You might also like
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Makino Basic ProgrammingDocument104 pagesMakino Basic ProgrammingAPSARAUSA100% (8)
- 8200T CNC Lathe Programming Manual V2.2Document330 pages8200T CNC Lathe Programming Manual V2.2ahmed kamalNo ratings yet
- Fanuc CNC Parts: Rigid Tapping TroubleshootingDocument6 pagesFanuc CNC Parts: Rigid Tapping TroubleshootingTony AntonyNo ratings yet
- Cncturret ManualDocument119 pagesCncturret Manualhariharan haranNo ratings yet
- WiFi Function Manual of Charge Point-181030 PDFDocument16 pagesWiFi Function Manual of Charge Point-181030 PDFfreesonNo ratings yet
- Introduction To NC and CNC Machines CNC Controls and RS274 ProgrammingDocument36 pagesIntroduction To NC and CNC Machines CNC Controls and RS274 ProgrammingAnonymous ztnAl2No ratings yet
- Prepared By: H.R.ChandramouliDocument88 pagesPrepared By: H.R.ChandramoulichandruNo ratings yet
- CNC1Document91 pagesCNC1Ashish kaushalNo ratings yet
- Programming Methods - Lecture NotesDocument30 pagesProgramming Methods - Lecture Noteshamda11tariqNo ratings yet
- Chapter 5 ProgramDocument49 pagesChapter 5 Programaman muleNo ratings yet
- 1 CNC - Ushtrime Shqip Eng Germ PDFDocument251 pages1 CNC - Ushtrime Shqip Eng Germ PDFMastroghettiNo ratings yet
- Introduction To NC and CNC Machines CNC Controls and RS274 ProgrammingDocument32 pagesIntroduction To NC and CNC Machines CNC Controls and RS274 ProgrammingNuno Miguel Silva100% (1)
- CNCDocument31 pagesCNCPravin DeshmaneNo ratings yet
- CNC MachinesDocument21 pagesCNC MachinesAbhijit NaikNo ratings yet
- Vikram 3Document29 pagesVikram 3Ayush JaiswalNo ratings yet
- CNC Manual Part ProgrammeDocument23 pagesCNC Manual Part ProgrammePradip PatelNo ratings yet
- CNC1Document91 pagesCNC1saileshmuraliNo ratings yet
- 08 CNC and GcodeDocument76 pages08 CNC and Gcodeipasrl.guestNo ratings yet
- CADCAM CNC Unit-3.1Document54 pagesCADCAM CNC Unit-3.1kiranchennoju2004No ratings yet
- NC ProgrammingDocument29 pagesNC ProgrammingManju Parkavi0% (1)
- CNC1Document91 pagesCNC1Revana KadurNo ratings yet
- CNC CodingDocument26 pagesCNC CodingNEF RIDERSNo ratings yet
- Imts17-Axis Presentation (IMTS 2018 Conference)Document37 pagesImts17-Axis Presentation (IMTS 2018 Conference)HungTranNo ratings yet
- NC Part Programming: IE550 Fall 2001Document47 pagesNC Part Programming: IE550 Fall 2001Hemant KumarNo ratings yet
- CNC1Document91 pagesCNC1Liv CBNo ratings yet
- Experiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualDocument10 pagesExperiment No 1: CNC TURNING: MEP310 - Manufacturing Process Automation Lab ManualBandam Nitish kumarNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- CHAPTER 1 - Introduction To CNC MachinesDocument35 pagesCHAPTER 1 - Introduction To CNC Machinesswami061009No ratings yet
- Part Programming Manual PDFDocument80 pagesPart Programming Manual PDFTejas KumarNo ratings yet
- Solution of Cim AsignmentDocument49 pagesSolution of Cim AsignmentP20MF010MANGESH SHARMANo ratings yet
- NC ProgrammingDocument67 pagesNC ProgrammingSabry S. YoussefNo ratings yet
- Sachin Solanki CNC/IPC/13 Summary SupportDocument61 pagesSachin Solanki CNC/IPC/13 Summary Supportshivam modanwalNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- CNC Programming and OperationDocument80 pagesCNC Programming and OperationMohammed Habeeb100% (1)
- 12 M NC Theroy IntroductionDocument25 pages12 M NC Theroy IntroductionRaghuNo ratings yet
- Ie 550 NCDocument47 pagesIe 550 NCvijay kumarNo ratings yet
- CNCDocument16 pagesCNCzarepNo ratings yet
- Series8000LatheOperation PDFDocument324 pagesSeries8000LatheOperation PDFSnaldo EstradaNo ratings yet
- CNC MachinesDocument35 pagesCNC MachinesfitriarpNo ratings yet
- Introduction To CNC MachineDocument5 pagesIntroduction To CNC MachineRik ChattopadhyayNo ratings yet
- Lecture 7 - Numerical Control - CH 7Document25 pagesLecture 7 - Numerical Control - CH 7RaghuNo ratings yet
- Complete CIM by Manish SirDocument82 pagesComplete CIM by Manish Sirvibhutinathjha8No ratings yet
- Module 2Document87 pagesModule 2Daniel KetemawNo ratings yet
- Computer Aided Manufacturing LabDocument32 pagesComputer Aided Manufacturing LabelangandhiNo ratings yet
- IE 447 Computer Integrated Manufacturing: Numerical ControlDocument33 pagesIE 447 Computer Integrated Manufacturing: Numerical Controlshahnawaz875No ratings yet
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- NCDocument67 pagesNCRamesh UddagiriNo ratings yet
- CNC Part ProgrammingDocument40 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- CNC Part ProgrammingDocument53 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsFrom EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsRating: 1 out of 5 stars1/5 (1)
- Digital Power Electronics and ApplicationsFrom EverandDigital Power Electronics and ApplicationsRating: 3.5 out of 5 stars3.5/5 (3)
- Fundamentals of Electrical SwitchgearsDocument38 pagesFundamentals of Electrical SwitchgearsRamanujam O SNo ratings yet
- Basic ElectricityDocument197 pagesBasic ElectricityRamanujam O SNo ratings yet
- Anna UniversityDocument1 pageAnna UniversityRamanujam O SNo ratings yet
- Electrical SafetyDocument43 pagesElectrical SafetyRamanujam O SNo ratings yet
- Email WrittingDocument2 pagesEmail WrittingSmit VithalaniNo ratings yet
- Maintenance Presentation1Document47 pagesMaintenance Presentation1prsiva2420034066100% (2)
- Reluktanzmotoren EndDocument16 pagesReluktanzmotoren EndRamanujam O SNo ratings yet
- TNEB ServiceDocument2 pagesTNEB ServicesbpathiNo ratings yet
- Automatic Gate ControlDocument9 pagesAutomatic Gate ControlSantosh KumarNo ratings yet
- Developing Effective Communication Skills - SeemaDocument31 pagesDeveloping Effective Communication Skills - SeemaRamanujam O SNo ratings yet
- Email English 2Document6 pagesEmail English 2Ramanujam O SNo ratings yet
- Email 1Document2 pagesEmail 1Ramanujam O SNo ratings yet
- Advances in Electronic - Nose Technologies: Authors Name: G.Sujatha, N. Dhivya, K. Ayyadurai and D.ThyagarajanDocument10 pagesAdvances in Electronic - Nose Technologies: Authors Name: G.Sujatha, N. Dhivya, K. Ayyadurai and D.ThyagarajanRamanujam O SNo ratings yet
- 12th English Q BankDocument96 pages12th English Q BankJoswa SanthakumarNo ratings yet
- Planned Maintenance Checklist: Customer Signature/AcknowledgementDocument0 pagesPlanned Maintenance Checklist: Customer Signature/AcknowledgementRamanujam O SNo ratings yet
- Electrical EngineeringDocument896 pagesElectrical Engineeringmetamorp100% (6)
- Teamwork 2Document13 pagesTeamwork 2Ramanujam O SNo ratings yet
- Screw Compressor Combi CoolerDocument28 pagesScrew Compressor Combi CoolerUbanAirlanggaNo ratings yet
- 55 Inch Smart Interactive Touch Panel AndriodDocument3 pages55 Inch Smart Interactive Touch Panel AndriodStay BindassNo ratings yet
- Makita 2705 TableSaw ManualDocument60 pagesMakita 2705 TableSaw ManualwdowiuueNo ratings yet
- Dse9470 Dse9472 Dse9476 Dse9480 Dse9481 Operators ManualDocument72 pagesDse9470 Dse9472 Dse9476 Dse9480 Dse9481 Operators ManualTommy LiNo ratings yet
- Etap Student Edition Features and RestrictionsDocument1 pageEtap Student Edition Features and RestrictionsGolu RohitNo ratings yet
- FCC-B Radio Frequency Interference StatementDocument95 pagesFCC-B Radio Frequency Interference StatementzpockeNo ratings yet
- Unitrol 5000Document6 pagesUnitrol 5000ravi biswasNo ratings yet
- ETR Junction Box-Switchgear Not Required (OP, WT, OS)Document25 pagesETR Junction Box-Switchgear Not Required (OP, WT, OS)Richard ChuaNo ratings yet
- Desarmado y Armado Bomba 312cDocument22 pagesDesarmado y Armado Bomba 312cJhon VillamizarNo ratings yet
- Landrover Defender2014 SelectionDocument64 pagesLandrover Defender2014 SelectionMarianus Antimus BukuNo ratings yet
- User's Manual For VC99 3 6/7 DMM 1.summary This Digital Multimeter Is A Steady Performance, BatteryDocument6 pagesUser's Manual For VC99 3 6/7 DMM 1.summary This Digital Multimeter Is A Steady Performance, BatteryLesley HoodNo ratings yet
- Ioniq BrochureDocument12 pagesIoniq BrochureFrancesca PaslaruNo ratings yet
- Válvula HoneywellDocument12 pagesVálvula HoneywellnicolasNo ratings yet
- Ta Di Misura PDFDocument44 pagesTa Di Misura PDFCristian BandilaNo ratings yet
- 963Document50 pages963nanilNo ratings yet
- TR - Torque TR (T1-T2) r1 (Larger Pulley) T T1+Tc T TC MV Mass Per Unit Length) T T V M/s T-Max TensionDocument3 pagesTR - Torque TR (T1-T2) r1 (Larger Pulley) T T1+Tc T TC MV Mass Per Unit Length) T T V M/s T-Max TensionadiG48 AtdiG48No ratings yet
- Snap On 2013 Ac Flyer Us Low R - 10909768Document8 pagesSnap On 2013 Ac Flyer Us Low R - 10909768lalolalo1No ratings yet
- Hand Tool Checklist For All UnitDocument1 pageHand Tool Checklist For All UnitHariomNo ratings yet
- AWG Wire Chart, Aught, MCM Kcmil, US Inch, and Metric Wire Sizes PDFDocument1 pageAWG Wire Chart, Aught, MCM Kcmil, US Inch, and Metric Wire Sizes PDFEko SusantoNo ratings yet
- Detail C2 Plan View: Freeport LNG Liquefaction ProjectDocument1 pageDetail C2 Plan View: Freeport LNG Liquefaction ProjectvietsdsNo ratings yet
- How To Build A Bethlehem StarDocument20 pagesHow To Build A Bethlehem Starobx4everNo ratings yet
- 1.1 Need For The ProjectDocument33 pages1.1 Need For The ProjectSaptha RishiNo ratings yet
- Multi Digital Temp Controller (FX3S SERIES) : Connection Diagram Setting 1 GroupDocument2 pagesMulti Digital Temp Controller (FX3S SERIES) : Connection Diagram Setting 1 GroupGuillermo JooNo ratings yet
- DHC-8-100 200 300 - Rev 25 - 0Document146 pagesDHC-8-100 200 300 - Rev 25 - 0A340 PlanningNo ratings yet
- Solis 26 HST Product Flash v02Document21 pagesSolis 26 HST Product Flash v02deepak9pujariNo ratings yet
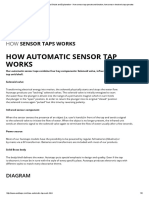
- How Sensor Tap Works - Visual Guide and Explanation - How Sensor Tap Operate and Function, How Sensor Electronic Tap OperatesDocument3 pagesHow Sensor Tap Works - Visual Guide and Explanation - How Sensor Tap Operate and Function, How Sensor Electronic Tap Operatesujjwal saha100% (1)
- MP7600 Maintenance Manual - 302399FDocument54 pagesMP7600 Maintenance Manual - 302399FRicardo Torres ZamudioNo ratings yet
- Datasheet For LED 50723SRDocument2 pagesDatasheet For LED 50723SRonehourNo ratings yet
- SAILOR Battery Panel BP4680Document16 pagesSAILOR Battery Panel BP4680IGOR100% (2)