You might also like
- Chemistry of Soap & DetergentDocument7 pagesChemistry of Soap & DetergentAd Rian100% (1)
- Iscar Quick CalculatorDocument16 pagesIscar Quick CalculatorJastreb Sxe33% (3)
- It Is Impossible To Make A Perfect Component So When We Design A Part We Specify The Acceptable Range of Features That Make-Up The PartDocument64 pagesIt Is Impossible To Make A Perfect Component So When We Design A Part We Specify The Acceptable Range of Features That Make-Up The PartAnonymous 7ZYHilDNo ratings yet
- Oracle EDI GatewayDocument6 pagesOracle EDI Gatewaysagar_vishwa1236No ratings yet
- Ahmed Salah Piping Engineer CVDocument10 pagesAhmed Salah Piping Engineer CVAhmed Mansour100% (14)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Corel Draw ManualDocument59 pagesCorel Draw ManualGiannis Papanikolopoulos100% (1)
- Tolerance AnalysisDocument0 pagesTolerance AnalysisKishore BhatNo ratings yet
- Amada VIPROS Programming ManualDocument94 pagesAmada VIPROS Programming Manualเกมส์ จารุกิตติ์No ratings yet
- Tolerancestraining 100312060106 Phpapp01Document80 pagesTolerancestraining 100312060106 Phpapp01vasanth_paul85080% (1)
- Acoustic Design of SchoolsDocument216 pagesAcoustic Design of SchoolsJoãoPedroCucoloPizoNo ratings yet
- Product Specification Dimensioning and TolerancingDocument64 pagesProduct Specification Dimensioning and TolerancingilroscioNo ratings yet
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- Geometric Tolerancing - DefinitionsDocument23 pagesGeometric Tolerancing - DefinitionsSergio BoillosNo ratings yet
- Create A 3D Floor Plan Model From An Architectural Schematic in BlenderDocument45 pagesCreate A 3D Floor Plan Model From An Architectural Schematic in BlenderprihadmojoNo ratings yet
- Tolerance Charts: Dr. Pulak M. PandeyDocument38 pagesTolerance Charts: Dr. Pulak M. PandeyParthi ParthipanNo ratings yet
- Preparation of Process DrawingsDocument22 pagesPreparation of Process Drawings20M130 - MUKUNTH A GNo ratings yet
- Dimensioning TolerancesDocument13 pagesDimensioning TolerancesSharath ThimmegowdaNo ratings yet
- 512 - Ra-04 SesDocument2 pages512 - Ra-04 Sesshanivi vrindavanNo ratings yet
- Basic CNC ProgrammingDocument68 pagesBasic CNC ProgrammingAkash Kumar SinghNo ratings yet
- 1.0title: M6 Roughness MeasurementDocument11 pages1.0title: M6 Roughness MeasurementQhae LlangNo ratings yet
- Estimation 2 Site WorkDocument36 pagesEstimation 2 Site WorkAryamaan SinghNo ratings yet
- Mold FlowDocument23 pagesMold FlowMifzal IzzaniNo ratings yet
- Plate On RHSDocument1 pagePlate On RHSRuemu Godwin InikoriNo ratings yet
- Lab 2 ReportDocument7 pagesLab 2 ReportiwaleedwasimNo ratings yet
- Johannes Final Laboratory #2 - Earthworks (Cut and Fill)Document4 pagesJohannes Final Laboratory #2 - Earthworks (Cut and Fill)BLESSA TORRESNo ratings yet
- Geometric Tolerancing - DefinitionsDocument23 pagesGeometric Tolerancing - DefinitionsKakoDaNo ratings yet
- WI-007 Machining Standard Practices ManualDocument10 pagesWI-007 Machining Standard Practices ManualmanimeczNo ratings yet
- زنجيره تلرانسيDocument65 pagesزنجيره تلرانسيAmir HouNo ratings yet
- Basic CNC Programming V2Document76 pagesBasic CNC Programming V2nuzul hamdaniNo ratings yet
- Part Design Specification: Fall 2008Document52 pagesPart Design Specification: Fall 2008Vishnu VardhanNo ratings yet
- BBWIDocument11 pagesBBWIW ZuoNo ratings yet
- Blessa Final Laboratory #2 - Earthworks (Cut and Fill)Document4 pagesBlessa Final Laboratory #2 - Earthworks (Cut and Fill)BlesNo ratings yet
- NAME: Pipaliya Praharsh Admission No.: U18ME066 Experiment No.: 3Document5 pagesNAME: Pipaliya Praharsh Admission No.: U18ME066 Experiment No.: 3Shubham BorseNo ratings yet
- Sample CNCDocument5 pagesSample CNCMuhammed A. MahdiNo ratings yet
- Practice Problems On Soil MechanicsDocument2 pagesPractice Problems On Soil MechanicsHemam PrasantaNo ratings yet
- CNC MachiningDocument6 pagesCNC MachiningZaid HassanNo ratings yet
- Estimate 1 FinalDocument24 pagesEstimate 1 Finalselvakumar subbuNo ratings yet
- ConsolidationDocument9 pagesConsolidationmouazam KhalidNo ratings yet
- How To Make Outline Process ChartDocument6 pagesHow To Make Outline Process ChartDawn C-rai101No ratings yet
- Model Bearing Pressure Wheel Load Dispersal Moving Vehicle Calculations Footway Loading Load Effects and Summary (Back To Index)Document15 pagesModel Bearing Pressure Wheel Load Dispersal Moving Vehicle Calculations Footway Loading Load Effects and Summary (Back To Index)Hossen LeopoldNo ratings yet
- Belgrave SherwinFINAL EXAM FALL 2020doneDocument4 pagesBelgrave SherwinFINAL EXAM FALL 2020doneÅkëëm MøøløøNo ratings yet
- CNC MILLING OPERATION NewDocument19 pagesCNC MILLING OPERATION Newamit kambleNo ratings yet
- Answers Q3Document4 pagesAnswers Q3Iheb MarsaouiNo ratings yet
- FALLSEM2019-20 MEE2001 ELA VL2019201005431 Reference Material II 12-Jul-2019 Conventional TolerancingDocument22 pagesFALLSEM2019-20 MEE2001 ELA VL2019201005431 Reference Material II 12-Jul-2019 Conventional TolerancingNikhil VermaNo ratings yet
- CourseMTM QE-Chap1Document8 pagesCourseMTM QE-Chap1Iheb MarsaouiNo ratings yet
- Filter DesignDocument7 pagesFilter DesignZELALEMNo ratings yet
- L-9517-9154-08-B Data Sheet RESM enDocument12 pagesL-9517-9154-08-B Data Sheet RESM enAlex ZXNo ratings yet
- Project BEM 92303Document12 pagesProject BEM 92303Jair BoulosNo ratings yet
- Mphahlele TJ 219080587 Lab 1Document11 pagesMphahlele TJ 219080587 Lab 1Sive MatebeseNo ratings yet
- Activity DetailsDocument64 pagesActivity Detailsmudassir mNo ratings yet
- District Rural Development Agency Golaghat-AssamDocument7 pagesDistrict Rural Development Agency Golaghat-AssamBishwajit GogoiNo ratings yet
- Standalone Financial Results, Limited Review Report For December 31, 2016 (Result)Document4 pagesStandalone Financial Results, Limited Review Report For December 31, 2016 (Result)Shyam SunderNo ratings yet
- Reader Cad and Engineering Drawing 2022 - v1Document31 pagesReader Cad and Engineering Drawing 2022 - v1vawog68577No ratings yet
- Case: XY Pvt. LTD: Management Accounting & Control AssignmentDocument5 pagesCase: XY Pvt. LTD: Management Accounting & Control AssignmentSwati DasNo ratings yet
- Lab IFDDocument10 pagesLab IFDHashir JAVEDNo ratings yet
- Management of Operations: Assignment - 1Document6 pagesManagement of Operations: Assignment - 1DEEPAK YNo ratings yet
- Gauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionDocument19 pagesGauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionVishwanadh100% (1)
- Construction Site Earthwork CalculationDocument4 pagesConstruction Site Earthwork CalculationmasteriragaNo ratings yet
- Gauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionDocument19 pagesGauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionVishwanadhNo ratings yet
- T Stack Rev00 CDRDocument47 pagesT Stack Rev00 CDRBabu RajamanickamNo ratings yet
- Cadcam Lab (Ime 751)Document25 pagesCadcam Lab (Ime 751)Nawaz KhanNo ratings yet
- Heidenhain M128 Measure: If You Don't Want Take Out 600 500 Table Please Follow Below ProceduralDocument4 pagesHeidenhain M128 Measure: If You Don't Want Take Out 600 500 Table Please Follow Below ProceduralchoNo ratings yet
- Ansys Mechanical Apdl and Workbench Training Lec. HoursDocument1 pageAnsys Mechanical Apdl and Workbench Training Lec. HoursslitantNo ratings yet
- Catia Digital Mock UpDocument31 pagesCatia Digital Mock UpslitantNo ratings yet
- The Klann Linkage Is A PlanarDocument17 pagesThe Klann Linkage Is A PlanarslitantNo ratings yet
- Die DesignDocument1 pageDie DesignslitantNo ratings yet
- General Design Energy Principles For Bulk Conveying of Particulate Solids John Dartnall, 2003Document9 pagesGeneral Design Energy Principles For Bulk Conveying of Particulate Solids John Dartnall, 2003slitantNo ratings yet
- Vertical Axis Wind Turbines PDFDocument40 pagesVertical Axis Wind Turbines PDFslitantNo ratings yet
- Defense University,: College of EngineeringDocument5 pagesDefense University,: College of EngineeringslitantNo ratings yet
- Foundation Tier Biology 2: A.M. MONDAY, 28 January 2013 45 MinutesDocument12 pagesFoundation Tier Biology 2: A.M. MONDAY, 28 January 2013 45 MinutessureshthevanNo ratings yet
- Shell Gadus s2 V460a 2Document2 pagesShell Gadus s2 V460a 2Dhavit WijayantoNo ratings yet
- UKMT - IMOK - Hamilton - Intermediate Mathematical Olympiad and Kangaroo 2020 - QuestionsDocument3 pagesUKMT - IMOK - Hamilton - Intermediate Mathematical Olympiad and Kangaroo 2020 - QuestionsArsh TewariNo ratings yet
- 000c State of The Art 1998Document47 pages000c State of The Art 1998Francesco PetriniNo ratings yet
- 18 Syed Kamruddin Ahamed Final PaperDocument16 pages18 Syed Kamruddin Ahamed Final PaperiisteNo ratings yet
- NG Pháp Trang 8Document4 pagesNG Pháp Trang 8Thithanhkieu TranNo ratings yet
- Listino 153 Eng v1 NorestrictionDocument104 pagesListino 153 Eng v1 NorestrictionIgor MitrovićNo ratings yet
- C 05 Further Differentiation and ApplicationsDocument40 pagesC 05 Further Differentiation and ApplicationsPaulgerNo ratings yet
- StoryDocument52 pagesStoryIrina BesliuNo ratings yet
- Compiled ABS EducationDocument6 pagesCompiled ABS EducationpbariarNo ratings yet
- Dwyer, Schurr, Sejo Oh - Developing Buyer-Seller Relationship.Document18 pagesDwyer, Schurr, Sejo Oh - Developing Buyer-Seller Relationship.Lucian FerreiraNo ratings yet
- Pilot Study MethodologyDocument5 pagesPilot Study MethodologyThierry UhawenimanaNo ratings yet
- ICC Job Advert Development Officer Americas 1Document2 pagesICC Job Advert Development Officer Americas 1Anant SarkariaNo ratings yet
- In My Countries, Women Join The Army As Men Do. However, Some People Argue That The Army Solely Needs Males. What Is Your Opinion - (246 Ca 2)Document3 pagesIn My Countries, Women Join The Army As Men Do. However, Some People Argue That The Army Solely Needs Males. What Is Your Opinion - (246 Ca 2)Despair TheNo ratings yet
- 2400 Project Ikaros v1.1 B&WDocument2 pages2400 Project Ikaros v1.1 B&WHernán JuárezNo ratings yet
- CEG552 - Affective Test Form and Rubric (LAB REPORT)Document1 pageCEG552 - Affective Test Form and Rubric (LAB REPORT)nasrul najmiNo ratings yet
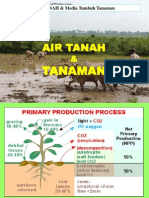
- Air Tanah Dan TanamanDocument179 pagesAir Tanah Dan TanamanDesi Triyoga RatriNo ratings yet
- Where Can I Get Some High Quality Weed (Marijuana) in DelhiNCR - QuoraDocument1 pageWhere Can I Get Some High Quality Weed (Marijuana) in DelhiNCR - QuoraPriya SethiNo ratings yet
- The Varnes Classification of Landslide TypesDocument3 pagesThe Varnes Classification of Landslide TypesGerson Isaac SoriaNo ratings yet
- Using Adobe Acrobat X ProDocument17 pagesUsing Adobe Acrobat X ProcadsifuNo ratings yet
- Experience of Long Term Life (CKD)Document15 pagesExperience of Long Term Life (CKD)Ririn Muthia ZukhraNo ratings yet
- Organization Structures and Design: InsightDocument21 pagesOrganization Structures and Design: InsightNuruddin AsyifaNo ratings yet
- Science 8 Q3W1Document12 pagesScience 8 Q3W1JOHN MAYKALE FARRALESNo ratings yet
- Rubric For Assessment in Oral Communication Performance TaskDocument3 pagesRubric For Assessment in Oral Communication Performance TaskSnow BollNo ratings yet