri Name: Signature: Date: Gama Consortium Consortium StegDocument1 pageInspection Report Insulation Check: Inspectors Ceri Name: Signature: Date: Gama Consortium Consortium StegRamzi Zoghlami100% (1)
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukNo ratings yet
- Hempel Book Marine PDFDocument336 pagesHempel Book Marine PDFAsad Bin Ala Qatari100% (2)
- Shell and Tube Ref - AnandDocument6 pagesShell and Tube Ref - Anand7761430No ratings yet
- Heat Exchanger Tube Material SpecificationsDocument2 pagesHeat Exchanger Tube Material SpecificationssdrtfgNo ratings yet
- Boiler Tube FailureDocument7 pagesBoiler Tube FailureBhupendra GobadeNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- MRPL NHT Heater DecokingDocument7 pagesMRPL NHT Heater DecokingsmrndrdasNo ratings yet
- Revised PPT SG HXDocument44 pagesRevised PPT SG HXskgbondNo ratings yet
- TUV India PRESSURE VESSEL InspectionDocument24 pagesTUV India PRESSURE VESSEL InspectionParthiban NCNo ratings yet
- Index General Damage Mechanisms - All Industries 3: Mechanical & Metallurgical DamagesDocument39 pagesIndex General Damage Mechanisms - All Industries 3: Mechanical & Metallurgical DamagesRamzi BEN AHMEDNo ratings yet
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Plug Process Repair Heat Exchangers PDFDocument6 pagesPlug Process Repair Heat Exchangers PDFJOÃO CARLOS SILVANo ratings yet
- Section 6 Advanced NDT TechniquesDocument48 pagesSection 6 Advanced NDT Techniquesariyamanjula2914100% (1)
- Belzona Coating Guide For CUI and Atmospheric CorrosionDocument2 pagesBelzona Coating Guide For CUI and Atmospheric CorrosionfraemddNo ratings yet
- Introduction To BoilersDocument36 pagesIntroduction To BoilersAdel SukerNo ratings yet
- 4 Caustic CorrosionDocument14 pages4 Caustic CorrosionWalter RuedaNo ratings yet
- Interzone 954 Antifungus ReportDocument10 pagesInterzone 954 Antifungus Reportsteffy182100% (1)
- CUI: An In-Depth Analysis: Hira S. AhluwaliaDocument6 pagesCUI: An In-Depth Analysis: Hira S. AhluwaliaJithuJohnNo ratings yet
- Challenges of Welding of Catalyst TubesDocument16 pagesChallenges of Welding of Catalyst TubesTravis SkinnerNo ratings yet
- Corrosion and Degradation of MaterialsDocument22 pagesCorrosion and Degradation of MaterialsSiddharth Patel100% (1)
- 01 Saip 38Document14 pages01 Saip 38Arjun RawatNo ratings yet
- Corrosion Management Issue151Document32 pagesCorrosion Management Issue151Issam Mokrani100% (1)
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Document62 pagesFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaNo ratings yet
- Maintaining and Repairing Heat Exchanger TubesDocument14 pagesMaintaining and Repairing Heat Exchanger TubesMicheal Brooks100% (1)
- PHT Unit-5 (THEORY)Document81 pagesPHT Unit-5 (THEORY)521 Balaji ONo ratings yet
- Boiler Inspection PreparationDocument1 pageBoiler Inspection PreparationMirso100% (2)
- Heat Exchanger Tube Bundle InspectionDocument3 pagesHeat Exchanger Tube Bundle InspectionVenkatesh Natla100% (4)
- HTR900 Inspection, Maintenance, and TestingDocument27 pagesHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezNo ratings yet
- STD 133Document37 pagesSTD 133ck19654840No ratings yet
- An Overview of Pipeline Leak Detection TechnologiesDocument9 pagesAn Overview of Pipeline Leak Detection TechnologiesharmlesdragonNo ratings yet
- WeldingDocument66 pagesWeldingNilton LuisNo ratings yet
- Flexpipe PDS FlexCord EnglishDocument2 pagesFlexpipe PDS FlexCord EnglishpsycopaulNo ratings yet
- Drum in BoilerDocument18 pagesDrum in BoilerRuban Kumar100% (1)
- Use and Importance of Furnaces in Oil RefineriesDocument6 pagesUse and Importance of Furnaces in Oil RefineriesMusa KaleemNo ratings yet
- Cortec ProductDocument20 pagesCortec ProductLiu YangtzeNo ratings yet
- Part 02 - Review of PWPS and WPSDocument9 pagesPart 02 - Review of PWPS and WPSYan FerizalNo ratings yet
- 0001 Lesson API-510Document26 pages0001 Lesson API-510erick CfNo ratings yet
- Fire Proofing ConcreteDocument6 pagesFire Proofing Concretemalaya tripathyNo ratings yet
- Technical Inspection Report Due To Corrosion Ocured On LPC Pump G-2707Document2 pagesTechnical Inspection Report Due To Corrosion Ocured On LPC Pump G-2707Junie PranantaNo ratings yet
- Wrapping MethodDocument5 pagesWrapping Methodnnuek67% (3)
- Cryogenic Service Ball ValveDocument2 pagesCryogenic Service Ball ValvesaminasritnNo ratings yet
- GS 30-1-7 - MainbodyDocument16 pagesGS 30-1-7 - MainbodySubash ChandraboseNo ratings yet
- Chapter 5Document70 pagesChapter 5Husnain AliNo ratings yet
- Chemical Cleaning of Carbon and Stainless Steel PipingDocument3 pagesChemical Cleaning of Carbon and Stainless Steel PipingMohamed100% (1)
- TUV India FIN FAN Cooler InspectionDocument20 pagesTUV India FIN FAN Cooler InspectionParthiban NCNo ratings yet
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Process Plant Insulation & Fuel Efficiency: Pdhonline Course M156 (4 PDH)Document76 pagesProcess Plant Insulation & Fuel Efficiency: Pdhonline Course M156 (4 PDH)red patriotNo ratings yet
- Tube Removal Catalog Web ELLIOTDocument24 pagesTube Removal Catalog Web ELLIOTJose Luis RattiaNo ratings yet
- Hitachi Be Bic On Air CompressorDocument2 pagesHitachi Be Bic On Air CompressorFOTOPLES Digital PrintingNo ratings yet
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- GTS-PP-120: 3 LayerDocument2 pagesGTS-PP-120: 3 Layershoaib1985100% (1)
- Inspection of Double Tube Sheet Exch - Presentation1Document37 pagesInspection of Double Tube Sheet Exch - Presentation1Jignesh Pandya100% (1)
- Heat Exchanger Design:: Dr. Chandra Mouli M.RDocument55 pagesHeat Exchanger Design:: Dr. Chandra Mouli M.RRayan HassanNo ratings yet
- Get More Life From HeatExchangers Sleeving of Tubes PDFDocument4 pagesGet More Life From HeatExchangers Sleeving of Tubes PDFalejandrogrande100% (1)
- 5.david - .Spencer - Air Cooled HE TTSDocument6 pages5.david - .Spencer - Air Cooled HE TTSBaher ElsheikhNo ratings yet
- Twisted Tube Heat Exchanger TechnologyDocument8 pagesTwisted Tube Heat Exchanger TechnologyhuangjlNo ratings yet
- Heat Exchanger DesignDocument15 pagesHeat Exchanger Designcoldness_13No ratings yet
- AWS Lecture NotesDocument4 pagesAWS Lecture NotesAsad Bin Ala Qatari0% (1)
- Normalization and Temper Heat Treatment On P91Document6 pagesNormalization and Temper Heat Treatment On P91Asad Bin Ala Qatari100% (2)
- Fabrication Aspects of Cold / Hot Forming of Tubes and PipesDocument32 pagesFabrication Aspects of Cold / Hot Forming of Tubes and PipesAsad Bin Ala QatariNo ratings yet
- CR Mo Temper EmbrittlementDocument26 pagesCR Mo Temper EmbrittlementAsad Bin Ala QatariNo ratings yet
- U (1) .G Piping ProtectionDocument5 pagesU (1) .G Piping ProtectionAsad Bin Ala QatariNo ratings yet
- Basic Points of P91Document4 pagesBasic Points of P91Asad Bin Ala Qatari100% (1)
- CR Mo Issues of Concern 6Document33 pagesCR Mo Issues of Concern 6Asad Bin Ala Qatari100% (1)
- M.K.Amin Arsts & Science College and College of Commerce, Padra Matrubhasha DivasDocument2 pagesM.K.Amin Arsts & Science College and College of Commerce, Padra Matrubhasha DivasAsad Bin Ala QatariNo ratings yet
- Welding Processes Part 2Document64 pagesWelding Processes Part 2Asad Bin Ala QatariNo ratings yet
- Orientation Padra CollegeDocument56 pagesOrientation Padra CollegeAsad Bin Ala QatariNo ratings yet
- Welding Processes ANB IIWDocument273 pagesWelding Processes ANB IIWAsad Bin Ala Qatari100% (5)
- Welding Procedure Approval Test CertificateDocument2 pagesWelding Procedure Approval Test CertificateAsad Bin Ala QatariNo ratings yet
- Unit Ii Assemblers PDFDocument42 pagesUnit Ii Assemblers PDFabcdefNo ratings yet
- Bureau of Local Government Finance Opinion: Mr. Genestor E. CruzDocument3 pagesBureau of Local Government Finance Opinion: Mr. Genestor E. CruzNash Ortiz LuisNo ratings yet
- VOLVO 7900, HYBRID DecommissioningDocument28 pagesVOLVO 7900, HYBRID DecommissioningBoris Somrat100% (1)
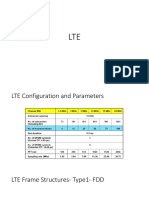
- LTE - Basic OptimizationDocument187 pagesLTE - Basic OptimizationUmar MirNo ratings yet
- Pinus Sylvestris: Pinus Sylvestris Pinus Sylvestris, Scots Pine (UK), Scotch Pine (US), EuropeanDocument8 pagesPinus Sylvestris: Pinus Sylvestris Pinus Sylvestris, Scots Pine (UK), Scotch Pine (US), EuropeanPlaceholder PlaceholderNo ratings yet
- Differential Equation - Wikipedia, The Free EncyclopediaDocument9 pagesDifferential Equation - Wikipedia, The Free EncyclopediaVinod BabuNo ratings yet
- Chapter 6 - Building Structural SystemDocument17 pagesChapter 6 - Building Structural SystemHussen MohammedNo ratings yet
- An Industrial Visit: To Nestle India LTDDocument7 pagesAn Industrial Visit: To Nestle India LTDkavyashreembNo ratings yet
- Hfe Aiwa Headphone Stereo 1989 en (Full Permission)Document20 pagesHfe Aiwa Headphone Stereo 1989 en (Full Permission)kanamaster2No ratings yet
- 0205 Multi-User OperationDocument6 pages0205 Multi-User Operationbuturca sorinNo ratings yet
- Nanotechnology in Biomedical ApplicationsDocument17 pagesNanotechnology in Biomedical ApplicationsAbhiroop KumarNo ratings yet
- Mr. RandQm's Traffic GuideDocument4 pagesMr. RandQm's Traffic Guidefryobi offNo ratings yet
- Portfolio 2NDDocument11 pagesPortfolio 2NDalwaysroomforicecreamNo ratings yet
- House Hearing, 111TH Congress - Furthering The Mission or Having Fun: Lax Travel Policies Cost DHS MillionsDocument33 pagesHouse Hearing, 111TH Congress - Furthering The Mission or Having Fun: Lax Travel Policies Cost DHS MillionsScribd Government DocsNo ratings yet
- Causal Factors of Malaysian Landslides: A Narrative StudyDocument7 pagesCausal Factors of Malaysian Landslides: A Narrative StudyMOGANESWARY A/P RENGANATHANNo ratings yet
- Putripurbasari, Journal Manager, 115 - 127 PERAN NEGARA DAN PENERAPAN PANCASILA DALAM MEWUJUDKAN NEGARA KESEJAHTERAANDocument12 pagesPutripurbasari, Journal Manager, 115 - 127 PERAN NEGARA DAN PENERAPAN PANCASILA DALAM MEWUJUDKAN NEGARA KESEJAHTERAANdelvinogans624No ratings yet
- R T I ApplicationDocument3 pagesR T I Applicationthimmegowdatg1308No ratings yet
- Unit 4Document46 pagesUnit 4dhruv shahNo ratings yet
- Jindal Saw Annual Report PDFDocument266 pagesJindal Saw Annual Report PDFKoduru SiddharthNo ratings yet
- Proposal For Training Programmes Supporting Youth Entrepreneurship in GhanaDocument2 pagesProposal For Training Programmes Supporting Youth Entrepreneurship in GhanaMaxwell OdonkorNo ratings yet
- SLP Presentation Supervision of Slpa Via FacetimeDocument27 pagesSLP Presentation Supervision of Slpa Via Facetimeapi-316036176No ratings yet
- YaffsDocument34 pagesYaffsMofajjal Hossain ArafatNo ratings yet
- Home Improvement Resume ExamplesDocument6 pagesHome Improvement Resume Examplesafjwoovfsmmgff100% (2)
- List of Supported Oracle Hardware With Last Ship Dates AnnouncedDocument14 pagesList of Supported Oracle Hardware With Last Ship Dates Announcedaibot aibotNo ratings yet
- Constitutional Law: Calalang vs. WilliamsDocument2 pagesConstitutional Law: Calalang vs. WilliamsJosephine Carbunera Dacayana-MatosNo ratings yet
- Dhruv SaksenaDocument1 pageDhruv SaksenasaksenadNo ratings yet
- Labor RelationsDocument9 pagesLabor RelationsMartsu Ressan M. LadiaNo ratings yet
- Itinerary Trip Japan 6-13 Oct 2018 (Final)Document10 pagesItinerary Trip Japan 6-13 Oct 2018 (Final)safanj12No ratings yet
- Optima Consultants - Company ProfileDocument11 pagesOptima Consultants - Company ProfileSangita UpadhyeNo ratings yet
- SUF ESG Score Methodology 2022-06Document15 pagesSUF ESG Score Methodology 2022-06R N ShuklaNo ratings yet